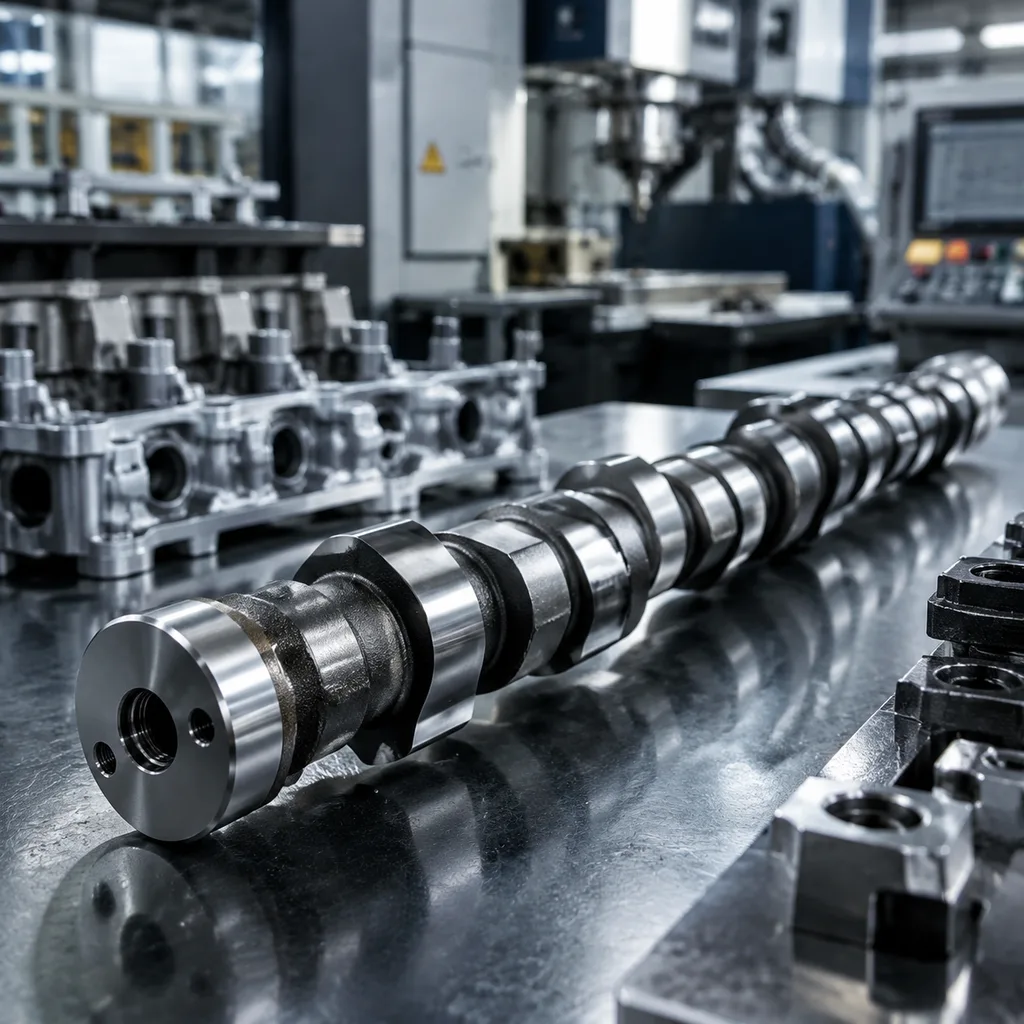
Camshaft for Volkswagen Golf Aftermarket Replacement
Sourcing a camshaft for Volkswagen Golf aftermarket replacement is a technical approval decision, not a catalogue shortcut. The shaft must match the original valve-timing relationship, lift curve, journal support, lubrication path, thrust control, and sensor or drive geometry closely enough to avoid idle faults, cam-sensor errors, lifter noise, emissions problems, or premature wear.
The challenge is range. Volkswagen Golf applications span multiple petrol and diesel engine families, SOHC and DOHC layouts, turbocharged variants, and intake/exhaust-specific shafts. Two camshafts can look almost identical on a bench yet differ by 0.02–0.05 mm at a journal, by a few degrees at a timing-reference feature, or by a small change in oil-hole position. Those details decide whether the part runs quietly or creates a return claim.
For importers, repair-chain buyers, and engine-component distributors, the practical question is simple: can the supplier prove repeatable OE-style fit and function across batches? That proof comes from engine-code confirmation, controlled cross-reference data, dimensional inspection, hardness and roughness checks, clean oil passages, protective export packaging, and traceable production records.
Driventus supplies independent aftermarket camshafts for B2B customers, with production and inspection managed under IATF 16949:2016 and ISO 9001:2015 procedures. This article gives buyers a decision framework for approving Golf replacement camshafts before stock is committed.
Start With the Fitment Trap: “Golf” Is Not Enough
The most expensive mistake is usually made before the quotation arrives: treating “Volkswagen Golf camshaft” as a complete specification. It is not. Golf platforms have used SOHC, DOHC, petrol, diesel, naturally aspirated, and turbocharged engines across several generations. The same model generation may contain different camshaft positions, drive ends, oil-feed layouts, timing references, sensor triggers, vacuum-pump drives, or high-pressure fuel-pump interfaces.
A buyer’s fitment file should identify the part by application data, not by model name alone. At minimum, include Golf generation or platform, model year range, engine code, displacement, fuel type, power output where relevant, cylinder-head type, camshaft position, and OE or interchange number. For DOHC engines, treat intake and exhaust camshafts as separate SKUs unless an approved drawing confirms interchangeability.
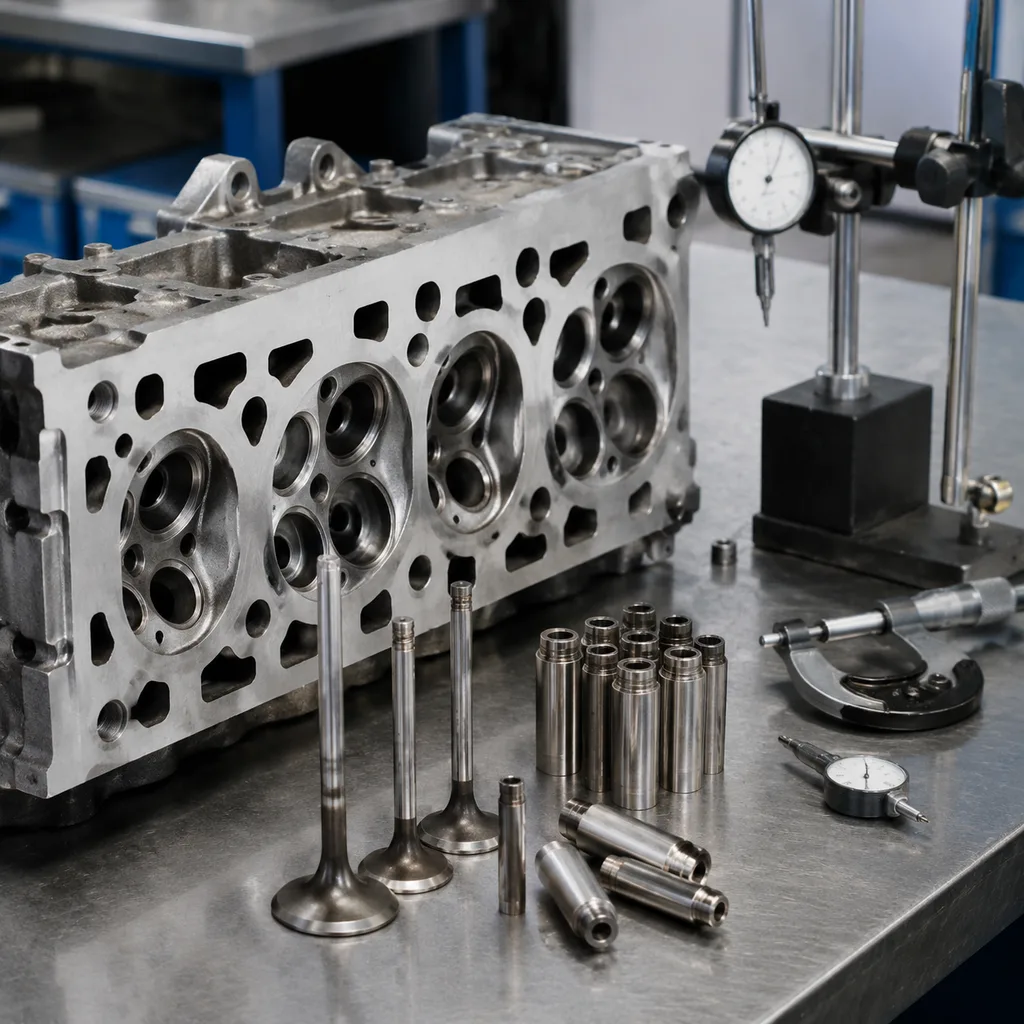
Before comparing prices, check the physical architecture against a known-good sample or approved master:
- Total length and end configuration.
- Journal count and journal diameters.
- Lobe count and lobe arrangement.
- Intake or exhaust position.
- Drive-end type, slot, keyway, gear, thread, or pump-drive feature.
- Oil-hole and groove positions.
- Thrust-face layout.
- Cam-position sensor or timing-reference geometry.
Driventus uses controlled cross-reference mapping to support common OE-style references such as OE 06A… or OE 11251… where they apply to the buyer’s fitment file. These are generic reference formats only. Final approval should always be made against the importer’s catalogue, vehicle application list, drawing, or sample.
Driventus is an independent aftermarket manufacturer; Volkswagen and Golf names are used only to identify vehicle fitment.
Buyers managing wider engine-component programs can source Volkswagen Golf camshafts alongside related valvetrain, gasket, piston, crankshaft, and water-pump items through our catalog and engine range pages such as engine components. Consolidation can reduce supplier-management work, but each part family still needs its own technical approval file.
Decision Framework: When Is an Aftermarket Camshaft Truly OE-Equivalent?
A camshaft is not interchangeable just because the lobes and journals appear to be in the right places. OE-equivalence means the replacement shaft preserves the functional relationships that the engine depends on: valve lift, valve duration, phase angle, journal oil clearance, axial location, lubrication flow, surface durability, and sensor timing.
A useful procurement specification should avoid vague wording such as “same as OE.” Define measurable limits instead. Depending on the engine code and buyer-approved master, typical control bands may include journal diameter within ±0.010–0.020 mm, lobe lift within ±0.03–0.05 mm, base-circle consistency within ±0.02–0.03 mm, and camshaft runout below about 0.03–0.05 mm, adjusted for shaft length. Timing-reference angular position should be controlled to the drawing or approved master tolerance. These figures are procurement examples, not universal limits.
Key criteria to lock before production:
- Overall length: protects end clearance, cover clearance, and thrust control.
- Journal diameters: maintain oil film, bearing support, and stable rotation when hot.
- Lobe height and base circle: preserve valve lift, lash compensation, and contact pattern.
- Lobe phase angle: keeps intake and exhaust events in the correct relationship.
- Runout and straightness: reduce bearing overload, timing variation, and noise.
- Surface hardness: protects lobes and journals during cold start and boundary lubrication.
- Surface roughness: supports oil-film behaviour without accelerating follower wear.
- Oil holes and grooves: must be aligned, deburred, and clean.
- Sensor or drive features: must match cam-position sensing, timing drive, vacuum pump, high-pressure fuel pump, or distributor drive where used.
- Thrust faces and shoulders: control axial position without abnormal metal transfer.
Ask the supplier how each feature is measured and from which datum. This matters. If a pilot sample is approved from one datum but batch inspection uses another, phase-angle, shoulder-distance, or drive-end errors can slip through even when individual dimensions look acceptable. Retain approved samples for future comparison and require repeat orders to be inspected against the same approval logic.
Spec Deep-Dive: The Measurements That Prevent Field Claims
The table below turns a camshaft for Volkswagen Golf aftermarket replacement into inspection points a sourcing team can actually control. Exact dimensions vary by engine code and must be confirmed against the relevant drawing, OE sample, or approved master sample.
| Control point | Procurement check | Typical target or decision point | Why it matters |
|---|---|---|---|
| Material | Chilled cast iron, forged steel, or specified alloy grade | Confirm grade, casting route, heat number, and supplier certificate | Determines strength, wear resistance, machinability, and heat-treatment route |
| Lobe profile | Profile gauge, cam doctor, contour instrument, or CMM | Compare lift curve with master data; lobe lift commonly held within ±0.03–0.05 mm where specified | Controls valve lift, duration, acceleration, and engine breathing |
| Journal diameter | Micrometre or air-gauge inspection at defined positions | Drawing tolerance often in the ±0.010–0.020 mm range depending on application | Maintains oil film, bearing clearance, and rotational stability |
| Roundness and cylindricity | Form measurement on functional journals | Buyer may require ≤0.005–0.010 mm on critical journals | Prevents local bearing overload and oil-pressure loss |
| Surface hardness | Rockwell, Vickers, or agreed equivalent method | Chilled or hardened lobe zones commonly around 50–60 HRC equivalent, depending on material and follower type | Reduces lobe, journal, and follower wear |
| Case depth or chilled layer | Metallographic or hardness-depth check where specified | Define minimum effective depth before production | Avoids accepting surface-only hardness that will wear through quickly |
| Straightness / runout | V-block and dial indicator or CMM against defined datums | Common procurement limit: ≤0.03–0.05 mm TIR, adjusted for shaft length | Prevents uneven bearing load, noise, and timing error |
| Surface roughness | Ra/Rz value on lobes, journals, and thrust faces | Journals often around Ra 0.2–0.4 µm; lobes around Ra 0.3–0.8 µm depending on process | Affects lubrication, break-in behaviour, and follower durability |
| Oil passage geometry | Visual, dimensional, and cleanliness confirmation | Verify hole diameter, angle, deburring, and no chips after washing | Prevents starvation at journals and contact faces |
| Timing reference feature | Position check versus datum | Angular position agreed to drawing or master; record method and datum | Supports correct camshaft timing and cam-position sensor signal |
| Drive-end features | Slot, keyway, gear, pump-drive, or threaded feature verification | Check width, depth, thread gauge, shoulder distance, and axial position | Ensures compatibility with timing and auxiliary systems |
| Packaging | Anti-corrosion oil or VCI protection, sleeve, end protection, rigid carton | Specify 6–12 months indoor corrosion protection and drop/stacking expectations | Reduces rust, denting, and impact damage during storage and sea freight |