Warped Cylinder Head Causes and Fixes for Buyers
A warped cylinder head is rarely a “bad gasket” story by itself. The usual pattern is heat, uneven clamp load, or poor sealing control changing the relationship between the head, gasket, and block. Once that happens, the repair decision affects more than one bay job. It changes warranty exposure, supplier qualification, incoming inspection, and stocking plans for head gaskets, head bolts, water pumps, thermostats, coolant, pressure caps, and complete cylinder head assemblies.
This guide reviews warped cylinder head causes and fixes from a B2B sourcing angle. It does not treat every case as the same repair. Instead, it separates symptoms from proof, root cause from failed part, machining from replacement, and low unit price from successful repair cost.
Driventus supplies engine and powertrain components for aftermarket distributors, OEM/Tier-1 suppliers, and multi-location repair chains. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only.
Start With the Symptom, But Do Not Buy From It
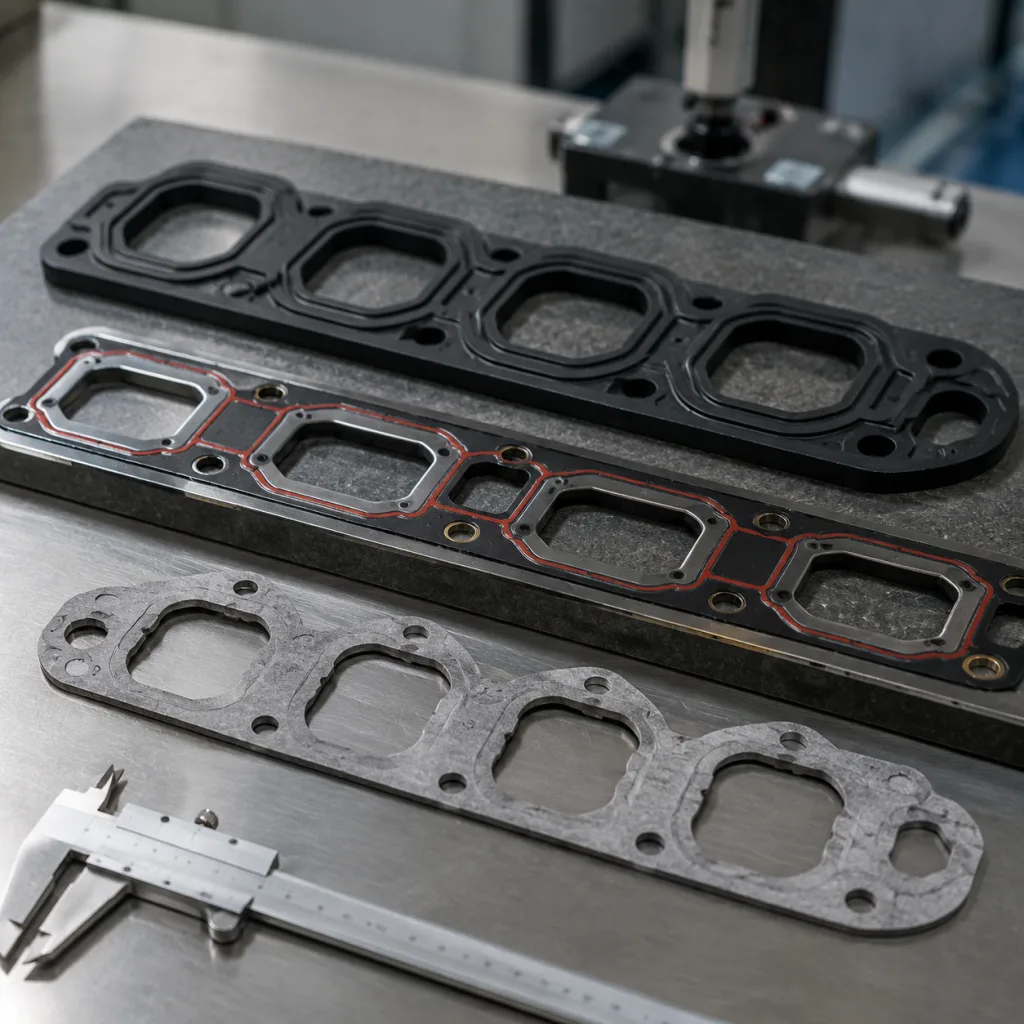
Cylinder head distortion changes the flatness of the sealing face. When the head is no longer flat enough for the gasket design, the gasket may lose control of combustion pressure, oil, and coolant passages. The first field complaint is often simple: overheating, coolant loss, misfire, or another head gasket failure after a recent repair.
Common symptoms include:
- Coolant loss with no visible external leak, often 0.5–2.0 L over a few hundred kilometres
- White exhaust smoke after warm-up, especially after overnight cold soak
- Combustion gas detected in the cooling system by block-test fluid or gas analyser
- Oil and coolant cross-contamination, including milky oil or oil film in the expansion tank
- Low compression on adjacent cylinders, commonly with a 15–25% spread against the best cylinder
- Repeat head gasket failure within 5,000–20,000 km after a recent head-off repair
- Localised overheating near one cylinder bank, end cylinder, exhaust bridge, or injector area
Those signs justify inspection. They do not prove the head is warped. The same complaints can come from a cracked head, porous casting, incorrect gasket selection, poor bolt torque, blocked radiator, failed water pump, sticking thermostat, cooling-fan fault, weak pressure cap, incorrect coolant mix, or damaged block deck.
For buyers, that difference changes the stock decision. The correct answer may be a gasket kit, bolt set, cooling component, remanufactured head, complete cylinder head assembly, or full repair bundle. Buying only the gasket because the complaint sounds like a gasket failure creates repeat claims.
For warranty triage, require the installer to record coolant pressure-test result, compression or leak-down values, overheating evidence, and head flatness readings before approving a parts-quality claim. A pass/fail note is too weak to separate gasket defect, installation error, cooling failure, and head distortion.
Driventus lists related engine sealing and cooling components in our catalog, including gaskets, water pumps, and engine components used in head repair programs.
Failure Modes Behind Warped Cylinder Head Causes
Most cylinder head warpage starts with thermal stress. Aluminium heads are especially sensitive because aluminium expands about twice as much as cast iron under the same temperature change. When an engine overheats and then cools unevenly, the head can bow along its length, twist across the deck, or distort around high-temperature areas such as exhaust valve bridges.
| Cause | Typical mechanism | Procurement implication |
|---|---|---|
| Severe overheating | Coolant loss, blocked radiator, failed fan, weak pressure cap, or failed thermostat creates uneven expansion | Stock cooling-system parts with gasket kits, not gaskets alone |
| Water pump failure | Reduced coolant flow creates local hot spots around exhaust valve bridges and end cylinders | Verify impeller material, bearing life, flow performance, and 100% seal testing |
| Incorrect bolt tightening | Uneven clamping load bends the head or overloads gasket fire rings | Supply the specified tightening sequence and torque-to-yield bolt sets where required |
| Reusing stretched bolts | Clamp load falls below design requirement after heat cycles | Bundle head bolts with gasket repair kits when the service procedure calls for replacement |
| Poor surface preparation | Old gasket material, corrosion, or rough machining prevents uniform sealing | Include scraper, abrasive, and surface-finish guidance for repair-chain customers |
| Detonation or abnormal combustion | High cylinder pressure and temperature increase local head and gasket stress | Review ignition, fueling, boost, EGR, and cooling diagnostics before repeat repair |

| Inspection result | Recommended action | Parts to review |
|---|---|---|
| Minor warpage, no cracks, sufficient thickness | Controlled resurfacing with documented finish | Head gasket, bolts, coolant |
| Warpage beyond service limit | Replace cylinder head | Complete head assembly, gasket set, bolts |
| Cracks between valves or coolant ports | Replace head or use a validated casting | Head assembly, pressure-tested components |
| Repeat gasket failure | Diagnose system root cause before release | Water pump, thermostat, radiator, fan control |
| Corrosion around coolant passages | Review coolant maintenance and material compatibility | Gasket coating, coolant, sealing surfaces |
| Poor surface finish after previous repair | Re-machine if within limits or replace | Gasket type, machine-shop process, head thickness |