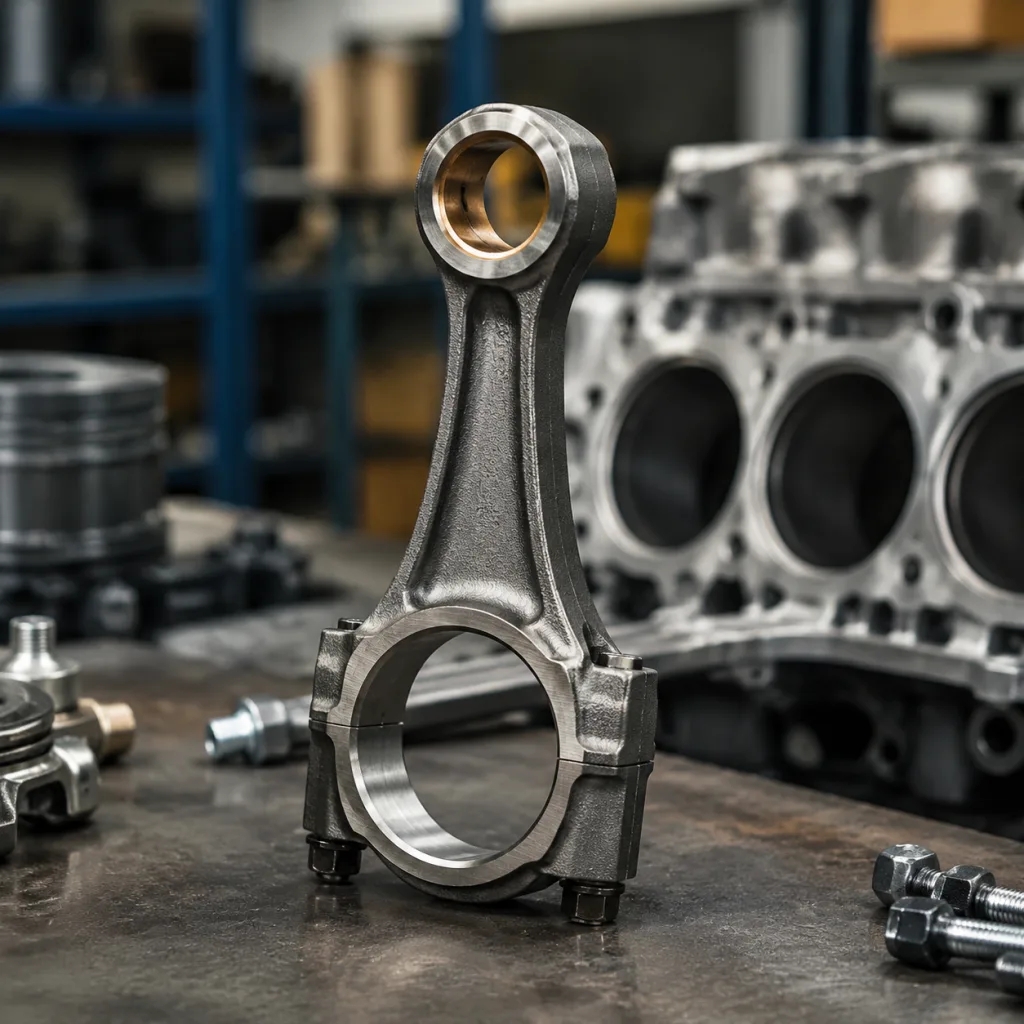
Connecting Rod for Fiat Ducato Replacement: OE Match Guide
A connecting rod for Fiat Ducato replacement has to match the original part in length, centre-to-centre geometry, big-end and small-end dimensions, and weight balance. If those dimensions drift, the engine can develop noise, oiling issues, bearing wear, or vibration after assembly. For procurement teams, the priority is not only part-name alignment but also dimensional equivalence, material traceability, and documented test coverage. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. Our focus is on replacement parts that can be validated against the OE sample, drawing, or confirmed cross-reference, including OE 06A107065-style references where supplied by the buyer. Published systems such as IATF 16949:2016 and ISO 9001:2015 support controlled manufacturing, while REACH (EC) No 1907/2006 matters for material compliance in EU supply chains. This article explains what to verify before you place a production order or approve a new source.
How to decide if a rod is actually equivalent
A connecting rod only counts as an equivalent replacement if it matches the OE part in the dimensions and behaviors that affect assembly. For Fiat Ducato replacement sourcing, that means comparing the physical sample, not trusting the application name alone. The core decision points are straightforward:
- Centre-to-centre length must match the approved drawing, usually within ±0.02 to ±0.05 mm depending on engine family and machining route
- Big-end and small-end bores must hit the finished size and roundness target, with bore roundness commonly controlled to 0.01 to 0.02 mm where specified
- Cap alignment after torque-up must stay inside the supplier’s limit, or bearing load shifts and the engine may run noisy
- Straightness and twist must be measured after final machining, often with a limit of 0.02 to 0.05 mm across the rod body
- Individual mass must stay inside the agreed band, often ±2 g for standard replacement grades and tighter for matched sets
The fastest way to avoid a bad buy is to ask whether the supplier can show the drawing, measurement report, hardness record, and material certificate for the exact batch offered. If they cannot, the part may fit the catalog entry but still fail at assembly. For fleet programs, define the acceptance rule before quoting. A common route is first article approval on three samples, then lot inspection for critical dimensions, plus mandatory visual and mark verification before shipment.
Where replacements fail: the usual mismatch traps
Most sourcing problems do not come from the headline dimensions. They come from the details buyers assume will be close enough. That is where replacement rods drift out of spec.
| Failure mode | What goes wrong | What it causes |
|---|---|---|
| Wrong centre distance | Rod matches the application name but not the OE geometry | Compression loss, piston height error, or internal engine interference |
| Bore drift | Big-end or small-end size is off after machining | Bearing wear, pin binding, or audible knock after install |
| Weight mismatch | Rods are not balanced as a set | Vibration, uneven loading, and harder engine smoothing at speed |
| Cap mismatch | Rod and cap do not align consistently after torque | Bearing crush variation and repeat assembly problems |
| Weak traceability | Batch identity and inspection records are missing | Warranty disputes and no clean root-cause path when failures appear |
| Check point | What to confirm | Typical buyer control |
|---|---|---|
| Centre-to-centre length | Match the OE reference | Verify against drawing; keep within the approved tolerance band, often ±0.02 to ±0.05 mm |
| Big-end bore | Diameter, roundness, and surface finish | Confirm finished bore size, roundness ≤0.02 mm where specified, and surface roughness typically Ra ≤0.8 μm |
| Small-end bore | Bush size or pin-fit dimension | Check pin fit, press fit, and bush finish so the wrist pin does not bind or rattle |
| Bolt pattern | Thread size, under-head length, clamp design | Verify bolt spec, torque angle, and clamp load target; require bolt lot traceability |
| Mass | Individual and matched-set weight | Confirm each rod stays within the approved mass window, often ±2 g to ±5 g depending on engine class |
| Straightness / twist | Measured after final machining | Require a defined straightness limit, commonly ≤0.03 mm, and twist limit on the supplier report |