Engine Mount Repair: Replacement Sourcing Guide
Engine mount repair is both a workshop operation and a sourcing decision. For distributors, repair chains and procurement teams, the commercial risk extends beyond a failed mount to repeat labour, NVH complaints, vibration-related returns and inconsistent fit across vehicle applications. A replacement mount must control engine movement, isolate vibration and maintain driveline alignment under heat, oil exposure and torque load. That requires more than a visual match to the removed part. Buyers should verify dimensional accuracy, rubber compound control, bonding strength, bracket geometry, corrosion protection and batch traceability before adding a mount range to stock. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, for aftermarket distributors, OEM/Tier-1 programmes and multi-location repair groups. This guide outlines practical criteria for specifying replacement engine mounts, validating OE-equivalent performance and reducing warranty risk in B2B supply programmes.
What Engine Mount Repair Means for Replacement Programmes
For a repair chain, engine mount repair usually means diagnosing the failed support and fitting a new assembly. For a category buyer, it means approving a replacement part that performs consistently across thousands of installations, technicians and vehicle conditions.
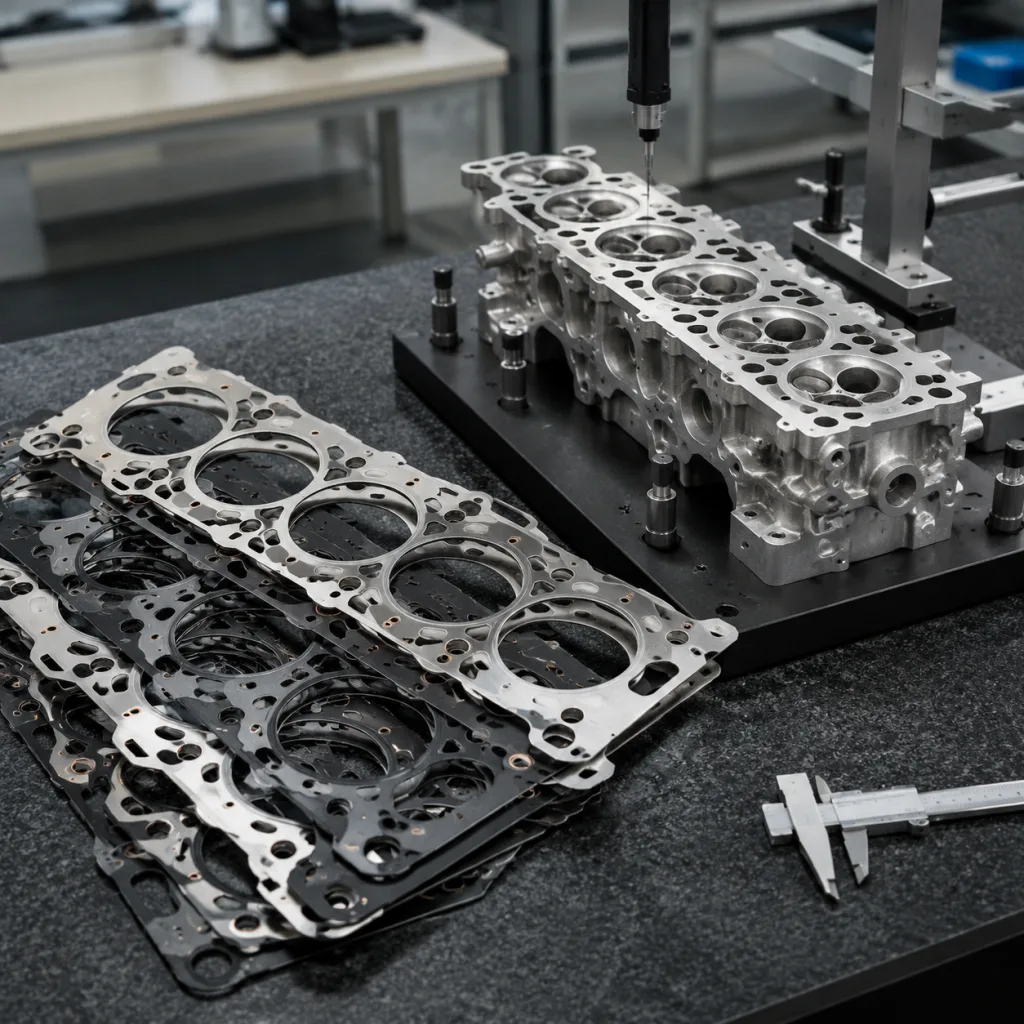
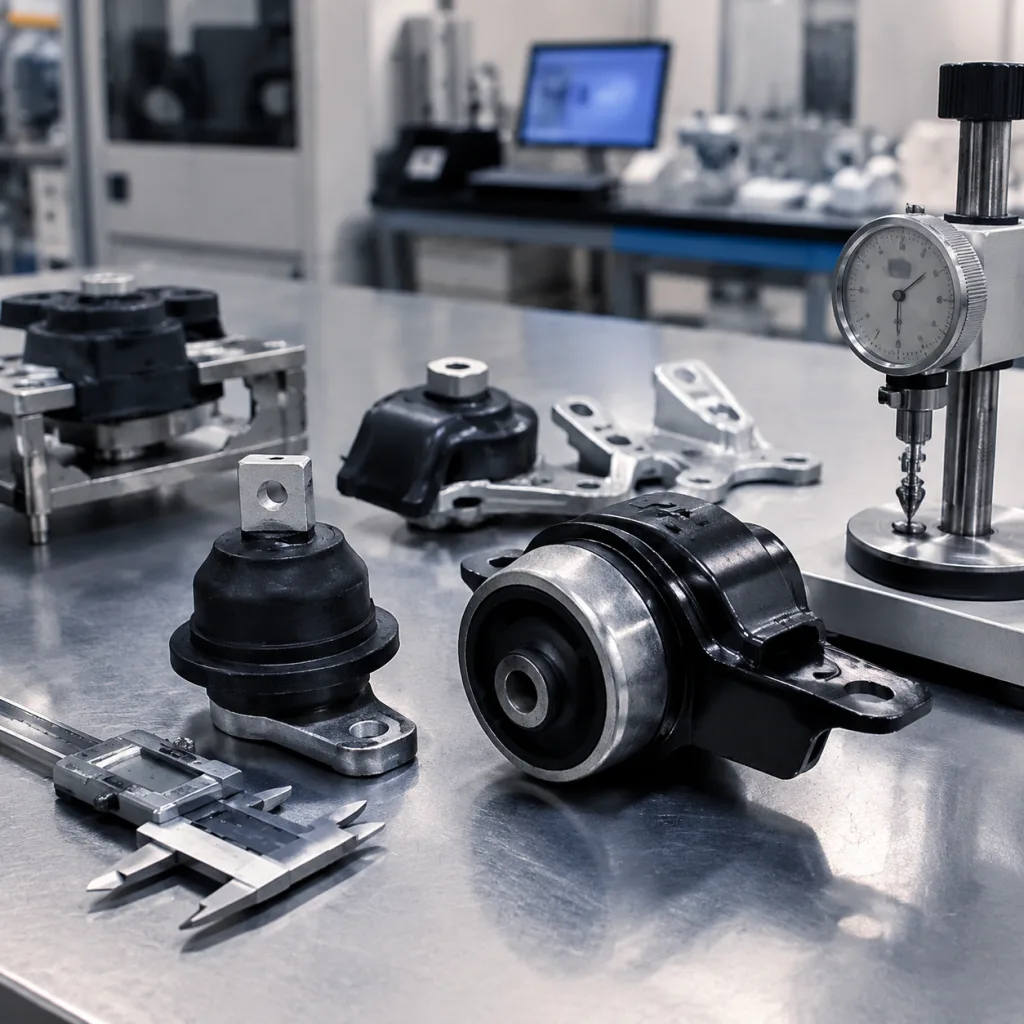
A typical mount may include a steel or aluminium bracket, bonded rubber, a hydraulic damping chamber, heat shield, studs, nuts, sleeves or locating pins. Failure patterns vary by design. Solid rubber mounts commonly show cracking, compression set or rubber-to-metal separation. Hydraulic mounts may leak fluid and lose damping control. Torque mounts often fail at the bushing eye after repeated acceleration, braking and gear-change loads.
The replacement part must match the OE installation envelope. A few millimetres of bracket offset can alter driveline angle, preload exhaust flex joints or create contact between the engine and subframe. Rubber hardness outside the specified range can make the vehicle feel harsh, increase cabin vibration or allow excessive powertrain movement under load.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. We use application data, sample measurement and controlled tooling to support OE part-number cross-references where required, including generic family references such as OE 11251… for engine mount programmes.
Fitment and Dimensional Controls to Specify
Procurement teams should treat engine mounts as dimensional support components with direct impact on NVH, alignment and installation quality, not as commodity rubber parts. A mount that bolts on but changes powertrain position can still create field failures.
Critical dimensions should be confirmed against drawings, golden samples or approved PPAP-style documentation where available. Priority control points include bracket datum surfaces, bolt-hole centre distances, stud thread specification, sleeve inner diameter, rubber height in free state and installed preload position.
| Control point | Why it matters in replacement | Typical verification method |
|---|---|---|
| Bolt-hole centre distance | Prevents cross-threading and bracket stress | CMM, fixture gauge, go/no-go gauge |
| Mounting face flatness | Controls clamp load and alignment | Surface plate, feeler gauge, CMM |
| Stud thread and pitch | Avoids installation damage | Thread ring gauge |
| Rubber free height | Affects engine position and vibration | Height gauge with defined datum |
| Sleeve concentricity | Controls bushing load path | CMM or concentricity fixture |
| Bracket coating thickness | Prevents corrosion without fit interference | Magnetic or eddy-current gauge |
| Test area | Typical buyer requirement | Procurement relevance |
|---|---|---|
| Shore A hardness | Controlled range by design | Prevents harshness or excessive movement |
| Static load deflection | Measured at defined load points | Confirms installed engine height |
| Dynamic stiffness | Frequency-based response check | Supports NVH equivalence |
| Rubber-metal bond | Peel or shear assessment | Reduces separation returns |
| Heat ageing | Exposure at defined temperature/time | Predicts service durability |
| Salt spray or coating check | Corrosion resistance review | Protects brackets and fasteners |
| Oil and fluid exposure | Swell and property retention check | Relevant near sump, gearbox or hydraulic lines |