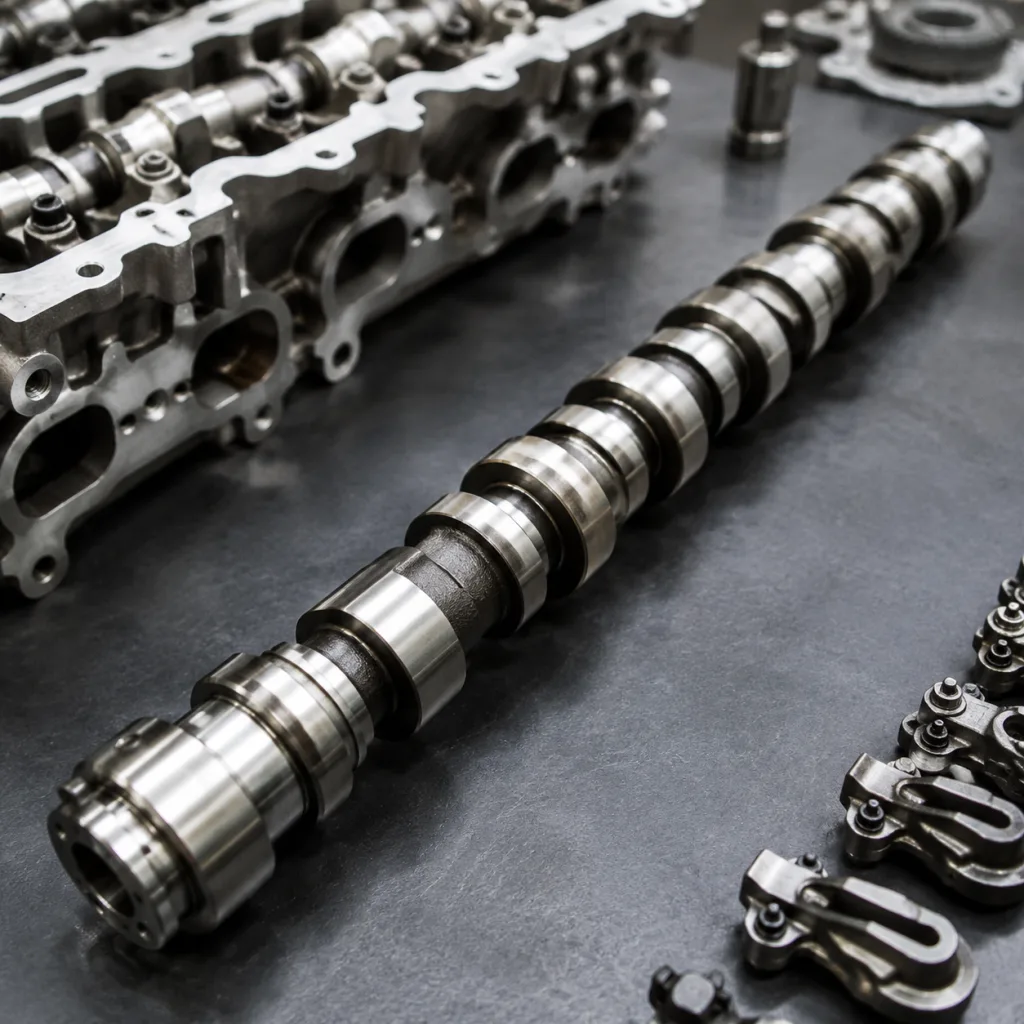
Camshaft Subaru Aftermarket Replacement Guide for B2B Buyers
Procurement teams sourcing valvetrain hard parts need more than a catalogue match. In a camshaft Subaru aftermarket replacement programme, the real commercial risk sits in geometry, metallurgy, and process control: journal diameter and spacing, lobe profile and phase angle, shaft runout, sprocket or dowel accuracy, trigger geometry, oil-feed drilling quality, surface hardness, and packaging traceability. A camshaft can match overall length yet still cause valve-event error, unstable variable timing response, abnormal wear, or installation failure if profile grinding, heat treatment, or end-feature machining drifts from OE intent.
That risk is higher on Subaru boxer engines because many references are bank-specific and position-specific, and several EJ, FB, and FA variants use variable valve timing that depends on accurate phasing and oil-control geometry. Intake and exhaust parts that appear similar can still differ in trigger window location, oil-feed slotting, thrust-face detail, or phase relationship. Before price becomes the deciding factor, buyers should confirm the exact application by OE number, engine code, model year, bank, and intake or exhaust function.
This guide explains what to verify when qualifying aftermarket camshafts for Subaru distributor, repair-chain, and private-label programmes. It focuses on OE-equivalent replacement parts rather than performance regrinds or high-lift tuning cams. As a starting point, buyers should ask for drawing-based dimensional reports, hardness and microstructure data, lobe-profile measurement records, runout results, and batch-level traceability under systems aligned with IATF 16949:2016 and ISO 9001:2015. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
What buyers should verify before approving a replacement camshaft
Approval should begin with application definition, not sample appearance. For Subaru replacement programmes, buyers should first lock the OE cross-reference, engine code, VIN or model-year split, bank position, intake or exhaust designation, and whether the part is for a variable-timing or fixed-timing application. On some engines, a visually similar camshaft is still the wrong part because the lobe phasing, dowel location, trigger geometry, or oil-feed arrangement differs.
A replacement camshaft needs to match the original in every function-critical feature, not just overall length and journal diameter. Most buyers set at least these checkpoints, with limits taken from the OE drawing or a validated master sample:
- Correct application identity by OE number, engine code, bank, intake or exhaust position, and timing-system variant
- Overall length, journal spacing, and thrust-face geometry to drawing, typically with linear tolerances in the `+/-0.02 to +/-0.10 mm` range depending on feature class
- Journal diameter, roundness, and cylindricity controlled for hydrodynamic bearing support; many programmes work within `+/-0.005 to +/-0.015 mm` on diameter and `0.005 to 0.010 mm` on roundness or cylindricity
- Lobe lift, base circle, flank form, and nose radius checked by profile trace, CMM, or dedicated gauge; total profile deviation is often held within `0.02 to 0.03 mm`
- Lobe phasing and centerline angle verified from a fixed datum; OE-equivalent programmes commonly target `+/-0.25 to +/-0.50 degrees` cam angle on critical lobes
- Total indicated runout (TIR) on the shaft body and reference journals; common control bands are `<=0.02 to 0.05 mm`, depending on shaft length and design
- Surface finish on lobes, journals, and seal lands, often around `Ra 0.20 to 0.40 um` on journals with similarly controlled polished lobe tracks
- Surface hardness and effective hardened depth after induction hardening, carburizing, or nitriding; many hardened-steel camshafts are accepted around `55 to 62 HRC` on lobe and journal surfaces, while cast routes must meet the specified equivalent hardness profile
- End-feature geometry for sprocket mounting, keyway or dowel, seal land, thrust faces, and sensor trigger where applicable, often with positional tolerances in the `+/-0.05 to +/-0.10 mm` class or angular equivalent
- Oil passage cleanliness and burr control where the design includes oil holes, grooves, or AVCS-related oil-control features
- Part marking and packaging condition so each unit remains identifiable and protected through export transit
These figures are common buyer-side control benchmarks, not a substitute for the actual part drawing. The point is simple: approval should be built around measured characteristics that affect valve timing, lubrication, sensor signal quality, and assembly fit.
A solid approval package should include a drawing-based dimensional report or a comparison report against a validated master sample, plus the inspection method used for each critical characteristic. Buyers should also ask whether the inspected sample came from normal production conditions rather than a hand-finished prototype. For multi-market range development, it helps to review the supplier's fitment mapping discipline so that cross-reference decisions are based on drawings, sample validation, and application data rather than catalogue-only assumptions. Where your programme includes broader engine hard parts, buyers can review our catalog and the engine range at /products/engine-components.html.
OE-equivalence criteria for Subaru camshaft replacement
For an aftermarket replacement part, OE-equivalence means the camshaft installs without modification, works with the original mating components, and keeps valve events, wear behaviour, and signal interfaces inside the factory operating window. It does not mean visual similarity, and it certainly does not mean that one Subaru engine family can automatically be covered by a single generic reference.
| Check point | Typical buyer requirement | Why it matters |
|---|---|---|
| Application identity | OE number, engine code, model-year split, bank, intake or exhaust position, and variable-timing status confirmed | Prevents incorrect cross-reference and installation mismatch |
| Manufacturing route | New casting or forging route declared, or remanufactured or regrind status declared explicitly in the quotation | Changes risk profile, labeling, and customer expectation |
| Material grade | Chilled cast iron or alloy steel per drawing, or a validated equivalent tied to heat or lot records | Affects core strength, hardenability, and fatigue resistance |
| Heat treatment | For hardened steel, surface hardness commonly `55 to 62 HRC` with effective depth per drawing; cast routes should meet the specified equivalent hardness profile | Prevents lobe scuffing, pitting, and journal wear |
| Lobe profile | Profile trace, CMM data, or dedicated profile gauge showing lift and form deviation usually within `0.02 to 0.03 mm` | Maintains correct valve-event timing and lift |
| Lobe phasing | Angular relationship verified from defined datums, often within `+/-0.25 to +/-0.50 degrees` cam angle on critical lobes | Prevents timing deviation, rough idle, and emissions-related complaints |
| End features | Sprocket seat, dowel or key, trigger window, seal land, thrust features, and oil-control geometry checked to drawing | Ensures direct installation and correct sensor signal generation |
| Runout | Batch control with a defined limit, often `<=0.02 to 0.05 mm TIR` depending on part design | Reduces noise, binding, abnormal bearing load, and sealing issues |
| Surface roughness | Ground and polished journals and lobes, commonly `Ra 0.20 to 0.40 um` on journal surfaces | Supports lubrication film stability and wear life |
| Cleanliness | Deburred, washed, and air-flushed internal and external surfaces with no loose chips or abrasive residue | Reduces contamination during assembly and first start-up |
| Corrosion protection | Rust preventive oil plus caps, sleeves, VCI, or partitioned trays with export-carton specification | Preserves machined surfaces during sea freight and storage |