How to Verify Harmonic Balancer Quality Before Purchase
Buying a harmonic balancer is a specification decision, not a cosmetic one. The part has to control torsional vibration, stay concentric under belt load, and survive heat, oil, and long service intervals. For sourcing teams, the real question is simple: what proof shows the part will perform the same way in every lot? Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. This guide shows how to verify harmonic balancer quality with the checks buyers actually use during sample approval, supplier audits, and incoming inspection. It also separates evidence from claims so you can spot weak control early. For product range context, see [our catalog](/products.html) and our [quality system](/quality.html).
Start with the failure modes, not the brochure
The fastest way to judge a harmonic balancer is to ask what normally goes wrong. If the hub bore is off, the part will not seat correctly. If the inertia ring is not concentric, vibration control suffers. If the elastomer is weak, cracked, or oil-swollen, damping life drops fast.
Before you approve a sample, check the application data and the part structure:
- OE cross-reference, such as `OE 06A107065` when applicable
- Overall diameter, hub bore, offset, and groove count
- Timing mark and pulley alignment geometry
- Hub, ring, and elastomer material specification
- Stated runout and balance limits
Appearance is the least reliable signal. A smooth coating does not prove balance quality, and a clean box does not prove process control. Ask what was measured, how it was measured, and how many pieces were checked. If the supplier cannot answer those three questions clearly, the risk is already high.
For first-pass approval, insist on concrete acceptance criteria before the PO. Typical aftermarket targets are a hub bore tolerance around `±0.02 mm`, outer diameter tolerance around `±0.10 mm`, and groove width or offset tolerance around `±0.05 mm` unless the drawing states tighter limits. Critical engine programmes should use the actual drawing limit, gauge method, and sample size from first-article approval, not catalog language.
Construction checks that expose weak parts
A harmonic balancer is a three-part system: steel hub, inertia ring, and damping medium. Each part has a different failure mode, so each one needs a different check.
What to inspect
- Steel should show consistent machining marks, with no burrs, weld spatter, or sharp edges
- The elastomer should be uniform, with no voids, cracks, oil swelling, or delamination
- The inertia ring should sit concentric to the hub with no visible wobble
- Surface protection should resist corrosion without interfering with press fit or belt contact surfaces
Material claims need traceability. If a supplier cites REACH (EC) No 1907/2006, request the declaration. If the programme requires durability validation, ask whether the test plan references ECE R-83 or another relevant OEM-style regime when applicable. Do not treat those references as vehicle-maker approval; treat them as evidence that the supplier understands the duty cycle.
For rubber-damped parts, ask for compound hardness and cure control. A useful sourcing range is `55–70 Shore A` unless the drawing specifies otherwise. Also ask for batch traceability on the elastomer and its cure date. If the supplier cannot show that, warranty risk rises. For coated steel components, a `96-hour` salt-spray result is a basic screening benchmark for many aftermarket programmes; harsher export use may justify `240 hours` or more based on internal test plans.
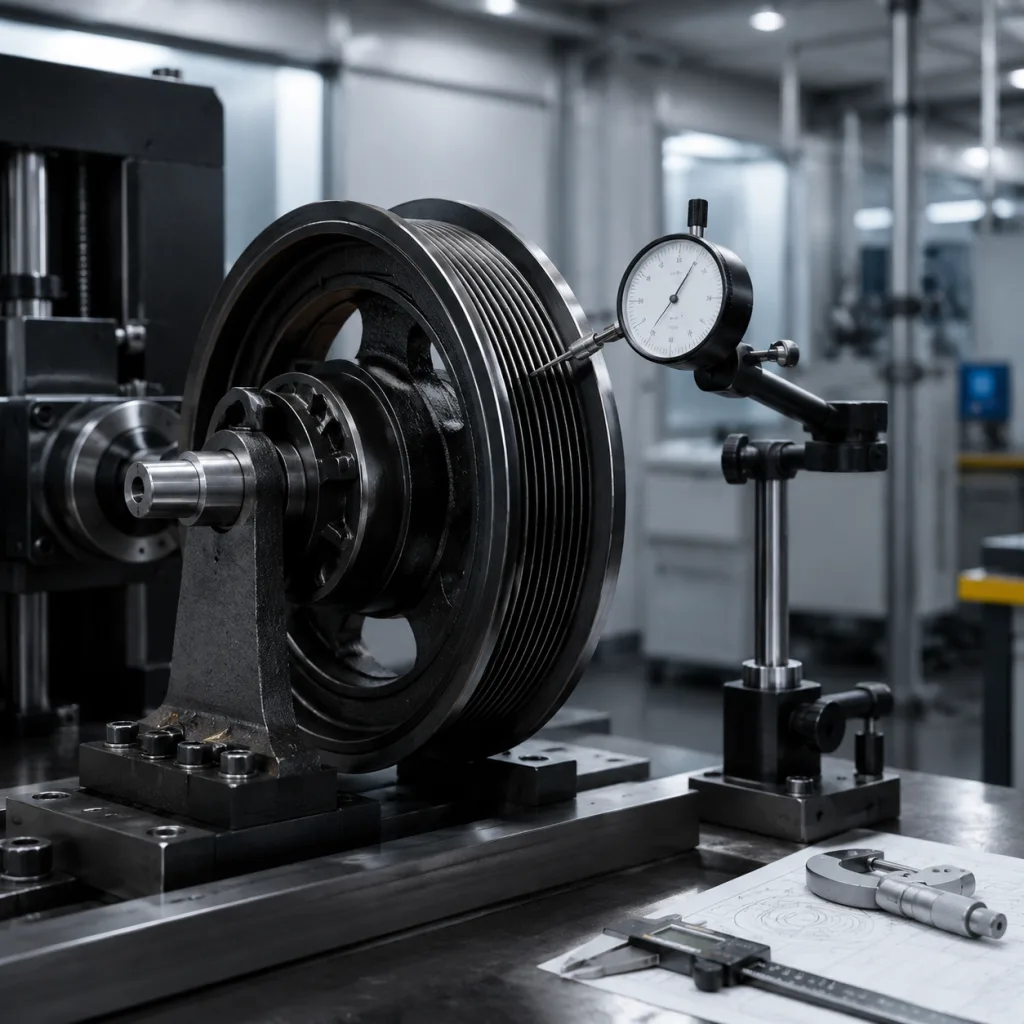
Runout, balance, and concentricity: the spec deep-dive
This is the core of how to verify harmonic balancer quality. A part can look perfect and still fail on the bench.
Use a dial indicator and a balancing record to confirm:
- Radial runout at the outer diameter
- Face runout at the belt running surface
- Concentricity between the hub bore and outer ring
- Residual imbalance after balancing
A practical incoming check is to rotate the sample on a known-good fixture and record total indicated runout. Large variation between samples usually points to weak machining control or inconsistent assembly. If the supplier provides balancing data, the method should be defined and repeatable, not just labeled “dynamic balanced.”
| Verification layer | What it confirms | Typical buyer evidence |
|---|---|---|
| Dimensional check | Fitment and interchangeability | Drawing, gauges, first article report |
| Runout check | Concentricity and machining control | Dial indicator record |
| Balance check | Dynamic stability | Balancing certificate or machine log |
| Material check | Durability of hub and damper | Mill cert, compound declaration |
| Validation test | Service performance | Heat, torsion, and belt-load test report |