Engine Bearing Isuzu Supplier for B2B Sourcing
Choosing an engine bearing Isuzu supplier is not a catalog exercise. For an importer, wholesaler, or repair-chain buyer, the real question is whether the bearing will hold oil clearance, seat correctly in the housing, survive freight and storage, and arrive with paperwork that does not slow customs or receiving.
The weak point is often hidden. A part number may appear correct while the dimensional stack is not: crankshaft journal diameter, housing bore, installed oil clearance, wall thickness, crush height, free spread, locating lug position, oil-hole geometry, thrust face location, and load profile all matter after installation. Approving a listing without checking those controls is how low-cost sourcing becomes high-cost claims.
Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, under IATF 16949:2016 and ISO 9001:2015 quality management systems. We support B2B buyers in aftermarket distribution, OEM service channels, and multi-location repair networks. This article reframes Isuzu-fit bearing sourcing as a purchasing decision with technical, quality, MOQ, documentation, and replenishment consequences. Driventus is an independent aftermarket manufacturer; brand names are referenced only to identify fitment.
Start With a Go/No-Go Decision Matrix, Not a Price Sheet
A useful first screen separates suppliers that can run a bearing program from suppliers that can only quote a number. Isuzu diesel applications cover light commercial vehicles, pickups, industrial equipment, and medium-duty trucks. Demand may include main bearings, connecting rod bearings, thrust washers, flanged shells, and complete overhaul sets. The supplier must handle fast-moving references and slow fleet-coverage items without relaxing material, inspection, or packing controls.
Use the first RFQ round as a decision matrix:
- Application coverage by engine code, vehicle platform, market, year range, and bearing position
- Cross-reference sheet using the buyer’s internal numbers and OE-style references where applicable
- Drawings for main and conrod bearings, including journal diameter, housing bore, wall thickness, width, oil-hole position, and thrust location where relevant
- Material structure, such as steel back plus copper-lead or aluminum-tin alloy, nickel barrier, overlay, and optional polymer coating where specified
- STD and undersize options, commonly 0.25 mm, 0.50 mm, and 0.75 mm where the repair or remanufacturing channel needs them
- Traceability method from raw strip or semi-finished shell to packed carton
- MOQ by reference, bearing family, and mixed order
- Sample, pilot-order, and repeat-production lead time
- Export carton dimensions, gross weight, pallet format, anti-rust protection, and label format
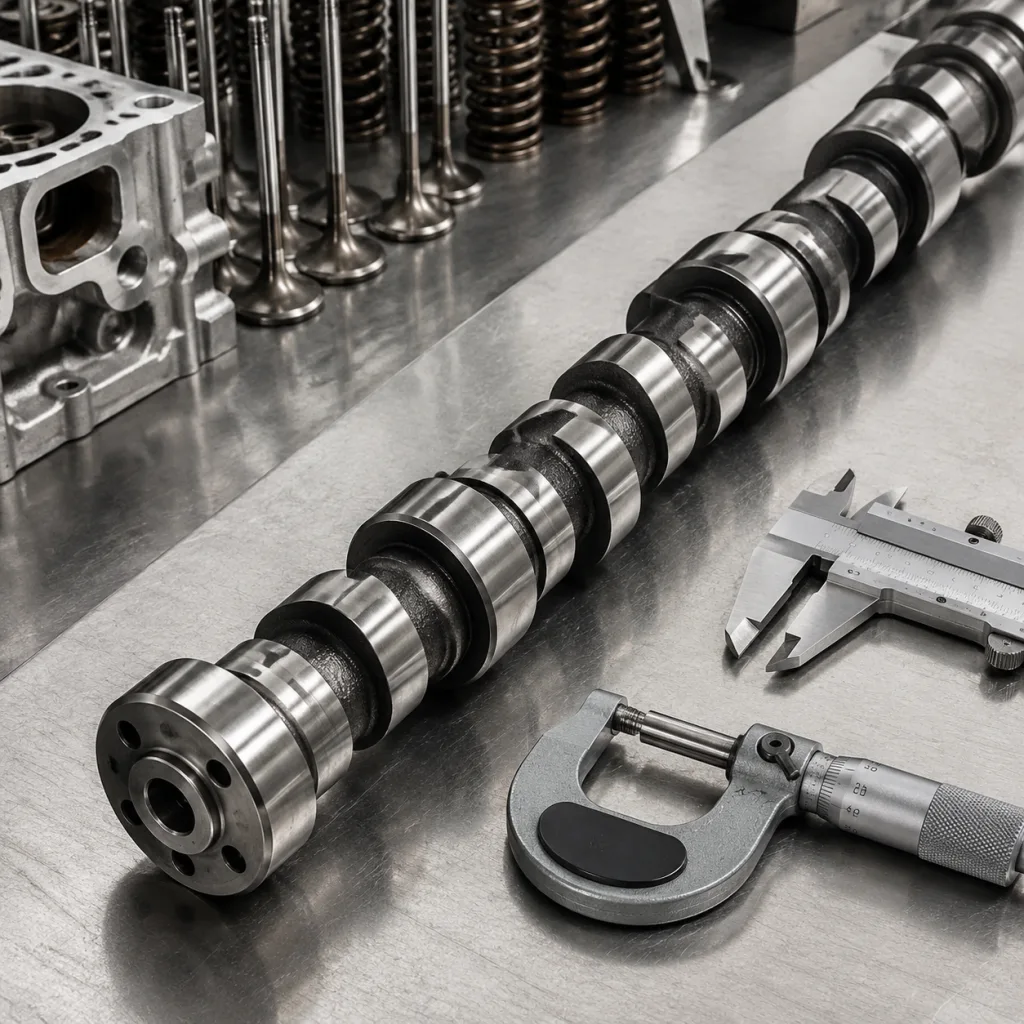
The go/no-go issue is measured evidence. Catalog data is not enough. Ask for actual values or a sample inspection report. Depending on the drawing, controls may include wall thickness within the approved tolerance band, width controlled to hundredths of a millimeter, oil-hole and lug position checked by fixture, and crush or spread verified against the housing design. The acceptance limit must follow the confirmed drawing. Do not apply one generic tolerance to every Isuzu-fit engine or bearing material.
Driventus groups bearing programs with other internal engine components in our catalog, including related items under engine components. That matters when an overhaul program also requires pistons, rings, gaskets, water pumps, and bearing sets in one purchasing plan.
Where MOQ and Lead Time Usually Break Down
MOQ problems rarely come from one cause. They come from tooling use, strip material purchasing, inspection frequency, packaging efficiency, and production-slot planning colliding with a buyer’s stock requirements. Very low MOQs can look attractive. Repeated small splits, however, may raise setup cost, introduce material variation, waste cartons, and create replenishment gaps.
A better model is to classify references by movement. Fast-moving fleet parts should usually be quoted by carton or pallet quantity. Medium-volume service parts fit production-lot planning. Slow-moving references may work best in mixed-family batches if material and tooling allow it. Private-label cartons add another layer because printed boxes, labels, and master cartons often have their own minimum quantities.
| Sourcing item | The failure mode | What Driventus provides |
|---|---|---|
| MOQ | A low-volume item delays the whole order or becomes uneconomic | MOQ review by bearing family, carton quantity, annual forecast, and shared material/tooling plan |
| Price logic | Unit price changes without a clear reason | Breakdown of setup, material, coating, inspection, packing, and export-handling assumptions where appropriate |
| Lead time | A confirmed container waits for one slow reference | Sample, pilot, and repeat-order schedule by production slot and reference mix |
| Packaging | Distributor cartons fail, arrive damaged, or need relabeling | Neutral, Driventus, or buyer-specified export packing subject to compliance review and carton testing |
| Documentation | Customs or receiving is delayed by missing documents | Packing list, commercial invoice, certificate of origin where applicable, inspection summary, and lot list |
| Traceability | A complaint cannot be tied to a production batch | Lot code, production date, operator or line record, inspection record, and retained sample process |
| Audit support | The buyer cannot verify process capability before scaling | Remote document review or on-site audit coordination for qualified B2B accounts |

| Parameter | Why it matters in procurement | Verification method |
|---|---|---|
| Wall thickness | Controls oil clearance after installation; small deviations can change oil pressure and bearing temperature | Micrometer, ball micrometer, or air gauge at defined measuring points |
| Bearing width | Affects seating, side clearance, and interference with crankshaft fillets | Caliper, height gauge, or fixture measurement |
| Crush height | Maintains retention in the housing bore and prevents bearing movement | Crush test fixture under specified load or master housing method |
| Free spread | Helps initial housing fit before cap tightening | Spread gauge or fixture check |
| Oil-hole location | Helps prevent lubrication restriction or partial blockage | Optical check, pin gauge, or dedicated fixture |
| Lug position | Prevents assembly error and supports correct shell location | Profile projector or go/no-go fixture |
| Parting face quality | Reduces assembly damage risk and high spots near the split line | Visual and dimensional inspection |
| Surface finish | Supports stable oil film formation and running-in behavior | Roughness measurement where specified |