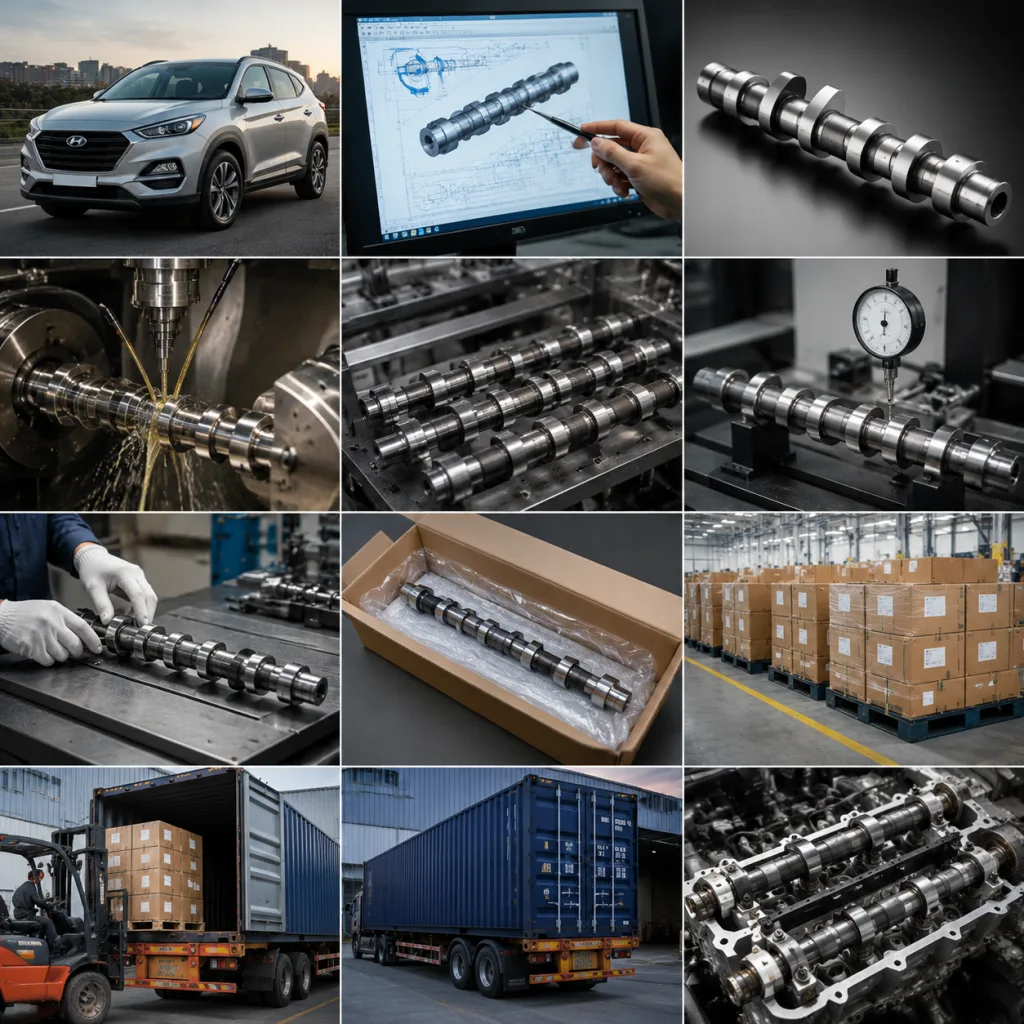
Camshaft for Hyundai Tucson OE Equivalent Sourcing
Buying a camshaft for Hyundai Tucson OE equivalent use is a precision-sourcing decision, not a catalogue exercise. The shaft may look correct and still fail the program: a slightly wrong trigger angle can set timing faults; an undersize journal can weaken the oil film; a rough or poorly hardened lobe can turn into labour claims after installation.
For distributors, importers, and repair-chain buyers, the practical question is simple: can the supplier prove that the part matches the intended engine, position, profile, surface condition, oiling layout, and durability requirement batch after batch? The RFQ should therefore carry more than a part number. Include engine code, model year range, intake or exhaust position, OE cross-reference, target annual volume, required inspection reports, packaging format, destination port, and first-shipment timing.
Driventus manufactures engine and powertrain components in Taizhou, Zhejiang for B2B aftermarket and OEM/Tier-1 supply chains. Our camshaft programs are developed for OE-equivalent replacement, supported by cross-reference review, batch traceability, and validation documentation aligned with IATF 16949:2016 and ISO 9001:2015. Driventus is an independent aftermarket manufacturer; vehicle brand names are referenced for fitment identification only.
Decision framework: when is a Tucson camshaft truly OE-equivalent?
Start with function, not appearance. An OE-equivalent Hyundai Tucson camshaft must reproduce the original valve-timing behavior and survive in the same operating environment. That means the correct lobe lift, opening and closing events, base circle, journal geometry, thrust control, oil feed, and interface to the gear, sprocket, phaser, or sensor system.
Use these release gates before approving a source:
Geometry gate: bearing journals, lobe base circle, total length, thrust surfaces, bolt-hole pitch, dowel or keyway features, gear/phaser interface, and overall shaft layout must match the approved reference.
Timing gate: lobe profile should be checked against master data, a validated drawing, or a qualified master sample. Visual comparison is not enough. Define whether approval is by lift-at-angle data, full profile trace, CMM report, or controlled sample comparison.
Durability gate: lobe and journal surfaces need verified hardness, case depth or chilled layer control where applicable, and an appropriate surface finish for the follower and bearing design.
Oiling gate: oil holes, grooves, chamfers, and internal drilled passages must be correctly positioned, deburred, washed, and protected after cleaning. This is critical where the camshaft also feeds a VVT phaser.
Fitment gate: the application must be mapped by engine code, year, market, fuel type, and intake/exhaust position. “Hyundai Tucson” alone is not a release criterion.
A camshaft for Hyundai Tucson OE equivalent replacement should be treated as an engine-specific precision component, not as a universal casting corrected at final machining. Buyers comparing sources can review related engine parts in our catalog and the engine-component range at /products/engine-components.html.
Spec deep-dive: dimensions, metallurgy, and the small deviations that cause big claims
Most camshaft problems begin as small process escapes. A journal is a few microns off. A lobe has the wrong taper. Runout passes unnoticed. An oil hole carries a burr. None of these issues looks dramatic in a carton, but each can become noise, wear, timing faults, oil starvation, or a warranty dispute.
Checkpoint
Typical procurement requirement
Why it matters
Journal diameter
Drawing tolerance commonly held within 0.010-0.025 mm where required; measured at 2-3 axial positions and 2 axes
Maintains oil clearance and bearing support
Cam lobe lift
Profile scan or controlled height measurement against master specification, often with lift deviation target within ±0.03-0.05 mm depending on reference
Preserves valve lift and combustion performance
Runout
Checked on datum journals before packing; many buyers specify ≤0.03-0.05 mm TIR, or per drawing
Reduces vibration, tight rotation, and uneven bearing load
Surface hardness
Batch record from heat treatment and hardness testing; chilled/case-hardened surfaces commonly specified by HRC/HV range and case depth
Reduces lobe and journal wear
Surface finish
Ra/Rz inspection on journals and lobes; journal Ra often targeted around 0.2-0.4 µm when the design requires fine oil-film control
Protects followers and maintains oil-film quality
Oil-hole position
Visual and dimensional inspection with burr removal and compressed-air/cleanliness verification
Helps prevent starvation at journals or phaser interface
Trigger or phasing feature
Coordinate measurement where applicable, including angular position relative to datum lobe or dowel
Avoids timing correlation faults and installation mismatch
</tr></thead><tbody> </tbody></table>Material selection depends on the engine family and the original manufacturing route. Cast iron, chilled cast iron, forged steel, and assembled steel constructions can all be valid when the process is matched to the functional requirement. The RFQ should state any required material grade, microstructure standard, hardness range, coating, phosphate/oil finish, and corrosion-protection expectation for export storage.
Do not evaluate the material label in isolation. Confirm that metallurgy, machining datums, heat treatment, straightening, profile control, cleaning, corrosion protection, and packing are controlled as one production system. Driventus manages these points from incoming material review through final inspection and export release.
Step-by-step release path: from cross-reference to production lot
A credible replacement camshaft program is approved through evidence, not supplier reassurance. Driventus operates under IATF 16949:2016 and ISO 9001:2015. These standards do not certify a single aftermarket part, but they do require disciplined automotive production controls, including process documentation, supplier management, corrective action, risk control, and continuous improvement.
A practical release path looks like this:
1. Cross-reference review: confirm engine code, model year, intake/exhaust position, market, and OE or aftermarket reference. 2. Sample, drawing, or master data confirmation: resolve uncertain applications before tooling or mass production. 3. Material and process selection: align casting, forging, heat treatment, machining, and surface protection with the reference requirement. 4. Tooling and fixture review: confirm datum strategy, lobe orientation, journal machining, and end-interface control. 5. Pilot machining: produce first samples under controlled process conditions. 6. First-article inspection: check key dimensions, runout, lobe profile, oil-hole layout, trigger features, and surface condition. 7. Hardness and profile verification: confirm batch-level durability and timing-related characteristics. 8. Packaging validation: check corrosion protection, separation, carton strength, labels, and pallet format where private-label or export handling requirements apply. 9. Mass-production approval: release only after technical and commercial conditions are frozen.
Documentation available by program can include material certificates, chemical composition reports, heat-treatment records, hardness summaries, dimensional inspection reports, cam profile measurement records, process flow charts, control plans, packaging specifications, and batch traceability codes.
For EU and UK importers, chemical compliance may also matter. Where applicable, Driventus can support customer documentation related to REACH (EC) No 1907/2006 for restricted substances in supplied articles. PPAP-style submissions, first-article inspection, special marking, and private-label packaging validation should be defined before order confirmation through custom manufacturing.
Fitment scenario: the model name matches, but the camshaft still does not
Picture a buyer ordering by vehicle name only: Hyundai Tucson, correct displacement, apparently correct year range. The carton arrives. The shaft is close. Installation reveals the problem: the end interface or trigger relationship does not match the engine configuration in that market. The workshop has already stripped the top end. Now the distributor is handling an urgent replacement, labour discussion, and stock recheck.
This is why fitment control needs multiple identifiers:
1. Vehicle model and production year. 2. Engine displacement and engine code. 3. Intake or exhaust camshaft position. 4. Existing OE or aftermarket cross-reference from the buyer’s catalogue data. 5. Sample part, drawing, photos, or 3D scan for disputed applications. 6. Target market: EU, UK, US, Canada, Australia, Brazil, or other region.
For fast verification, send photos of the complete shaft, lobe arrangement, end drive, sensor wheel, phaser face, oil grooves, stamped or etched markings, and any boxed label from the removed part. If a physical sample is available, Driventus can compare overall length, journal count and position, thrust arrangement, oil-hole pattern, end-interface geometry, and angular relationship of trigger features.
When catalogue data conflicts, do not release a bulk order from text data alone. A controlled sample approval, pilot lot, or dimensional comparison is safer. Driventus supports cross-reference verification for aftermarket importers but does not claim vehicle manufacturer approval or endorsement. Brand names are referenced only to identify fitment.
Failure modes procurement can stop before the parts ship
Camshafts are not replaced as casually as filters. Installation often requires valve-cover removal, timing-tool setup, follower or rocker inspection, and replacement of related seals or gaskets. A wrong or weak camshaft therefore creates more than a part return. It creates workshop downtime, debit notes, emergency freight, and potential stock quarantine.
The preventable failure modes are well known:
Incorrect side: intake camshaft supplied for exhaust, or exhaust supplied for intake. Control it by part-number suffix, warehouse label, and visual end-feature check.
Wrong phaser interface: mismatched bolt pattern, oil-control groove, locating feature, or sensor trigger detail. Small angular errors can create timing correlation faults.
Poor lobe hardening: pitting, scuffing, or accelerated follower wear. Ask for hardness results from the same batch, not a generic certificate from an unrelated run.
Excessive runout: tight rotation during installation or uneven bearing load after assembly. Receiving checks can use V-blocks and a dial indicator on a defined datum.
Unclean oil passages: drilling debris, burrs, or washing residue. Specifications should require deburring, washing, and protection after final cleaning.
Weak packaging: corrosion, impact damage, or mixed part numbers during sea freight and warehouse handling. Long shafts need end protection, separation, and moisture control.
For a camshaft for Hyundai Tucson OE equivalent program, risk reduction starts before quotation. Driventus reviews engineering data, controls machining and profile inspection, checks cleanliness, and defines packaging by route and order size. Options include anti-corrosion oil, protective sleeves or separators, VCI bags or film where required, export cartons, and pallets. Labelling can support distributor warehouses, repair-chain replenishment systems, and private-label programs with barcode, batch number, part number, intake/exhaust identification, and country-of-origin marking where requested.
Commercial comparison: cheapest unit price vs lowest program risk
A low quoted price is useful only if the supplier can repeat the same result. If traceability is weak, one uncertain batch can force a distributor to quarantine stock across several warehouses. The better comparison is total program risk: price, technical support, inspection evidence, repeat-order stability, packaging, and claims response.
Confirm these points before placing the order:
Minimum order quantity by part number and by mixed engine-component order. Existing references are usually easier to consolidate; new references may require tooling, fixture, or minimum batch commitments.
Lead time for existing references versus new development. As a planning range, allow about 30-45 days for repeat production after order confirmation and 60-90 days for new development or first-article approval, depending on tooling, samples, and test scope.
Sample availability and first-article inspection reports. Samples should cover fitment check, dimensional review, and packaging validation, not catalogue photography only.
Private-label, neutral, or customer-branded packaging. Carton printing, barcode labels, anti-counterfeit labels, instructions, and inner protection materials all affect cost.
Incoterms, carton labelling, pallet dimensions, and barcode format. FOB Ningbo/Shanghai and EXW are common starting points; DAP/DDP projects need separate freight, duty, and destination handling review.
Spare capacity for repeat orders during seasonal demand. Quarterly forecasts help secure machining and heat-treatment slots.
After-sales process for technical claims and warranty analysis. Agree on evidence requirements such as installation photos, oil-condition information, mileage, failure images, and returned samples.
Price is driven by material route, machining cycle time, heat treatment, profile inspection level, order quantity, packaging, and documentation. A small trial order normally costs more per unit than a forecasted annual program because setup, inspection, and export handling are spread across fewer pieces.
Driventus exports engine and powertrain components to more than 60 countries and supports aftermarket distributors, OEM/Tier-1 programs, and multi-location repair chains. Buyers can review the company quality system and provide technical data through the quotation process. For new references, clear drawings, samples, annual volume, packaging rules, and inspection requirements will shorten development time.
Frequently asked questions
Confirm the engine code, model year, intake or exhaust position, variable valve timing design, and any existing OE or aftermarket cross-reference in your catalogue data. A sample, drawing, or photos of the phaser interface, oil grooves, sensor trigger, and end drive can help resolve uncertain applications.
Yes. Depending on the program, Driventus can provide material, hardness, dimensional, profile, and batch traceability records. PPAP-style or first-article documentation should be agreed before purchase order confirmation.
No. OE-equivalent means the replacement part is designed to match the original functional requirements for fitment and performance. Driventus does not claim vehicle manufacturer approval or endorsement.
If you are sourcing a camshaft for Hyundai Tucson OE equivalent replacement program, send the engine details, OE or aftermarket cross-reference, target volume, documentation level, destination market, and packaging needs. Our team can review fitment and documentation requirements when you [request a quote](/contact.html).