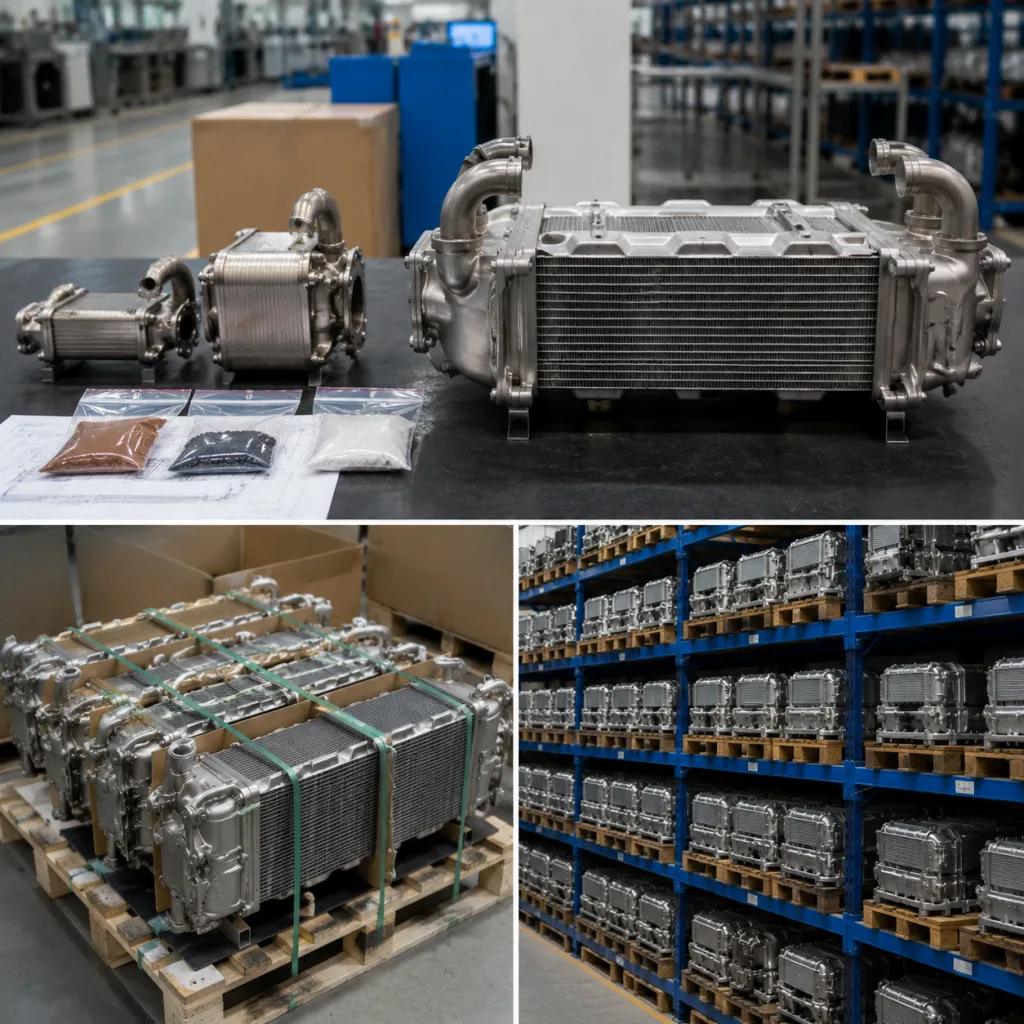
Selecting an egr cooler hyundai supplier is not a catalogue exercise. The wrong choice shows up later as coolant loss, warped flanges, bracket misalignment, repeated warranty claims, or blocked sell-through because one reference was never properly verified. Importers, distributors, and repair-chain buyers need a supplier that can prove materials, joints, dimensions, leak performance, packaging protection, and batch records before volume orders begin. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, serving aftermarket distributors, OEM and Tier-1 programmes, and multi-location repair chains in more than 60 countries. For Hyundai-fit EGR cooler programmes, we support OE cross-reference mapping, sample-based development, control drawings, private-label packaging, validation planning, and repeat-order scheduling. Typical review points include stainless or aluminium grade confirmation, flange flatness, bolt-hole pitch, tube/core leak rate, coolant pressure resistance, carton drop protection, and traceable batch records. Driventus operates under IATF 16949:2016 and ISO 9001:2015, with incoming material checks, in-process inspection, final release controls, and batch traceability applied throughout production. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only.
Start With the Sourcing Decision: Existing, Adapted, or New Development?
A Hyundai-fit EGR cooler sits in a high-stress part of the emissions and thermal-management system. It cools recirculated exhaust gas before it returns to the intake path, helping control combustion temperature and NOx formation. For a buyer, the important question is not simply “Does the part look the same?” It is: can this reference be supplied repeatably without fitment, leakage, or documentation surprises?
Driventus normally classifies enquiries into three sourcing routes:
1. Existing catalogue reference — fastest route when the part has recent production history, established fixtures, and known inspection points. 2. Adapted reference — suitable when the base design is close but bracket position, port orientation, gasket interface, packaging, or accessories need adjustment. 3. New development — required when the buyer provides a sample, drawing, or confirmed application data for a reference not yet tooled or validated.
That classification affects cost, MOQ, timing, and validation depth. A catalogue item may need only sample confirmation and a controlled pilot order. A new part may need reverse engineering, a control drawing, welding or brazing fixtures, leak-test adapters, checking gauges, and packaging inserts.
Useful procurement inputs include:
Target vehicle model, engine code, model year range, drive side, transmission notes, and market region
OE cross-reference list, supersession history, and any “do-not-supply” numbers from warranty experience
Photos, samples, drawings, or installation notes, including port orientation and bracket positions
Annual forecast, first-order quantity, expected monthly call-off, and target launch date
Packaging standard: neutral, private label, distributor label, barcode, carton dimensions, pallet height, and language requirements
Required documentation: inspection report, material declaration, leak-test record, dimensional report, test summary, and certificate copies
Destination market compliance requirements, including REACH (EC) No 1907/2006 where applicable
If your programme includes generic OE-style formats such as 06A… or 11251…, Driventus can use them as cross-reference inputs for identification and development without claiming vehicle manufacturer approval.
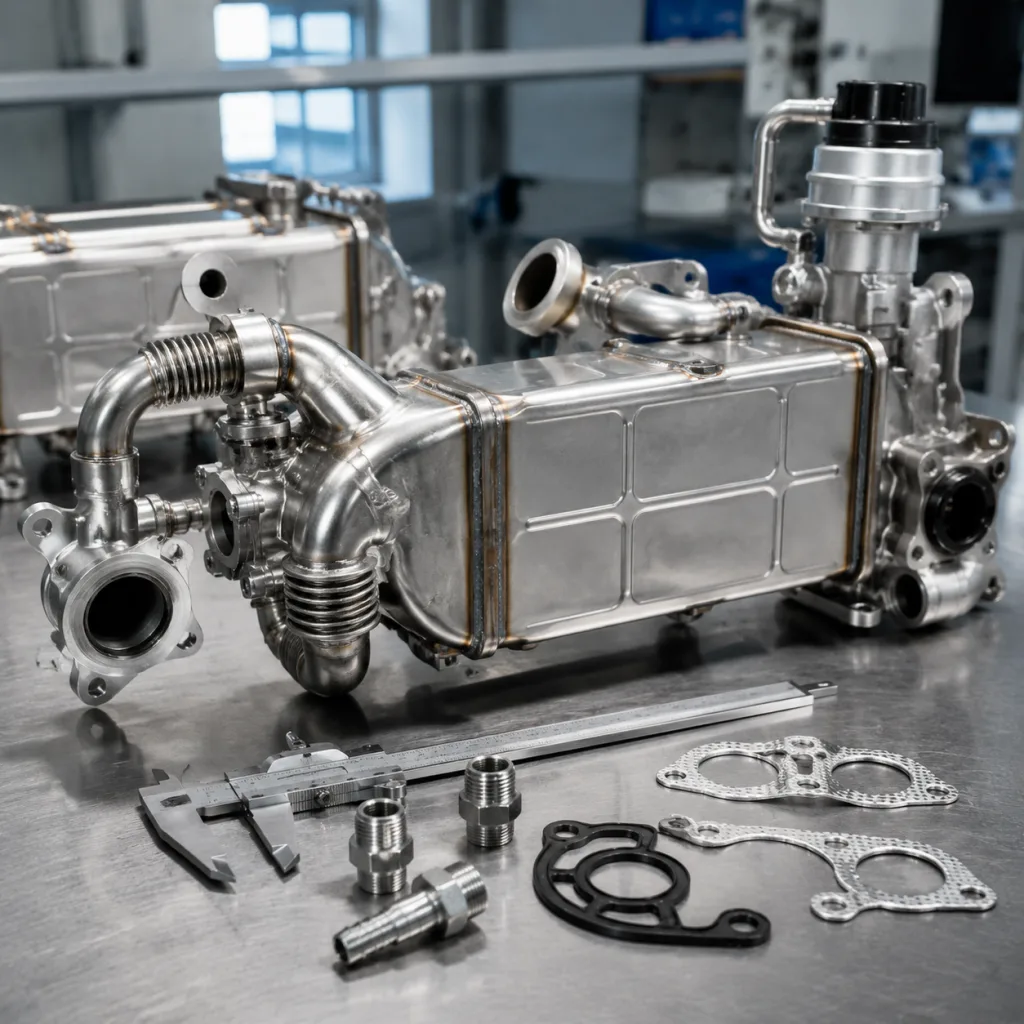
Before quoting, mark the dimensions that would stop installation if they drift: bolt-hole centre distance, flange thickness, gasket land width, pipe angle, coolant port diameter, sensor thread, valve interface, bracket location, and total installation envelope. Where no drawing exists, Driventus can build a control drawing from a supplied sample. Tolerances are then agreed by feature type, with tighter control on bolt holes, gasket faces, and mating interfaces than on non-functional outer contours.
Buyers can review related engine and emissions components through our catalog and discuss programme-specific requirements through custom manufacturing.
Where EGR Cooler Supply Fails—and the Controls That Prevent It
EGR cooler sourcing usually fails in predictable places. A part passes a visual check, ships at an attractive unit price, and then problems appear after installation: coolant leakage, blocked cores, warped flanges, cracked welds, gasket blow-by, damaged ports, or inconsistent bracket angles. The cost is no longer the part price. It is claims handling, customer loss, stock quarantine, replacement freight, and delayed replenishment.
Driventus applies a documented quality system aligned with IATF 16949:2016 and ISO 9001:2015. For EGR cooler production, controls may include incoming stainless steel and aluminium alloy verification, fixture-controlled welding or brazing, dimensional inspection, pressure leak testing, visual inspection, internal cleanliness checks, and packaging review before release. The final control plan is agreed according to part design, customer requirements, annual volume, and validation level.
Common controls include material certificate review by heat or batch, incoming wall-thickness checks, tube or fin forming inspection, fixture verification before welding, controlled weld sequence, post-weld visual inspection, gasket-face measurement, 100% coolant-side leak testing for agreed references, cleaning and drying before packing, and final barcode or label verification. For functional interfaces, buyers can request inspection points such as flange flatness, bolt-hole diameter, hole centre distance, coolant pipe OD, sensor thread gauge, bracket angle, and overall height.
Failure mode
Control point
Practical evidence
Procurement impact
Premature corrosion or pressure instability
Material grade and wall thickness
Material certificate; wall-thickness checks to drawing tolerance
Reduces risk of early leakage and warranty claims
Exhaust or coolant sealing failure
Flange flatness and gasket-face condition
Typical gasket-face flatness review around 0.10-0.30 mm depending on flange size and design
Improves sealing consistency during installation
Cracked, porous, or weak joints
Weld or braze integrity
Visual inspection; no cracks, burn-through, undercut, or visible pinholes; recorded lot/operator
Helps prevent coolant loss and exhaust contamination
Hidden coolant leakage before shipment
Pressure leak test
Typical coolant-side air or water test at 1.5-3.0 bar for 30-60 seconds, adjusted to drawing/customer spec
Screens defective units before export
Fitment complaints in the field
Critical dimensions
First-article dimensional report plus in-process sampling, often every 20-50 pcs or per control plan
Protects installation consistency
Slow complaint containment
Batch traceability
Lot code linked to production date, material input, fixture, operator, and inspection record
Supports root-cause analysis and stock isolation
Transit damage
Packaging drop resistance
Port caps, foam or formed inserts, double-wall export carton where needed
Reduces damage in export handling
</tr></thead><tbody> </tbody></table>For buyers working under internal supplier approval procedures, Driventus can provide factory audit support, process flow charts, control plans, inspection criteria, sample validation records, certificate copies, gauge lists, calibration status, and production documentation where agreed in the sourcing project.
A Practical Ordering Model: Samples, Pilot Lots, Then Replenishment
A capable EGR cooler Hyundai supplier should not push a buyer from first enquiry straight into full inventory commitment. The safer model is staged: prove the reference, test the buying assumptions, then scale.
A common sequence looks like this:
1. Cross-reference screening — confirm the target part numbers, supersessions, regional applications, and any known warranty exclusions. 2. Sample or drawing review — measure critical features, confirm interfaces, and identify whether the item is existing, adaptable, or new development. 3. Sample validation — supply 5-10 sample sets where appropriate for fitment, gasket, packaging, and documentation review. 4. Pilot order — release a controlled batch, often 20-100 pcs depending on item value and tooling status. 5. Field feedback window — collect installer and customer feedback before locking in larger replenishment. 6. Repeat production — schedule monthly or quarterly call-offs using forecast visibility and agreed quality gates.
Indicative commercial planning points:
Sample development: commonly 30-60 days for a new reference after sample/drawing confirmation; longer if casting tooling, brazing fixtures, or special validation is required.
Existing catalogue reference: sample availability may be 7-15 days when stock or recent production exists; mass-production lead time is usually shorter than a new project.
Pilot quantity: normally 20-100 pcs for fitment verification, distributor launch, customer approval, and packaging confirmation, depending on item value and tooling status.
MOQ: catalogue or recently tooled references are often planned from 100-300 pcs; modified or newly developed references may require 300-500+ pcs to cover fixture setup, material MOQ, and test time.
Price logic: unit price is driven by stainless or aluminium content, casting/machining complexity, tube bundle size, welding or brazing cycle time, leak-test requirement, gasket kit inclusion, packaging style, annual volume, and payment/Incoterm structure.
Lead time: mass production is typically 35-55 days after deposit and artwork approval for repeatable references; new-tooling programmes can require 60-90+ days before approved pilot release.
Incoterms: FOB Ningbo or Shanghai are common; EXW, CIF, or FCA can be reviewed according to shipment plan and buyer requirements.
Documentation: commercial invoice, packing list, certificate copies, inspection records, leak-test summaries, material declarations, carton list, and export documents as required.
For stable aftermarket supply, share a 6- to 12-month forecast with monthly call-offs where possible. Forecast visibility helps reserve tube bundle capacity, machining slots, welding fixtures, gasket kits, cartons, labels, and export packaging material.
Do not compare pricing at one MOQ only. Request price breaks at 100, 300, 500, and 1,000 pcs where relevant. Also confirm what is included: gaskets, clamps, sensors, EGR valve assembly, port caps, private-label cartons, barcodes, and pallet labels can materially change the real landed cost.
Slow-moving references should be handled differently from fast movers. Mixed-reference purchase orders can reduce overstock risk. Fast movers may justify safety stock or rolling forecasts. Buyers with multiple product families can consolidate EGR coolers with water pumps, gaskets, and other engine components to improve container utilisation and reduce freight cost per unit.
Validation should match the programme risk. Not every aftermarket reference needs an expensive laboratory plan, but every reference needs proof that it mounts, seals, survives expected temperature changes, and arrives clean enough to install.
Key validation areas include:
Dimensional fit: bolt-hole position, flange geometry, pipe orientation, sensor or valve interface, bracket location, gasket seat condition, and installation envelope. For critical mating features, define nominal dimensions and tolerances before pilot production. Examples include hole centre distance, flange flatness, pipe OD, port concentricity, thread specification, and bracket angle.
Coolant-side leakage: pressure test at agreed pressure and duration, documented by batch, inspection lot, or sample lot. A typical aftermarket control may use 1.5-3.0 bar air-under-water or dry air decay for 30-60 seconds, but the actual requirement should follow the drawing, application pressure, and customer specification.
Exhaust-side integrity: weld and joint inspection for cracks, pinholes, undercut, incomplete fusion, and distortion near heat-affected zones. High-risk joints can be supported by macro-section review or enhanced sampling where agreed.
Thermal cycling: repeated heating and cooling to check joint stability, flange movement, and distortion tendency. For newly developed or high-volume references, buyers may request a defined cycle plan covering heat exposure, cooling, and post-cycle leak testing.
Internal cleanliness: control of machining residue, welding spatter, oxide scale, loose particles, and foreign material. Components should be cleaned, dried, capped, and packed so loose particles do not enter coolant or exhaust paths.
Gasket and fastener compatibility: verification that supplied gasket kits match flange form, bolt pattern, compression area, and installation requirements. If the buyer supplies its own gasket brand, compression thickness and coating compatibility should be checked during pilot fitment.
Packaging validation: confirmation that ports, flanges, and thin-wall sections are protected during international transport. Heavy coolers may need shaped inserts, port caps, corner protection, and carton burst strength suitable for palletised export.
A useful validation file is concise and reviewable. For many B2B projects, it includes a dimensional report, leak-test result, material confirmation, production photos where permitted, packing photos, and pre-shipment inspection summary. For newly developed references, first-article approval and pilot feedback should be completed before high-volume release.
Recommended release sequence: cross-reference confirmation, sample measurement, prototype or first article, fitment check on engine/vehicle where possible, leak-test confirmation, pilot order, field feedback window, and mass-production lock-in.
Any change to casting source, tube/core material, weld fixture, gasket supplier, or packaging structure should be treated as an engineering or process change and recorded before the next batch.
For regulated emissions markets, buyers should also understand that a replacement component must not defeat emissions-control function. Standards and regulations such as ECE R-83 and market-specific emissions rules may influence vehicle-level compliance, while REACH (EC) No 1907/2006 can affect material declarations for the EU. Driventus does not claim vehicle manufacturer endorsement or approval for aftermarket references.
Audit Q&A: What to Ask Before Approving a Supplier
A sample on a desk can be misleading. A supplier audit shows whether that sample can be repeated batch after batch. For Hyundai-fit EGR coolers, focus on production control, inspection evidence, traceability, and corrective-action discipline.
Use these questions during remote or on-site review:
1. Can the supplier show the process flow from incoming material to final packing, including cleaning, drying, leak testing, and final inspection? 2. Are welding, brazing, machining, cleaning, and leak-test stations controlled by documented work instructions with revision numbers? 3. Are critical dimensions defined on drawings and included in the inspection plan with gauge type, tolerance, frequency, and reaction plan? 4. Is there a clear non-conforming product procedure, including red-tag segregation, disposition authority, rework approval, and scrap control? 5. Can batch records link finished goods to material lots, production dates, operators, fixtures, leak-test results, and inspection reports? 6. Are leak-test fixtures calibrated or verified according to a defined schedule, and are master parts or check blocks used before production? 7. Are packaging specifications validated for export handling, warehouse storage, mixed-pallet loading, and barcode scanning? 8. How are engineering changes, OE supersessions, drawing revisions, and customer complaints recorded and communicated to the buyer? 9. Are corrective actions tracked for effectiveness using containment, root-cause analysis, permanent action, and recurrence verification rather than closed only after replacement shipment? 10. Does the supplier maintain IATF 16949:2016 and ISO 9001:2015 certification, and can certificate scope and expiry dates be verified?
Score answers by evidence, not confidence. A simple scale works:
0: no evidence
1: informal practice only
2: documented practice
3: records showing consistent use
A supplier with calibration logs, fixture records, first-article reports, leak-test data, batch traceability, and complaint closure examples is easier to approve than one offering only catalogue photos and a low price.
Driventus supports remote and on-site audit preparation for B2B buyers. We can provide production photos without logos where permitted, sample inspection reports, project timelines, and quality planning documents for new references. For private-label programmes, packaging artwork control, barcode requirements, carton marking, inner-box protection, pallet configuration, and label placement are handled as part of the pre-production confirmation.
Scenario: Building a Multi-Reference Hyundai-Fit EGR Cooler Programme
Consider a distributor launching a 20-reference EGR cooler range. Five references are expected fast movers. Eight are moderate demand. Seven are coverage parts needed for catalogue completeness but have uncertain sales.
Treating all 20 references the same would create avoidable risk. The better approach is to group them by development status, forecast, and validation priority.
Driventus can help split the list into:
Ready references: existing or recently produced items suitable for sample confirmation and faster pilot release
Adaptable references: close designs that need interface, bracket, packaging, or accessory confirmation
For quotation, send a clean cross-reference file with annual volume by part number, target first order, expected price level, required accessories, shipping destination, and documentation requirements. Driventus can then confirm which references are existing, adaptable, or new development; outline MOQ and lead-time assumptions; and identify where tooling or sample validation is required. That prevents one unconfirmed slow-moving item from delaying the entire programme.
Driventus is based in Taizhou, Zhejiang, with export experience across the EU, UK, US, Canada, Australia, Brazil, and other markets. Our team can support quotation review, documentation planning, pilot approval, and production scheduling for buyers managing multiple Hyundai-fit references. We manufacture independently and do not represent that any Hyundai-fit component is approved, endorsed, or supplied through a vehicle manufacturer’s original equipment channel. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only.
Frequently asked questions
Please provide OE cross-references if available, vehicle application data, engine code, sample photos or drawings, target annual volume, first-order quantity, packaging requirements, and destination market. This allows Driventus to confirm tooling status, MOQ, price break, lead time, validation scope, and documentation needs.
Yes. Driventus can support neutral or private-label packaging for qualified B2B orders. Artwork, carton labels, barcodes, inner protection, packing method, pallet height, and mixed-reference packing rules should be confirmed before mass production to avoid shipment delays.
No. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only. We do not claim approval, endorsement, or original equipment supply status from any vehicle manufacturer.
If you are evaluating an EGR cooler Hyundai supplier for distributor or repair-chain supply, send your cross-reference list, target MOQ, forecast, price-break request, validation expectations, and documentation requirements. You can [request a quote](/contact.html).