Crankshaft Dodge OEM Supplier: Sourcing and QC Guide
A Dodge crankshaft sourcing file succeeds or fails before the first quotation. The key question is not “Can you make this part number?” It is “Can the supplier control the exact revision, material route, journal geometry, heat treatment, balance, cleanliness, and packing standard for repeated batches?” A crankshaft works under rotating, bending, torsional, and impact loads; small errors in fillets, oil holes, surface finish, runout, or hardness can shorten bearing life and create field failures. Buyers should therefore define the programme with released drawings, engine family, production range, OE cross-reference, target market, annual demand, approval process, and measurable acceptance criteria. Driventus supports aftermarket and OEM-style crankshaft sourcing programmes from Taizhou, Zhejiang, under IATF 16949:2016 and ISO 9001:2015 systems. We work from customer prints, physical samples, OE references, and forecasted volumes, then align material selection, machining, inspection, corrosion protection, and export packing to the application. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Start with the decision file, not the Dodge badge
A Dodge nameplate is not enough to source a crankshaft safely. The same vehicle line can include different engine families, model-year changes, superseded references, and feature changes that are easy to miss in a generic RFQ. Before you compare any crankshaft Dodge OEM supplier, build a decision file that proves what must be made, how it will be checked, and how it will be packed.
Use this first-pass framework:
- Application identity: engine family, displacement, model years, production market, OE reference, and supersession history
- Drawing control: latest revision, datum scheme, GD&T callouts, engineering notes, and critical characteristics
- Feature confirmation: main journals, rod journals, thrust width, stroke, flange OD, pilot bore, bolt pattern, keyway, gear seat, reluctor features, oil holes, and seal surfaces
- Material route: forged steel, cast steel, ductile iron, or cast iron, depending on the drawing, validation target, and cost model
- Machining targets: journal size held to print; critical journal tolerances are often specified in the 0.01-0.02 mm range, while runout may commonly be controlled within 0.03-0.05 mm depending on design and datum
- Surface condition: fillet radius, chamfer condition, oil-hole deburring, journal roughness, and thrust-face finish; journal Ra targets often fall around 0.2-0.4 µm unless the drawing says otherwise
- Heat-treatment requirement: induction hardening, nitriding, or another specified process, with hardness range and effective case depth where required
- Balance standard: static or dynamic balancing, target speed, correction method, and residual unbalance target, such as g-mm per plane when defined
- Cleanliness expectation: no loose burrs in oil passages, controlled abrasive residue after grinding, and sealed packing after final washing
- Traceability model: heat number, batch number, process lot, inspection status, and final label format
- Document pack: material certificate, dimensional report, inspection records, compliance declarations, and approval files if needed
- Packing route: VCI bag or anti-rust oil, export carton or plywood crate, private label, barcode content, pallet height, and compression or drop-test expectations
This file also prevents the wrong commercial conversation. A supplier may quote quickly from an OE reference, but speed is not the same as control. If the drawing revision, test pack, and traceability path are vague at the beginning, they usually become expensive problems after sampling.
You can review our catalog and engine components to map related parts before sending an RFQ.
Failure modes hidden behind a polished journal
A crankshaft can look clean and still be wrong. The risks that damage bearings, raise vibration, or reduce fatigue life usually come from process control gaps rather than visible defects. Buyers should review the production route as a set of failure-prevention checkpoints.
| Control point | Failure mode if weak | Buyer should request |
|---|---|---|
| Chemical composition | Poor hardenability, unstable machining, reduced fatigue response | Mill certificate with heat number, grade, and chemistry limits |
| Raw forging or casting control | Porosity, inclusions, grain-flow concerns, or insufficient machining allowance | Process route summary, incoming inspection record, and defect acceptance standard |
| Normalizing or stress relief | Distortion during finish machining or storage | Furnace batch record and time/temperature summary when applicable |
| Heat treatment | Soft journals, excessive brittleness, shallow case depth, or inconsistent wear resistance | Heat chart, hardness record, and case-depth data when specified |
| Straightening and stress control | Excessive runout or dimensional drift after correction | Runout record before and after finish grinding, plus correction method |
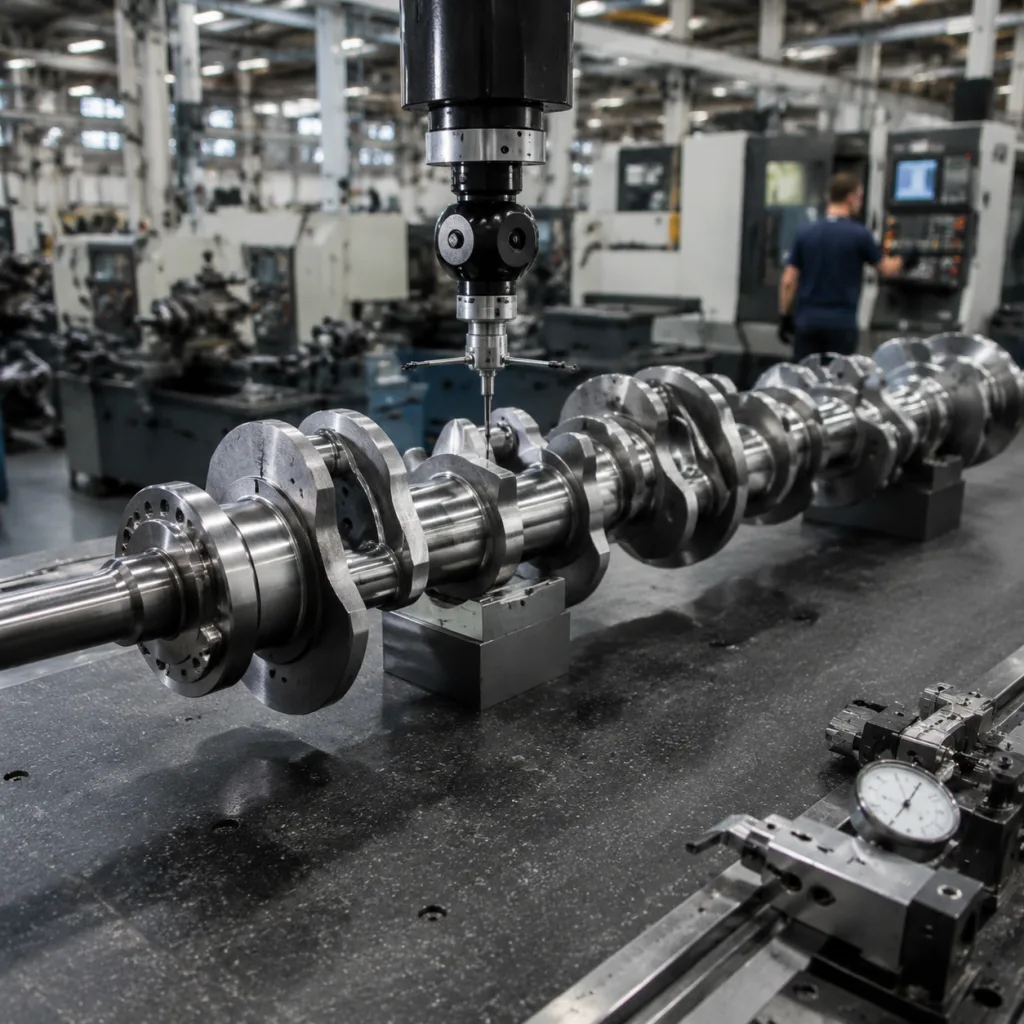
| CNC turning and drilling | Datum error, oil-passage mismatch, or poor allowance for grinding | Operation sheet, tool-life control, and in-process inspection frequency |
| Journal grinding | Incorrect bearing clearance, taper, roundness error, or surface inconsistency | Final size report, roundness/cylindricity data where required, and gauge method |
| Fillet rolling or surface conditioning | Stress concentration at high-load transitions | Process confirmation, control plan, rolling pressure range if used, and inspection criteria |
| Oil-hole machining and deburring | Debris release, sharp edges, or restricted oil flow | Visual standard, brushing or abrasive-flow method, bore-scope check, and cleanliness check |
| Dynamic balancing | Vibration, bearing load increase, and customer noise complaints | Balance report for the target application and correction-location record |
| Final cleaning and packaging | Corrosion, abrasive contamination, or handling damage before installation | Packaging specification, rust-prevention method, and protection duration, often 6-12 months for sea freight storage if specified |

| Order type | Typical use | Procurement focus |
|---|---|---|
| Sample lot | Fit check, bench validation, customer approval, and limited market testing; often 1-5 pcs depending on available blanks | First article, revision control, inspection depth, and packing method |
| Small repeat production | Low-volume aftermarket replenishment; often 20-50 pcs if tooling and blanks are available | Unit price impact, inspection cost, export packing, and freight efficiency |
| Standard repeat production | Stable aftermarket or distributor supply; often 50-200 pcs per item or mixed-container planning | Forecast visibility, call-off terms, safety stock, and inventory planning |
| Custom programme | New features, new machining, special material route, or special packaging; MOQ may follow forging/casting batch size | Tool ownership, acceptance criteria, validation plan, and change control |
| Urgent replenishment | Stock recovery or unexpected demand | Available capacity, confirmed materials, inspection priority, and freight mode |