Valve springs do not fail because a drawing missed one dimension. They fail when the wire is dirty, the surface is damaged, the heat treatment drifts, the load window is too loose, or the chosen valve spring material is wrong for the engine duty cycle. For procurement teams, “spring steel” is not a specification. A usable RFQ should lock the material grade, wire route, tensile band, shot peening, presetting, coating, load tolerance, traceability, and validation method before price comparison begins. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, under IATF 16949:2016 and ISO 9001:2015 systems, supplying distributors, repair-chain programs, OEM projects, and Tier-1 sourcing teams in 60+ countries. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Decision Framework: Choosing the Right Valve Spring Material
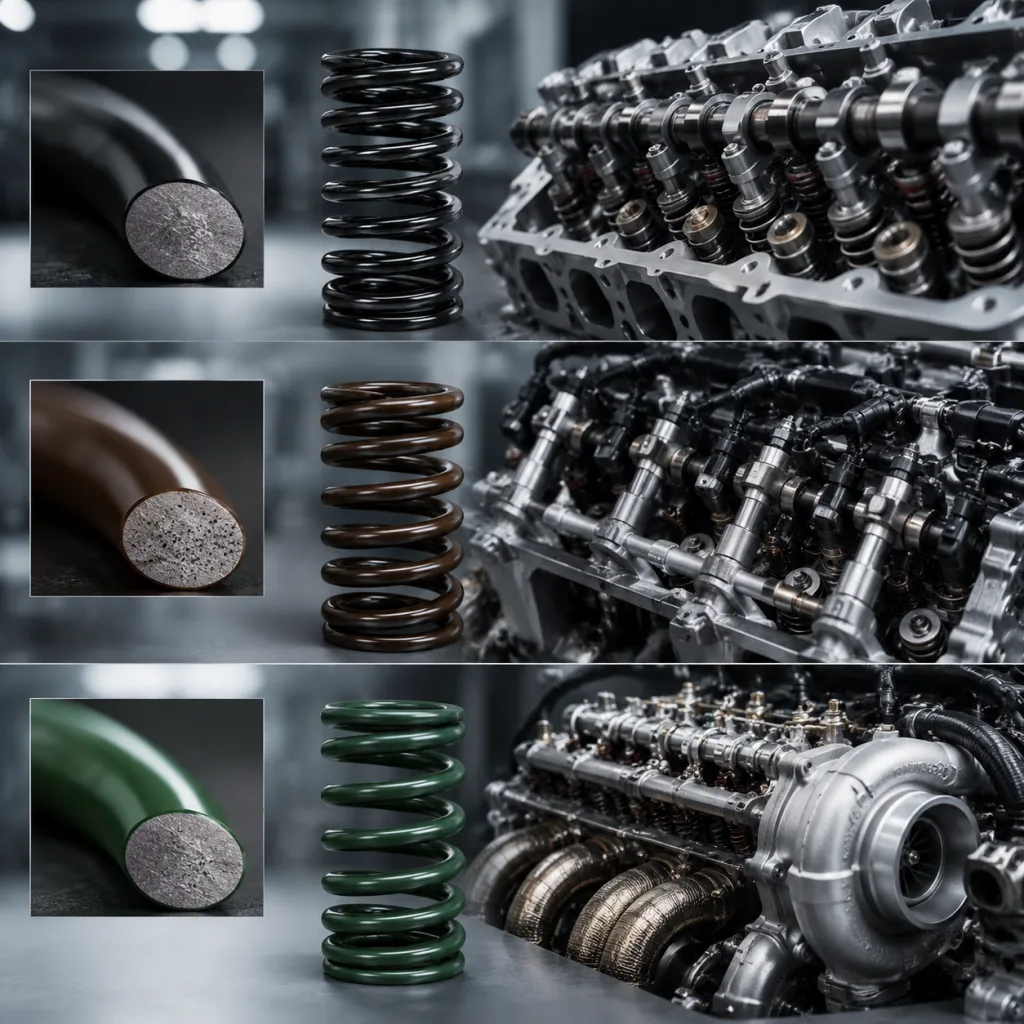
Start with the engine, not the catalogue. The correct valve spring material depends on engine speed, cam lift, installed height, working temperature, fatigue target, warranty exposure, and price position. A low-stress replacement part and a high-rpm turbocharged application should not be sourced from the same material description just because the free length and OD look similar.
Use recognized grade names or equivalent standards in the RFQ. Include wire diameter range, tensile strength band, cleanliness expectations, and substitution rules. Do not approve “spring steel” as the only material callout.
Material family
Typical grade examples
Best fit
Watch points
Oil-tempered chromium-silicon steel
ASTM A401, SAE 9254, JIS SWOSC-V equivalent
Modern passenger and light commercial engine springs
Good fatigue resistance and load retention; confirm tensile range by wire size, often about 1,700–2,100 MPa depending on diameter
Chromium-vanadium spring steel
ASTM A231, SAE 6150, JIS SWOCV-V equivalent
Medium- to high-load applications where toughness matters
Verify decarburization depth, surface quality, and tempering control
High-carbon music wire
ASTM A228, JIS SWP equivalent
Moderate-stress, lower-temperature springs
Usually not preferred for sustained exhaust-side temperatures above about 120–150°C
Stainless spring steel
SUS 302/304/631, EN 1.4310/1.4568 equivalent
Corrosive or special-duty environments
Lower modulus or strength may require geometry changes, larger wire, or coil-count adjustment
Super-clean alloy wire
Clean Cr-Si or Cr-Si-V custom melt
High-rpm, downsized turbocharged, or severe-duty engines
Requires mill certificate, inclusion rating, surface inspection, and heat-to-lot traceability
</tr></thead><tbody> </tbody></table>For broad aftermarket coverage, chromium-silicon alloy steel is often the practical baseline. It balances fatigue performance, process stability, and cost. For severe-duty programs, a grade name is not enough. Add inclusion class or cleanliness evidence, tensile strength window, maximum total decarburization, allowable surface defect depth, and inspection method.
A simple rule works well: lock the valve spring material during sampling. Any later substitution should require written approval plus repeat load, relaxation, and fatigue validation.
RFQ Deep-Dive: Data That Prevents Misquoted Springs
A valve spring RFQ should describe the working condition of the part, not just its shape on the bench. The supplier needs installed height, open height, target loads, maximum valve lift, and allowable stress window to confirm whether the selected valve spring material and geometry are suitable. For dual springs, specify inner and outer springs separately and state the combined assembly load at working heights.
Recommended RFQ data set:
Free length: tolerance is often ±0.3 mm to ±0.5 mm; tighter ±0.2 mm may require sorting or added inspection cost.
Outer diameter and inner diameter: define the measurement point; common tolerance is ±0.15 mm to ±0.30 mm depending on wire size and coil geometry.
Wire diameter: commonly controlled within ±0.02 mm to ±0.05 mm for engine spring wire; confirm whether this is incoming wire tolerance or finished-part verification.
Installed load: state the load at installed height, commonly with ±5% tolerance; OE-style programs may request ±3% after capability review.
Open load: state the load at maximum valve lift height and confirm that the spring does not reach solid height; maintain design clearance such as 0.8–1.5 mm or the customer-defined margin.
Spring rate: include N/mm when matching a reference curve; require at least three load-height points when cam dynamics are sensitive.
Squareness: specify maximum angular deviation or height variation under reference load, such as ≤2° or ≤1.5 mm depending on spring length.
Parallelism: define end-face parallelism if seating stability is critical, often ≤0.3–0.8 mm after grinding.
Coil count and active coil count: include end-coil configuration, closed-and-ground condition, and seating condition.
Surface finish: define shot peening, polishing, phosphating, nitriding, paint, oil film, zinc-free coating, or other coating as applicable.
Direction of winding: specify right-hand or left-hand winding when package clearance, dual-spring interference, or assembly equipment requires it.
Packaging and identification: include anti-corrosion packing, part number, lot number, heat-number link, carton quantity, and pallet labeling.
When cross-referencing an existing part, buyers may provide samples, drawings, or OE-format references such as OE 06A… or OE 11251… when they are relevant to the project data. For sampling, send at least 5–10 reference pieces if possible: three for dimensional and load benchmarking, two for hardness and material checks, and extras for destructive sectioning if required. Driventus can review geometry against application requirements through custom manufacturing.
Failure Modes: Where Good Steel Still Loses Fatigue Life
The steel grade sets the potential. The process decides how much of that potential survives production. Coiling control, stress relief, shot peening, presetting, surface protection, and final load sorting all affect fatigue life and load stability. Buyers should require the supplier to document the approved sample route and repeat it in mass production unless an engineering change is approved.
Heat-treatment drift
Oil-tempered wire is quenched and tempered before coiling, but finished springs normally still need stress relief after forming. Typical stress-relief ranges for alloy valve springs are often around 350–450°C for 20–60 minutes. The correct recipe depends on wire grade, wire diameter, furnace type, and target properties.
Control the furnace. Record temperature, dwell time, belt speed, loading density, batch number, and atmosphere where relevant. Overheating can reduce spring load and tensile properties. Insufficient stress relief leaves residual forming stress, which can lead to early relaxation.
Surface damage and weak residual stress
Most fatigue cracks start at the surface. Shot peening introduces compressive residual stress and helps resist crack initiation, but only if coverage, intensity, media condition, and machine settings are controlled. Coverage is commonly specified as 100% minimum. Intensity should be agreed through Almen strip control or the supplier’s validated internal standard.
Surface seams, laps, handling marks, corrosion pits, grinding burn, and decarburization are not cosmetic issues. They are crack starters.
Typical process controls include:
Stress relief after coiling with recorded furnace temperature, belt speed, dwell time, and batch number.
100% presetting or load setting, often compressed to near-solid height or a defined setting height, to reduce in-service relaxation.
Shot peening coverage target, media type, intensity range, machine recipe, and media replacement control.
End grinding with burn control; overheated blue or cracked ends should be rejected.
Magnetic particle inspection, eddy-current inspection, or enhanced visual inspection where specified for severe-duty lots.
Corrosion protection such as phosphate plus oil, electrophoretic coating, paint, oil film, or approved equivalent; define salt-spray hours only when relevant.
Load sorting or statistical monitoring for installed and open load consistency, with Cpk targets agreed for OE-style programs.
Batch traceability from wire coil to finished spring lot, including heat number, furnace lot, shot-peen lot, and final inspection lot.
For high valve lift, high exhaust temperature, aggressive cam profiles, or extended service intervals, retain process records and batch test reports for at least the warranty or service-support period.
Validation Evidence: What to Ask Before Approval
Do not treat a certification logo as proof that the spring will survive the engine. IATF 16949:2016 and ISO 9001:2015 support process discipline, but part performance still depends on product-specific validation and lot-level control. Separate sample approval from routine mass-production inspection so prototype tests are not mistaken for every-lot tests.
Relevant compliance and validation references may include REACH (EC) No 1907/2006 for restricted substances in materials and coatings, RoHS Directive 2011/65/EU when electrical or regulated assemblies are involved, and customer-specific PPAP documentation where required by OEM or Tier-1 sourcing teams. For engines supplied into emissions-regulated vehicle platforms, component consistency can indirectly support compliance programs associated with ECE R-83, but a valve spring itself is not certified under that regulation.
A practical inspection plan may include:
Checkpoint
Method
Acceptance logic
Evidence to request
Chemical composition
Mill certificate or spectrometer check
Match agreed grade or approved equivalent
Heat number and grade confirmation
Steel cleanliness
Mill data or agreed inspection standard
Inclusion rating agreed before sourcing
Inclusion report or cleanliness statement
Wire diameter
Micrometer check before coiling
Within specified wire tolerance, often ±0.02–0.05 mm
Incoming inspection record
Hardness
Rockwell or Vickers test
Within grade/process range agreed during PPAP
Batch hardness report
Load at height
Calibrated spring load tester
Installed and open load within tolerance, commonly ±3–5%
Load data and tester calibration ID
Fatigue life
Cyclic test at defined stroke and load range
No failure at agreed cycle count, often 1–5 million cycles for validation depending on duty
Cycles to failure or no-failure result
Relaxation
Load loss after compression and temperature exposure
Common target may be ≤2–5% loss after defined time/temperature
Percentage load loss after defined conditions
Surface defects
Visual, magnetic particle, or eddy-current inspection
No cracks; seams/laps within agreed depth limit
Inspection record and acceptance criteria
Coating compliance
Supplier declaration or lab test
Meets customer substance and corrosion requirement
REACH statement where required
</tr></thead><tbody> </tbody></table>For routine production, buyers often use AQL or control-plan sampling rather than full validation testing. A practical control plan may include 100% visual and load-setting process control, dimensional sampling per lot, load-at-height sampling per lot, material certificate per wire heat, and fatigue or relaxation testing for new designs, engineering changes, or periodic audits. Driventus aligns production control through its quality system, including incoming material checks, in-process inspection, final inspection, and batch documentation.
Scenario Comparison: Match Material to Engine Duty Cycle
Static load data can be misleading. A spring may pass at room temperature and still lose load in a hot, high-lift, high-rpm engine. Match the valve spring material to working temperature, spring stress, packaging limit, target mileage, warranty exposure, and price position.
For naturally aspirated passenger-car engines at moderate speed, chromium-silicon or chromium-vanadium steel is normally sufficient when paired with proper shot peening, stress relief, and presetting. For turbocharged engines, especially on the exhaust side, relaxation resistance and coating durability matter more. Ask for temperature-relaxation data, not only room-temperature load data.
Heavy-duty and fleet engines shift the calculation again. Downtime and warranty cost can outweigh a small unit-price saving, so buyers should focus on load retention, fatigue margin, corrosion protection, and traceable heat-treatment records. Performance or motorsport-style applications may justify super-clean wire, stricter surface inspection, nitriding or enhanced peening, and narrower load sorting. Cost and lead time usually increase.
</tr></thead><tbody> </tbody></table>When comparing suppliers, ask for load-deflection curves, fatigue test parameters, material certificates, and process records from recent production lots. Catalogue dimensions alone cannot confirm whether the wire condition and manufacturing route match the duty cycle. Buyers can review available engine components in our catalog or the engine range at /products/engine-components.html when building a consolidated sourcing list.
Step-by-Step Sourcing Checklist Before Production Release
Lock the technical file before hard price negotiation. Otherwise, the cheapest quote may exclude load sorting, fatigue validation, special coating, PPAP paperwork, or the traceability level your program actually needs. Commercial terms should follow the specification level, not the other way around.
Use this checklist before approving production:
Confirm application data: engine code, valve position, installed height, open height, maximum lift, target load, and expected operating temperature.
Confirm spring design: wire diameter, free length, OD, ID, coil count, winding direction, end type, solid height, seating condition, and allowable tolerance.
Confirm process: coiling, stress relief, end grinding, presetting, shot peening, load sorting, surface protection, and rework rules.
Confirm validation: dimensional report, load test, hardness, fatigue test, relaxation test, surface inspection, and sample-retention requirement where needed.
Confirm compliance: IATF 16949:2016, ISO 9001:2015, and REACH (EC) No 1907/2006 declarations where applicable.
Confirm commercial logic: target annual volume, first order quantity, MOQ, sample quantity, tooling cost, inspection cost, and whether price is based on catalogue stock or made-to-order production.
Confirm logistics: production lead time, carton labeling, palletization, export documents, anti-rust packing, mixed-SKU shipment plan, and spare-parts packaging needs.
Typical sourcing timing is 7–15 days for drawing or sample review and quotation, 20–35 days for initial samples when material and tooling are available, and 35–60 days for mass production depending on order quantity, coating, testing, and packaging. Catalogue or existing-tooling parts may support lower MOQ. Custom valve springs often require a first order that justifies wire procurement, tooling setup, heat-treatment batching, and inspection time.
Separate prototype price from mass-production price. Request price breaks by quantity, such as 1,000, 5,000, 10,000, and 50,000 pieces, because wire yield, setup amortization, sorting loss, and freight method can change the landed cost.
Driventus can quote standard catalogue springs or develop project-specific parts from drawings, samples, or performance targets. For new programs, share the working height and load requirements early so engineering can confirm whether the proposed valve spring material, stress level, and geometry are compatible before sampling.
Frequently asked questions
Chromium-silicon alloy spring steel is widely used because it provides good fatigue resistance and load stability when correctly heat treated, stress relieved, preset, and shot peened. Chromium-vanadium steel is also used in many engine applications. Final selection should be based on working temperature, valve lift, engine speed, packaging, required fatigue margin, and target unit cost.
Request a drawing, material certificate, dimensional report, load-at-height report, hardness data, process traceability, and fatigue or relaxation test evidence where applicable. For regulated markets, also request REACH (EC) No 1907/2006 declarations for coatings and materials when relevant. For OE-style sourcing, add control plan, PPAP documents, gauge calibration records, and lot traceability from wire heat to finished springs.
Yes. Driventus can review drawings, samples, load requirements, and application data for standard or custom manufacturing projects. The technical review should include installed height, open height, target loads, duty cycle, material expectations, sample quantity, MOQ target, annual volume, and packaging requirements before sample production.
For sourcing review, drawings, or sample-based development, contact Driventus to discuss specifications, MOQ, pricing logic, and lead time. You can [request a quote](/contact.html) or send project details through /contact.html.