Camshaft for Hyundai Santa Fe Replacement Sourcing
A camshaft for Hyundai Santa Fe replacement programme fails fast when the buyer treats “Santa Fe” as the application. It is not enough. The correct reference depends on engine code, sales market, intake or exhaust position, VVT design, cam sensor target, timing interface, lobe profile, journal geometry, oil-feed layout, material route, and export packaging. A small mismatch can create cam/crank correlation faults, valve-train noise, oil-film failure, abnormal wear, or avoidable warranty claims. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, supplying aftermarket customers in more than 60 countries. For camshaft sourcing, the focus is OE-equivalent dimensional fit, controlled heat treatment, traceable inspection records, and repeatable batch quality for professional distribution. Driventus is an independent aftermarket manufacturer; brand names are used only to identify fitment. The guide below is structured as a buyer’s decision file: what to lock before ordering, which dimensions matter, how to validate samples, where failures usually start, how to plan orders, and when the line makes commercial sense.
Decision Gate 1: Prove the Application Before You Quote
The first sourcing decision is not price. It is whether the reference is identified tightly enough to order without creating mixed stock.
Hyundai Santa Fe camshaft applications vary by production year, market, fuel type, displacement, emissions calibration, and engine family. A replacement camshaft must therefore be selected by engine code and physical configuration, not by vehicle name alone. Before a purchase order is released, procurement teams should confirm intake or exhaust position, VVT or non-VVT design, cam sensor target, oil feed location, thrust arrangement, and timing sprocket mounting details.
Build a controlled application matrix before sampling. It should include:
Vehicle model, production month/year range, and sales market
Engine displacement and engine code, such as 2.0L, 2.4L, 2.7L, 3.3L, or 3.5L variants where applicable
Fuel type and emission calibration group where market data separates them
Intake or exhaust camshaft position, with left/right bank identification for V6 engines
VVT or non-VVT configuration, including phaser mounting face and oil-control feed path
Cam sensor trigger design, tooth count, window width, and angular reference against the keyway or dowel
Journal count and nominal journal diameter range, recorded from drawing or approved sample
Lobe count, lobe sequence, lobe orientation, and measured lift at each lobe
OE part-number cross-reference where available and supplied by the buyer
Packaging, labelling, barcode, country-of-origin marking, and market compliance requirements
Lock this matrix before sampling. Each line should carry a revision number, date, data source, and approval owner. Any change to sensor trigger angle, VVT oil-feed hole position, journal diameter, lobe lift, or timing interface should trigger a new sample review, not a catalogue edit.
This discipline prevents common buying errors: intake and exhaust references mixed together, a camshaft chosen from a different emissions variant, or a similar-looking part with the wrong sensor trigger angle. Driventus can support application matching from samples, drawings, or approved reference data. Related engine parts are listed in our catalog, including the engine component range at /products/engine-components.html.
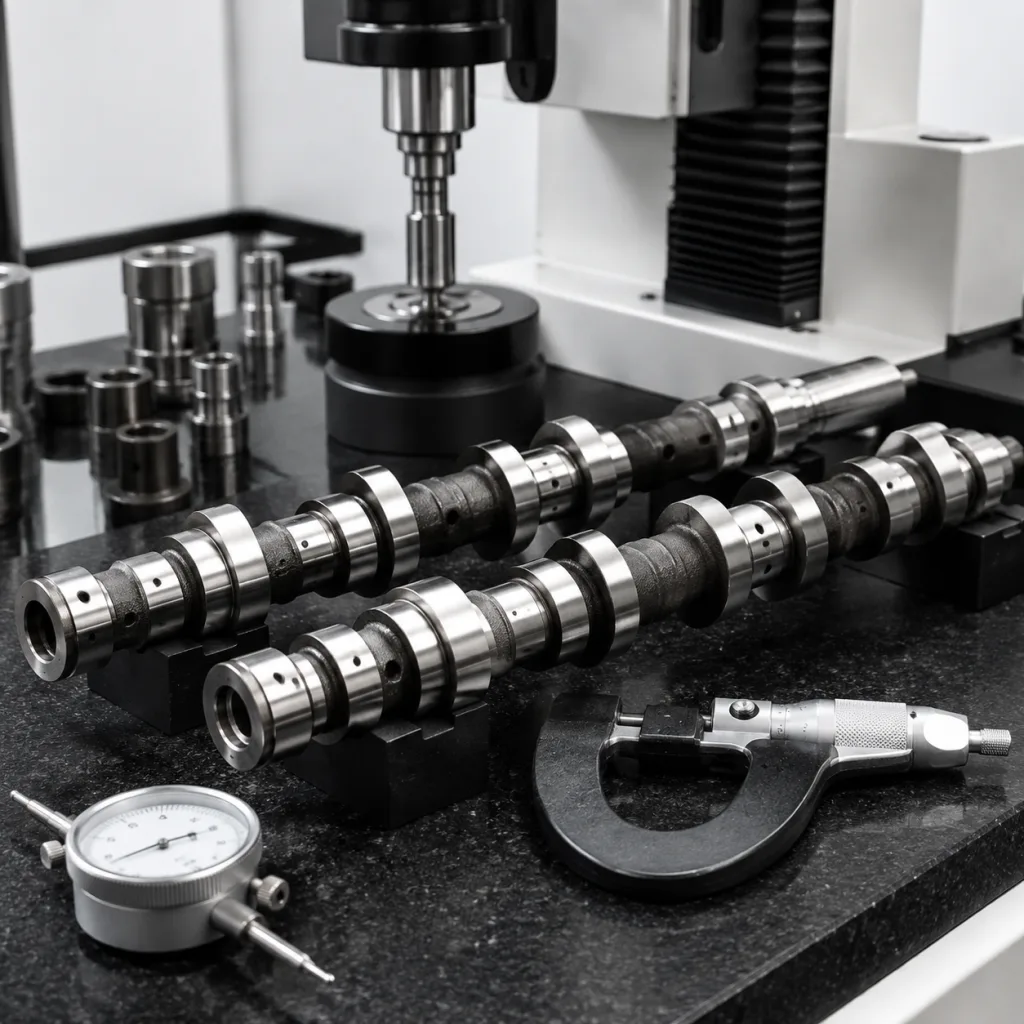
Specification Deep-Dive: Dimensions, Surfaces, and Heat Treatment
For a camshaft for Hyundai Santa Fe replacement, dimensional equivalence is the main risk control. A part can look correct and still fail because one datum is wrong. Journal diameter, lobe lift, base circle, thrust face width, oil hole position, sprocket register, and sensor trigger angle all affect oil film stability, valve timing, starting behaviour, noise, and diagnostic performance.
Do not rely on a catalogue interchange claim alone. Ask for measured inspection data against the OE drawing or buyer-approved master sample.
Control item
Procurement check
Typical target for sourcing control
Typical risk if uncontrolled
Overall length
Compare against drawing or approved sample
±0.10-0.20 mm depending on thrust design
Timing cover interference or end-float error
Journal diameter
Measure each journal with calibrated micrometer
Usually within ±0.010-0.020 mm of approved datum
Low oil pressure, seizure, or bearing noise
Journal roundness/taper
Check each bearing surface
Common control band 0.005-0.010 mm
Uneven oil film, hot spots, or noise
Lobe lift and base circle
Confirm intake/exhaust profile by position
Lift normally controlled within ±0.03-0.05 mm
Reduced power, misfire, valve-train noise
Runout
Inspect between centres
Common maximum 0.03-0.05 mm TIR
Cam bearing wear and timing instability
Thrust face width
Verify axial location
±0.03-0.05 mm against reference
Excessive end play or binding
Oil feed holes
Confirm position, diameter, and cleanliness
Hole position commonly ±0.10 mm; burr-free flow path
Poor lubrication and accelerated wear
Sprocket register
Confirm diameter and bolt pattern
Register commonly ±0.02-0.04 mm
Incorrect timing alignment
Sensor trigger
Match tooth profile and angular position
Angular position commonly within ±0.5° to approved reference
Cam/crank correlation fault codes
</tr></thead><tbody> </tbody></table>Material choice is not separate from the engine design. Common camshaft routes include chilled cast iron, ductile iron, and forged steel, depending on follower type, load, and surface requirement. Buyers should define whether the reference needs induction hardening, chilled lobe surfaces, nitriding, or another surface treatment.
The practical control points are lobe hardness, journal hardness, case depth where applicable, first-article microstructure review, and surface roughness. Machined journal roughness is often managed around Ra 0.2-0.4 μm, while lobe finish and hardness must match the follower design and lubrication conditions. If hardness or case depth is wrong, the camshaft may pass fitment checks and still wear quickly in service.
Driventus controls camshaft production through incoming material checks, machining process control, heat-treatment verification, hardness testing, runout inspection, surface review, and final dimensional verification under its quality system, aligned with IATF 16949:2016 and ISO 9001:2015.
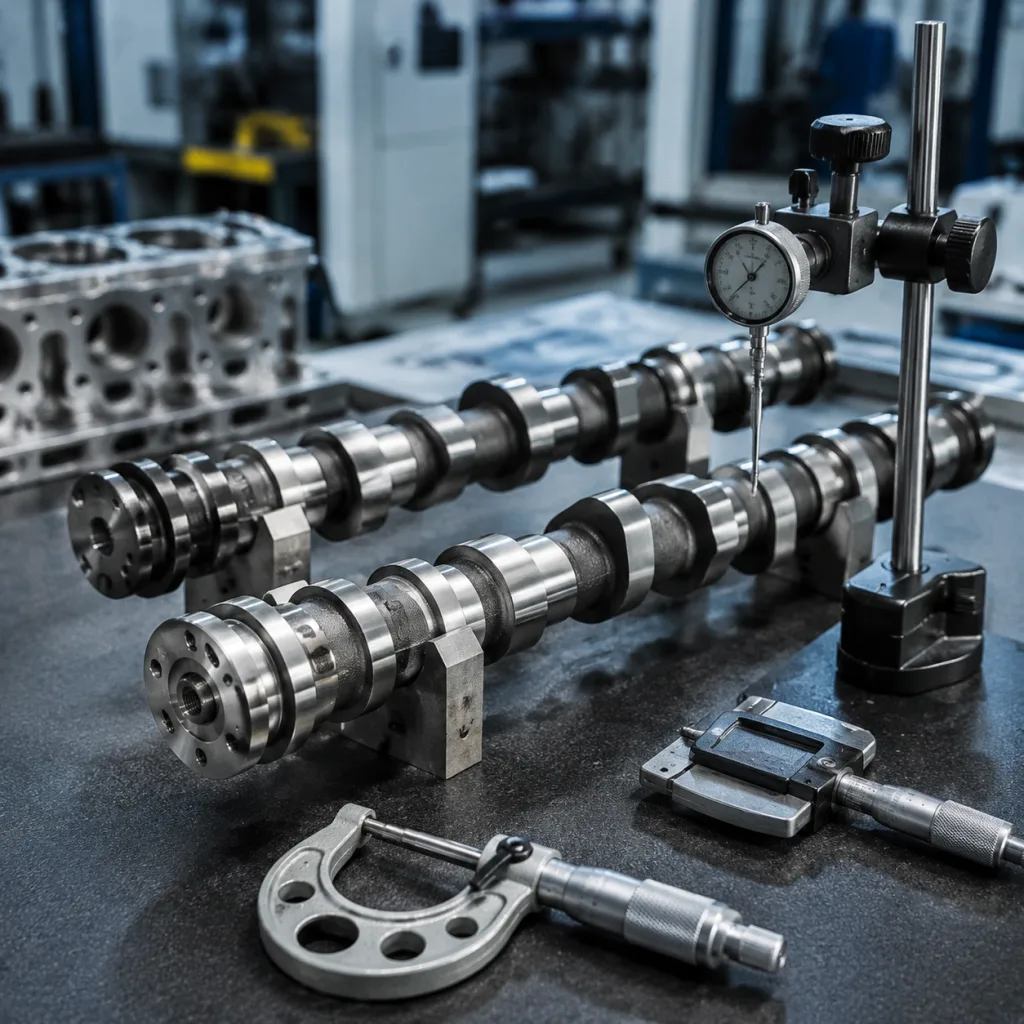
Step-by-Step Validation Before Bulk Release
A professional aftermarket camshaft programme should move through evidence, not assumptions. The goal is simple: prove fitment, timing behaviour, surface integrity, and packaging durability before inventory reaches the channel.
A practical validation sequence is:
1. Review the buyer’s sample, drawing, or approved cross-reference data. 2. Confirm the application matrix and freeze the revision. 3. Check material route, heat treatment, and hardness targets. 4. Produce first samples and measure all critical features. 5. Trial the timing sprocket, VVT component, cam sensor, dowel, and bolt interface. 6. Review export packaging for corrosion, impact, vibration, and humidity exposure. 7. Approve pilot production only after inspection records and fitment checks align.
The validation file should include:
Material certificate review for chemical composition, heat number, and supplier batch
Heat treatment report with lobe and journal hardness readings from defined locations
Lobe profile measurement against an approved reference, including lift curve and opening/closing ramp comparison
Journal diameter, roundness, taper, and surface roughness inspection on every journal in the sample lot
Straightness and runout measurement between centres, with TIR value recorded rather than pass/fail only
Surface roughness check on journals and lobes using calibrated equipment
Oil feed passage cleanliness review where applicable, including burr, chip, and blockage inspection
Magnetic particle or equivalent crack inspection where required, especially after heat treatment
Assembly trial with timing sprocket, VVT component, cam sensor, dowel, and bolt interface
Packaging drop, vibration, humidity, and corrosion protection review for export shipments
For first-article approval, 3-5 pieces per reference is usually practical: one retained by the supplier, one retained by the buyer, and the rest used for measurement, assembly trial, or installation review. For pilot production, buyers commonly request 20-50 pieces before volume release, depending on claim risk and channel size.
During sample and pilot stages, critical dimensions should be measured at 100%. Mature mass production can move selected stable dimensions to statistical sampling, while safety-critical or fitment-critical items remain under tighter control.
Validation should also confirm that the measurement system is repeatable. Buyers can request calibrated equipment records, sample inspection reports, gauge R&R evidence for critical dimensions, control plans, and production process flow charts. For private-label or repair-chain programmes, these documents align factory production, inbound checks, and claim review standards.
Where emissions-related operation may be affected by valve timing accuracy, the replacement component should not compromise vehicle conformity with applicable regulations such as ECE R-83 for emissions approval of motor vehicles. Chemical compliance for EU supply should also consider REACH (EC) No 1907/2006 for restricted substances in materials, coatings, and packaging.
Failure Modes: What Returns Usually Reveal
Camshaft returns are not always camshaft defects. Warranty analysis often points to incorrect application matching, lubrication problems, installation issues, worn related parts, or timing system faults. Buyers need a screening method that separates product concerns from service conditions.
Typical field evidence looks like this:
Scored journals: often linked to oil starvation, contamination, blocked oil galleries, incorrect bearing clearance, debris from previous engine damage, or delayed oil pressure at first start.
Timing correlation codes: commonly caused by wrong sensor trigger geometry, incorrect cam position, stretched chain, damaged reluctor features, VVT malfunction, or use of the wrong intake/exhaust reference.
Abnormal valve-train noise: may result from incorrect lobe profile, worn followers, low oil pressure, excessive end float, hydraulic lifter issues, or blocked oil-control valves.
Broken locating pin or sprocket interface damage: often related to incorrect torque, poor alignment, impact damage, reuse of worn timing hardware, or installation without locking tools.
A useful return file should request installation mileage, engine code, VIN or local equivalent, oil grade, oil-change date, related parts replaced, fault codes, photos of all lobes and journals, timing component condition, and whether the oil galleries were flushed. If seizure or scoring is reported, ask for bearing/cap condition and oil-pressure evidence. If a timing code is reported, ask for cam/crank live data, sensor part number, VVT actuator condition, and chain stretch measurement where available.
High-volume programmes should also include installation notes in the carton, distributor portal, or repair-chain technical file. State that related parts such as followers, hydraulic lifters, timing chain or belt components, chain tensioners, oil control valves, gaskets, and filters should be inspected during installation. Oil grade, oil cleanliness, priming procedure, lubrication system condition, and first-start idle check should be verified before road testing.
This does two things. It reduces false claims, and it helps the buyer see patterns early: wrong fitment selection, installation conditions, related-system failure, or a manufacturing issue that needs containment.
Order Planning Q&A: Documents, MOQ, and Lead Time
What should be agreed before production?
Agree the technical file before the order is released. Import managers should request the same document structure for each camshaft reference, especially when supplying repair-chain locations, regional wholesalers, or private-label programmes. Shared documentation prevents disputes because the buyer and supplier are working from the same application, inspection, and packaging expectations.
A practical sourcing file includes:
Confirmed application list, engine codes, model-year limits, and intake/exhaust position
Buyer-approved sample, drawing, or reference record with revision control
Inspection plan with key dimensions, measurement method, sampling level, and tolerances
Material grade, casting or forging route, and heat treatment specification
Surface hardness, case depth where applicable, surface roughness, and runout control method
Batch traceability method linking production date, material lot, heat-treatment batch, and final inspection record
Packing specification, inner protection method, carton labelling format, barcode data, and pallet standard
Corrosion protection requirement for shipping and storage, such as VCI bag, anti-rust oil, desiccant, or sealed sleeve
Country-specific compliance declarations where required
Warranty handling process and return evidence requirements
How should buyers phase the order?
Use three stages. First, sample approval: 3-5 pieces per reference for measurement, assembly trial, and packaging review. Second, pilot order: 20-50 pieces or one small production lot to confirm repeatability and channel feedback. Third, volume order: MOQ depends on reference, tooling status, raw material batch size, and packaging type, but buyers should normally discuss 100-300 pieces per active camshaft reference or mixed-reference planning by production family.
Private-label cartons, special barcodes, or non-standard corrosion protection can raise MOQ because printing, packing materials, and line changeovers have fixed costs.
What drives price and lead time?
Unit price is only part of landed cost. Cost drivers include material route, machining time, heat treatment, lobe/profile grinding requirement, inspection level, surface treatment, packaging, export carton strength, palletisation, and claim reserve expectations. Lower-volume new references usually carry higher unit cost until tooling, gauges, and inspection routines are stable.
For active references with existing tooling, lead time can often be planned around 30-45 days after order confirmation and deposit, subject to production schedule and material availability. New references can require 60-90 days or longer for drawing review, tooling, first articles, inspection reports, and buyer approval before mass production.
Driventus supports standard aftermarket supply and custom manufacturing for buyers with proprietary drawings, private-label packaging, or controlled service programmes. For active references with existing tooling, buyers can discuss forecast-based production and scheduled shipments. For new references, pilot samples should be approved before mass production release.
Scenario: When a Santa Fe Camshaft Line Makes Commercial Sense
A Santa Fe camshaft line is strongest when it is not managed as an isolated SKU. It performs better as part of a wider engine repair range, where distributors can bundle related components, reduce split shipments, simplify inventory planning, and apply consistent warranty rules across engine categories. For multi-location repair chains, one controlled part-number system also reduces technician selection errors and speeds up counter service.
Driventus manufactures pistons, crankshafts, gaskets, water pumps, turbochargers, and other powertrain components in addition to camshafts. The value for procurement teams is not a single part claim. It is stable process control, repeatable measurement, traceable batches, and clear communication on fitment limits. Driventus does not claim approval or endorsement by any vehicle manufacturer.
Before volume orders, buyers should verify samples against local application data, confirm packaging durability for the route, and align acceptable quality limits, inspection reports, and claim review procedures. Decide early whether the programme needs neutral packaging, private-label cartons, barcode labels, pallet specifications, or mixed-container planning.
For import planning, compare carton quantity, gross weight, pallet height, humidity exposure, and warehouse shelf life. Camshafts should be immobilised inside the carton so lobes, journals, sensor targets, and sprocket interfaces cannot strike each other during sea freight or courier handling.
Commercial planning should follow demand bands. Fast-moving references can justify stocked inventory, scheduled replenishment, and tighter landed-cost targets. Slow-moving or market-specific references may be better handled through forecast pooling, mixed-reference cartons, or periodic consolidation. A useful buying rule is to compare unit price against annual demand, warranty exposure, shelf-life cost, and emergency freight risk rather than choosing the lowest quote for every part number.
For repair chains, keeping one approved specification per engine code reduces technician error and avoids mixed stock from multiple suppliers. For current availability, technical review, sample discussion, or export supply planning, buyers may request a quote.
Frequently asked questions
Confirm by engine code, model year, market, intake or exhaust position, VVT configuration, sensor trigger, journal dimensions, timing interface, and approved cross-reference data. Vehicle model name alone is not sufficient for procurement release.
Yes. Driventus can discuss private-label packaging, carton labelling, inspection records, traceability requirements, and controlled supply plans for distributors and repair chains, subject to reference availability, MOQ, and technical confirmation.
No. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. We focus on OE-equivalent dimensions, process control, inspection records, and buyer-approved application matching.
For camshaft samples, drawings, application checks, MOQ discussion, or export supply planning, contact the Driventus team to discuss the required reference and documentation package: /contact.html