Connecting Rod Hyundai Supplier Sourcing Guide
A connecting rod Hyundai supplier should be judged on evidence, not catalogue confidence. Price matters, but the expensive failures usually start elsewhere: a bore measured under the wrong bolt condition, a mixed engine-code reference, a heat-treatment lot with unstable hardness, or export packing that lets corrosion reach machined faces during ocean transit. For importers, wholesalers, repair-chain buyers, and programme purchasers, the sourcing question is simple: can the supplier repeat the same rod geometry, documentation, and shipment condition every time?
Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, including connecting rods, pistons, crankshafts, gaskets, water pumps, and turbocharger parts. This guide gives B2B buyers a practical way to qualify Hyundai-fit connecting rods for aftermarket or programme supply: what to confirm first, where failures usually occur, how MOQ and lead time change by sourcing scenario, and which documents should be agreed before production. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Start With Fitment Risk, Not the Unit Price
For a Hyundai-fit connecting rod programme, the first decision is whether the supplier can identify the exact engine application. Vehicle model names are not precise enough. One model line can include different displacements, fuel systems, emissions generations, production years, aspiration types, and regional specifications.
A stronger RFQ starts with engine code, displacement, year range, piston pin diameter, crankpin journal diameter, big-end width, centre-to-centre length if known, and any buyer-side OE cross-reference already used in the catalogue system. If a drawing is not available, provide a new reference sample or a dimensioned inspection sheet. A 0.20 mm difference in rod width or pin-bore condition can change bearing alignment, side clearance, piston-pin fit, or warranty exposure.
Use this decision framework before shortlisting suppliers:
- Fitment certainty: Can the supplier confirm engine code, displacement, fuel type, aspiration type, year range, and market region without implying vehicle manufacturer approval?
- Material route: Does the offer match the required route, such as C70S6, 40Cr, 42CrMo, or equivalent forged steel where specified? Sintered steel should only be accepted where the original application and target price position support it.
- Machining control: Are big-end bore, small-end bore, centre distance, twist, bend, side width, and surface finish named as controlled dimensions?
- Dimensional targets: Are limits tied to the drawing? Buyers commonly see big-end bore controlled within ±0.008–0.015 mm, centre distance within ±0.03–0.05 mm, and twist or bend checked against about 0.03–0.05 mm/100 mm, depending on the part.
- Fastener policy: Are bolts included or reused? Is bolt grade, such as 10.9 or 12.9 where applicable, defined with torque-angle method, lubrication condition, and replacement recommendation?
- Traceability: Can the supplier link heat number, forging lot, heat-treatment lot, machining lot, inspection lot, and carton labels?
- Export readiness: Are neutral packaging, barcode format, palletisation, VCI or oil-paper protection, carton strength, and HS code documentation already planned?
Buyers can review broader engine-component coverage through our catalog or discuss part-family development through custom manufacturing.
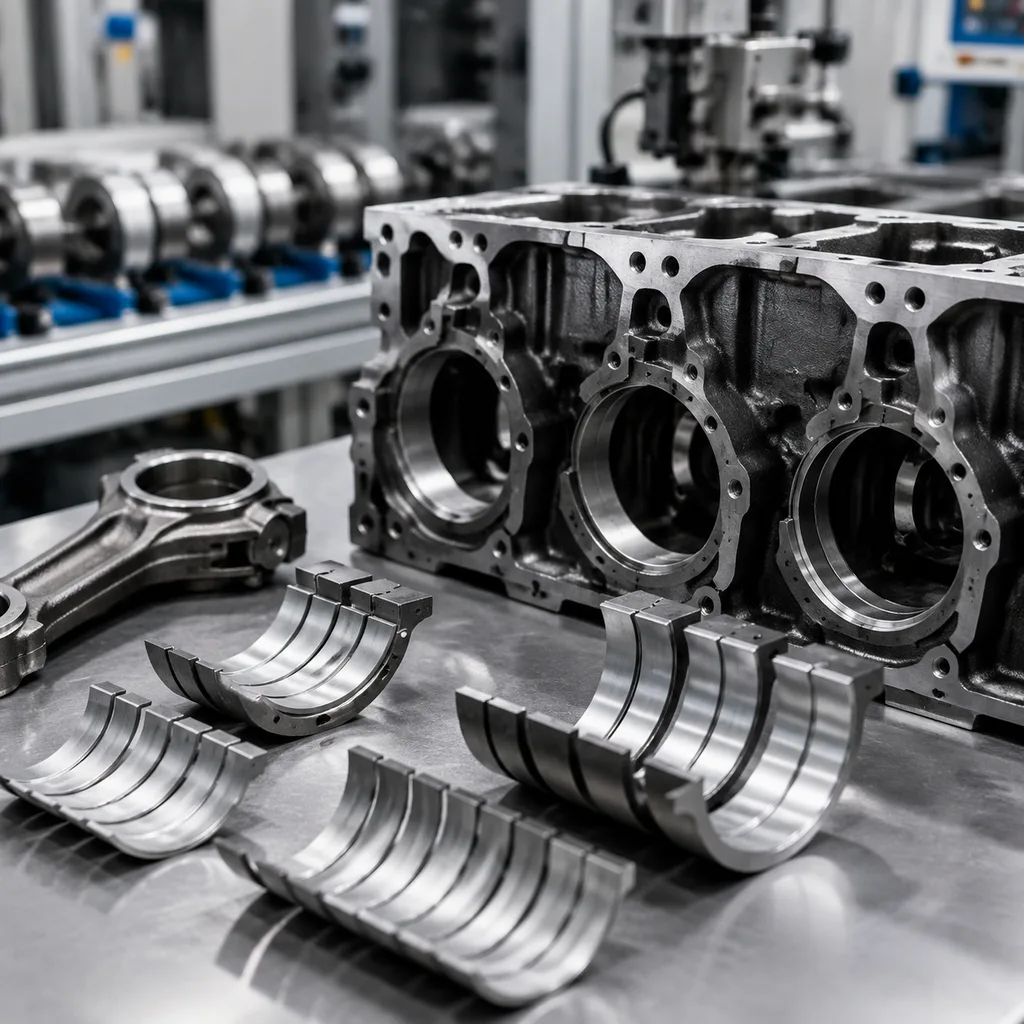
Where Connecting Rod Quality Usually Breaks Down
Connecting rods fail sourcing programmes in predictable places. The part may look simple, but it carries alternating tensile and compressive loads through millions of cycles. A small process drift can become bearing noise, pin wear, cap movement, vibration, or early engine failure.
The practical question is not whether the factory can make one correct sample. It is whether the process holds geometry after forging, heat treatment, cap separation or cap machining, bore honing, cleaning, oiling, and packing. Driventus uses controlled production routing for engine components, with incoming material checks, in-process machining inspection, and final lot inspection. Buyers should still request a control plan for critical-to-function dimensions, not only a certificate of conformity.
| Failure mode | Why it matters | Evidence to request | |
|---|---|---|---|
| Mixed steel or heat lots | Creates inconsistent strength and machining response | Mill certificate, chemistry report, incoming inspection record | |
| Poor forging control | Affects grain flow, fatigue strength, and cap stability | Forging route, lot card, visual defect criteria | |
| Unstable heat treatment | Changes hardness, fatigue strength, and bore stability | Hardness report, furnace chart, process record | |
| Big-end bore variation | Affects bearing crush, seating, and oil clearance | Diameter, roundness, cylindricity, honing report | |
| Small-end bore error | Affects piston pin fit, lubrication, and noise risk | Diameter, bushing condition if used, Ra surface finish report | |
| Centre-distance drift | Changes compression-height relationship and cylinder balance | CMM or fixture inspection data | |
| Weight spread | Increases vibration and cylinder imbalance | Total weight and optional big-end/small-end balance report | |
| Weak bolt-joint control | Reduces cap seating repeatability and clamp load | Bolt specification, torque-angle guidance, tightening sequence | |
| Contamination after machining | Introduces abrasive residue and bearing damage risk | Washing process, visual or magnetic-particle check where specified, residue control |
| Supply scenario | Best fit | Typical MOQ logic | Main lead-time driver |
|---|---|---|---|
| Stocked reference | Distributor replenishment | 50–200 sets or carton/pallet quantity | Finished inventory, inspection queue, export schedule |
| Active production reference | Regular programme supply | 300–1,000 sets per release | Forging, heat treatment, machining slot, consolidation plan |
| New development reference | Private label or catalogue gap coverage | 500–2,000 sets after sample approval | Drawing confirmation, tooling, first articles, dimensional approval |