Buying Mitsubishi-fitment engine blocks at wholesale volume is not a catalogue exercise. The risk sits in casting consistency, machining datum control, clean oil and coolant galleries, evidence before shipment, and a claims process that can separate supplier defects from assembly or operating failures. For distributors, rebuild wholesalers, importers and Tier-1 sourcing teams, the useful question is not “what is the cheapest block?” It is “which supplier can repeat the same block, with the same records, every batch?”
Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and exports to more than 60 countries. This guide shows how to structure an engine block Mitsubishi wholesale programme around specifications, MOQ logic, audit evidence, RFQ comparison and after-sales control. Driventus is an independent aftermarket manufacturer; Mitsubishi and other brand names are referenced for fitment only.
Start With the Buying Decision: Bare Block, Semi-Finished Casting or Kit
Before asking for price, decide what problem the supply programme must solve. A fully machined bare block reduces local machining work and gives the buyer clearer dimensional responsibility. A semi-finished casting may lower the purchase price, but shifts scrap risk, fixture setup, labour and final tolerance control to the importer or rebuilder. A broader engine-component kit can simplify replenishment when the buyer also needs pistons, rings, liners, bearings, gaskets, oil pumps and related powertrain parts.
Use this decision frame:
Choose fully machined blocks when assembly speed, warranty clarity and repeat receiving inspection matter most
Choose semi-finished castings only when local machining capability, gauges and scrap control are already proven
Choose component packages when container utilisation and one-supplier replenishment are more important than SKU-by-SKU buying
Choose sample reverse engineering or drawing-based development when an application is unavailable from existing stock
Typical buyer groups include aftermarket distributors holding regional stock for Japanese and Asian vehicle applications, engine rebuild wholesalers supplying machine shops and repair chains, OEM or Tier-1 sourcing teams validating non-branded replacement programmes, and importers consolidating mixed engine components into container shipments.
A useful RFQ states the engine code or application family, target material, required bore size, oversize option if applicable, deck-height requirement, main bearing housing requirement, machining status, packaging format, annual forecast and destination market. For engine block Mitsubishi wholesale sourcing, also state whether the order is for a bare block only, a short-block component kit, or a block supplied with liners, plugs, dowels and threaded inserts installed.
Classify demand by order type: 1–3 sample blocks for dimensional and assembly checks, 10–30 pieces for a pilot wholesale lot, and 50–200+ pieces per repeat batch for established applications. Mixed-container programmes can combine slower engine block SKUs with faster-moving pistons, gaskets, bearings and cooling parts to reduce per-unit freight cost. Where available, include drawings, sample blocks, photos of casting marks and OE part-number cross-references only when they are already part of the buyer’s documentation. These references help identify fitment; they do not imply approval, endorsement or genuine-part status from any vehicle manufacturer.
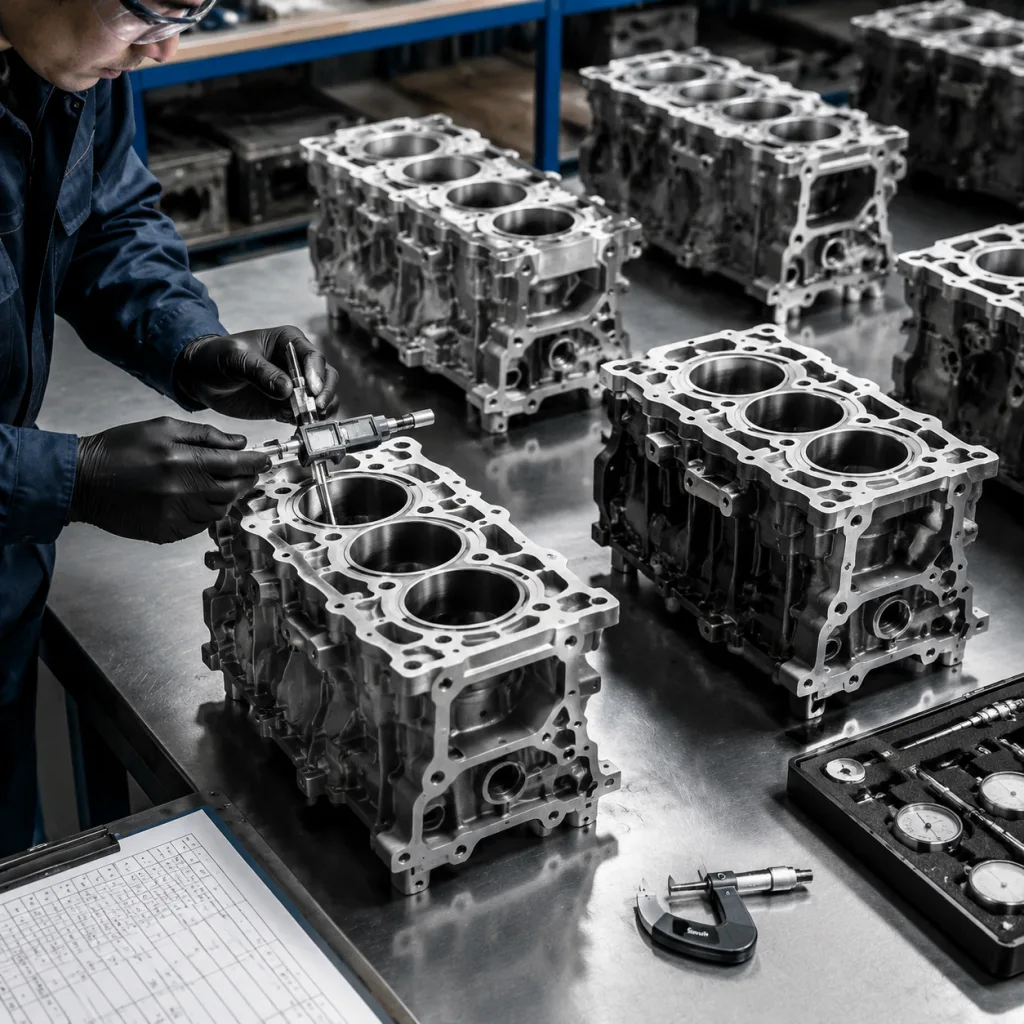
Spec Deep-Dive: Dimensions That Decide Whether the Block Builds Cleanly
Engine block procurement should be controlled through measured specifications, not phrases such as “standard quality”. For Mitsubishi-fitment applications, aftermarket blocks are commonly produced from grey cast iron or aluminium alloy, depending on the original engine architecture, heat-transfer requirement, strength target and service condition. The purchasing specification should define material grade, heat treatment if applicable, machining datum, surface finish, thread condition, cleanliness target and test requirements.
Confirm the drawing revision, control plan and inspection frequency before production. Typical procurement tolerances must be checked against the application drawing, but common RFQ targets include final bore diameter tolerance within ±0.01–0.02 mm, bore roundness and taper within 0.01 mm where required, deck flatness within 0.03–0.05 mm over the sealing face, and deck roughness matched to the gasket type, often Ra 0.8–1.6 µm for many machined metal-gasket applications. Main bearing tunnel diameter, coaxiality and cap fit should be verified with line-bore inspection records rather than visual checks.
Checkpoint
Procurement requirement
Typical evidence to request
Bore geometry
Final diameter, roundness, taper and perpendicularity per drawing
Bore gauge map or CMM report by cylinder
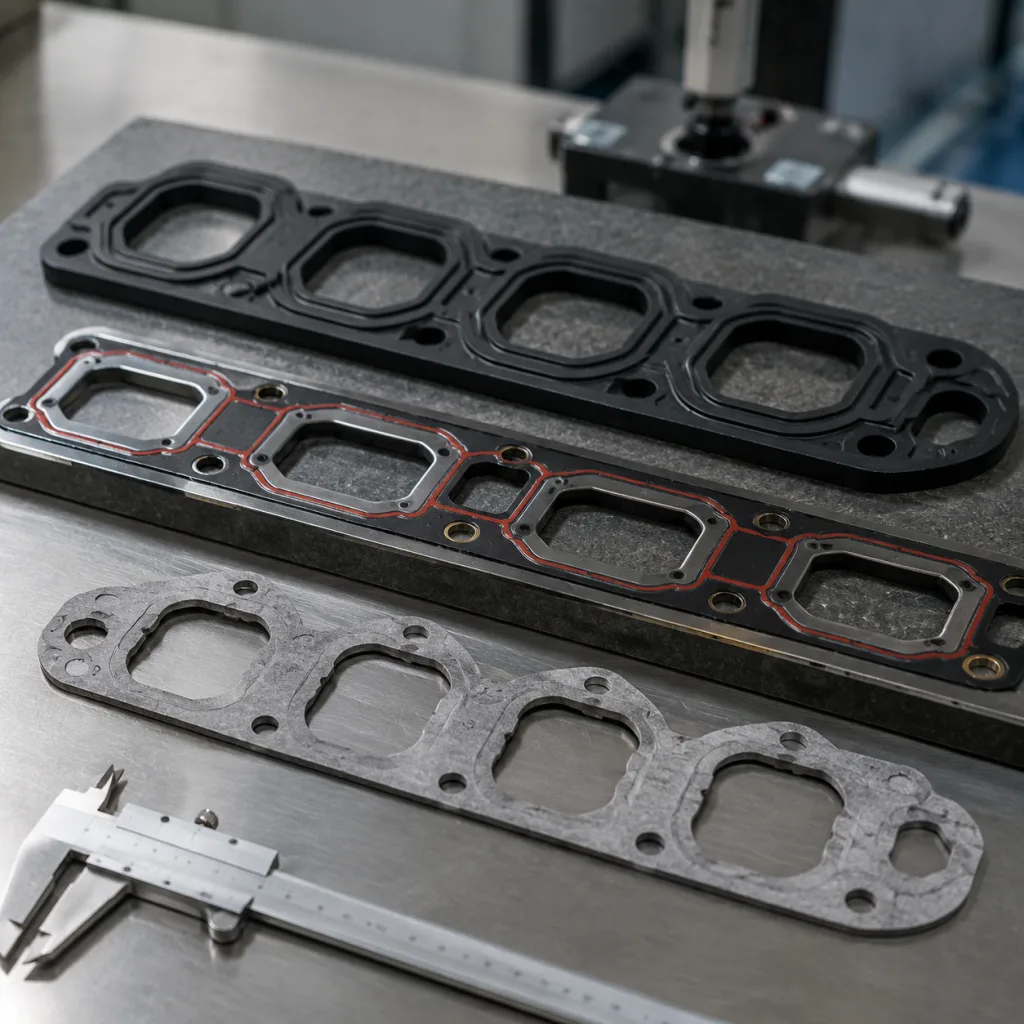
Deck surface
Flatness, roughness and sealing-face damage control
Surface profile, Ra value and flatness record
Main bearing tunnel
Diameter, alignment, cap seating and housing consistency
Line bore inspection report
Oil and coolant galleries
No blockage, machining chips or leakage
Pressure test, air blow-through and cleaning record
Casting integrity
No critical porosity, cracks, sand inclusion or shrinkage defects
Visual, pressure and sample section checks
Threaded holes
Correct depth, pitch, perpendicularity and clean thread start
Go/no-go thread gauge inspection
Packaging
VCI protection, machined-face covers and export-safe palletisation
Packing specification and photos
</tr></thead><tbody> </tbody></table>A buyer-controlled inspection plan normally includes 100% visual inspection, 100% pressure testing for water and oil passages where applicable, 100% thread and plug presence checks, and dimensional sampling by batch using AQL or a buyer-defined frequency. Critical-to-function dimensions such as bore diameter, deck height and main bearing housing should be measured at first-piece approval, during in-process checks and at final inspection.
Published management standards such as IATF 16949:2016 and ISO 9001:2015 are useful because they require process control, traceability, nonconforming-product handling and corrective action. They do not replace part-level validation. For European Union markets, buyers should also consider material and chemical compliance obligations under REACH (EC) No 1907/2006 where applicable to supplied articles and packaging materials.
MOQ and Lead-Time: What Changes Between Sample, Pilot and Repeat Orders
Wholesale supply usually develops in three stages: sample validation, pilot order and repeat production. Each stage has a different purpose. Samples prove geometry and assembly fit. A pilot order tests packaging, documentation, batch traceability and early field feedback. Repeat production tests whether the supplier can hold the same process without special attention.
Procurement teams should clarify these commercial variables before price negotiation:
Sample order: usually 1–3 pieces for dimensional confirmation, assembly trial and local market validation
Pilot order: often 10–30 pieces to confirm packaging, documentation, batch traceability and field-feedback handling
Repeat order: commonly 50–200+ pieces per SKU or per mixed production batch, planned against quarterly forecast
Mixed-container supply: combines engine blocks with pistons, crankshafts, gaskets, water pumps or turbocharger components
MOQ depends on casting pattern availability, machining complexity, fixture status, inspection workload and private-label packaging. Established engine block families can usually support lower starting quantities than new development programmes because tooling, fixtures and inspection routines already exist.
Lead-time should be stated by stage: casting, heat treatment if required, rough machining, finish machining, cleaning, inspection, packing and export booking. For an existing application with available castings, buyers should plan around 30–45 days after deposit and drawing confirmation. If new casting tooling, fixture work or reverse engineering is required, the realistic development window is often 60–90 days before pilot shipment, excluding buyer-side test time. Private-label cartons, special pallets and destination-specific labels can add 7–15 days if artwork approval is late.
Price should be compared through MOQ and cost drivers, not as a single ex-works number. Main factors include material weight, casting yield, machining cycle time, bore and deck tolerance level, pressure-test requirement, inspection report format, packaging density and payment terms. A semi-finished block may reduce purchase price but increase total cost if the buyer absorbs machining scrap, local labour, fixture setup and warranty risk. A fully machined block with inspection records may cost more per unit, yet reduce receiving inspection time and assembly disputes.
Request price breaks by quantity: sample pricing, 30-piece pilot pricing, 100-piece batch pricing and annual-volume pricing. Confirm whether the quotation includes plugs, dowels, liners, machining protection oil, VCI bags, wooden pallet, export carton, inspection report and spare packaging. Do not compare only ex-works unit price; inconsistent machining allowances, weak packaging or document delays can turn a low quote into a high landed-cost programme.
For larger programmes, Driventus can discuss custom manufacturing, including drawing-based production, sample reverse engineering and buyer-specific inspection formats.
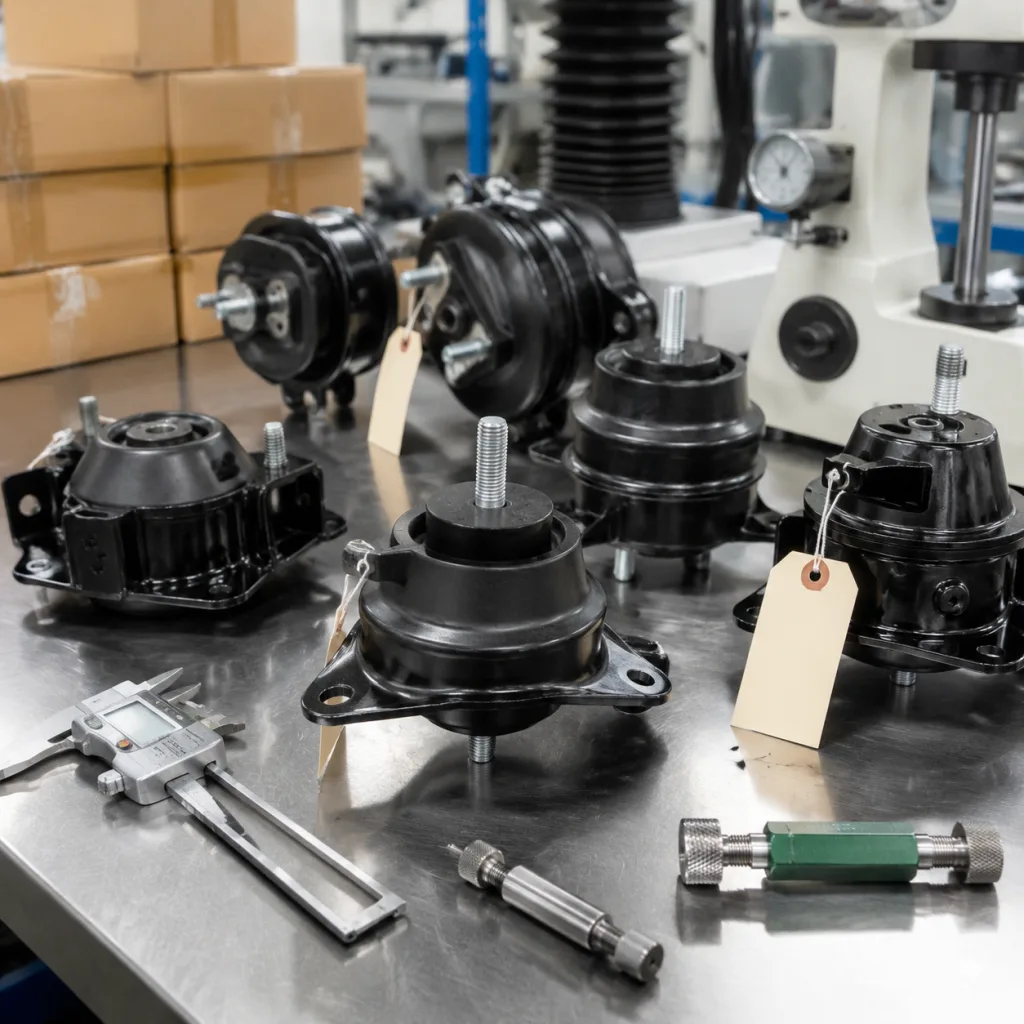
Audit Failure Modes: Where Engine Block Suppliers Usually Break Down
A factory audit for engine block Mitsubishi wholesale supply should look for failure modes, not showroom polish. Trace one part number from raw casting through machining, cleaning, final inspection, packing and shipping records. Then ask whether the same controls would still work when the order repeats three months later.
Common audit failure modes include:
Machining datums change between rough machining and finish machining
Bore, deck and main tunnel checks are recorded only for first samples, not batch production
Oil galleries and coolant passages are cleaned visually, with no pressure or blow-through evidence
Main caps, plugs or dowels are mixed, damaged or installed without controlled depth
Rejected castings are stored beside approved work-in-process
Batch codes do not link to production date, operator, machine, inspection record and shipment lot
Packaging is chosen after production, so machined faces remain exposed during storage or transport
Key audit areas still matter: certification to IATF 16949:2016 and ISO 9001:2015, incoming material control, casting inspection, supplier approval, fixture maintenance, tool-life monitoring, calibrated gauges, gauge repeatability evidence, cleanliness control, traceability and nonconformance handling. But the audit should test evidence, not accept labels.
A useful audit sample is not “show one good part”; it is “show the last three production batches of the same or similar block”. Buyers should ask for the control plan, process flow chart, PFMEA where available, calibration list, gauge R&R or repeatability evidence for key gauges, pressure-test records, tool-change records and final inspection reports. For machining, verify that datums are defined consistently from rough machining to finish machining, and confirm how the supplier prevents cap mix-up, wrong plug installation, thread damage and uncleaned galleries.
During the walk-through, check whether machined surfaces are protected between operations, whether rejected castings are clearly separated, whether plugs and dowels are installed with torque or insertion-depth control, and whether pallets are labelled before entering the warehouse. A buyer audit checklist should record equipment type, inspection frequency, sample size, responsible operator and evidence file name. Photographs of gauges, fixtures, pressure-test setups and packing methods are more useful than general workshop photos.
Driventus maintains a documented quality system to support B2B buyers that require audit evidence, batch inspection records and structured corrective action. For regulated destination markets, procurement teams should also define labelling, country-of-origin documentation and packaging material requirements before purchase order release.
Supplier Comparison: Normalise Every Quote Before You Choose
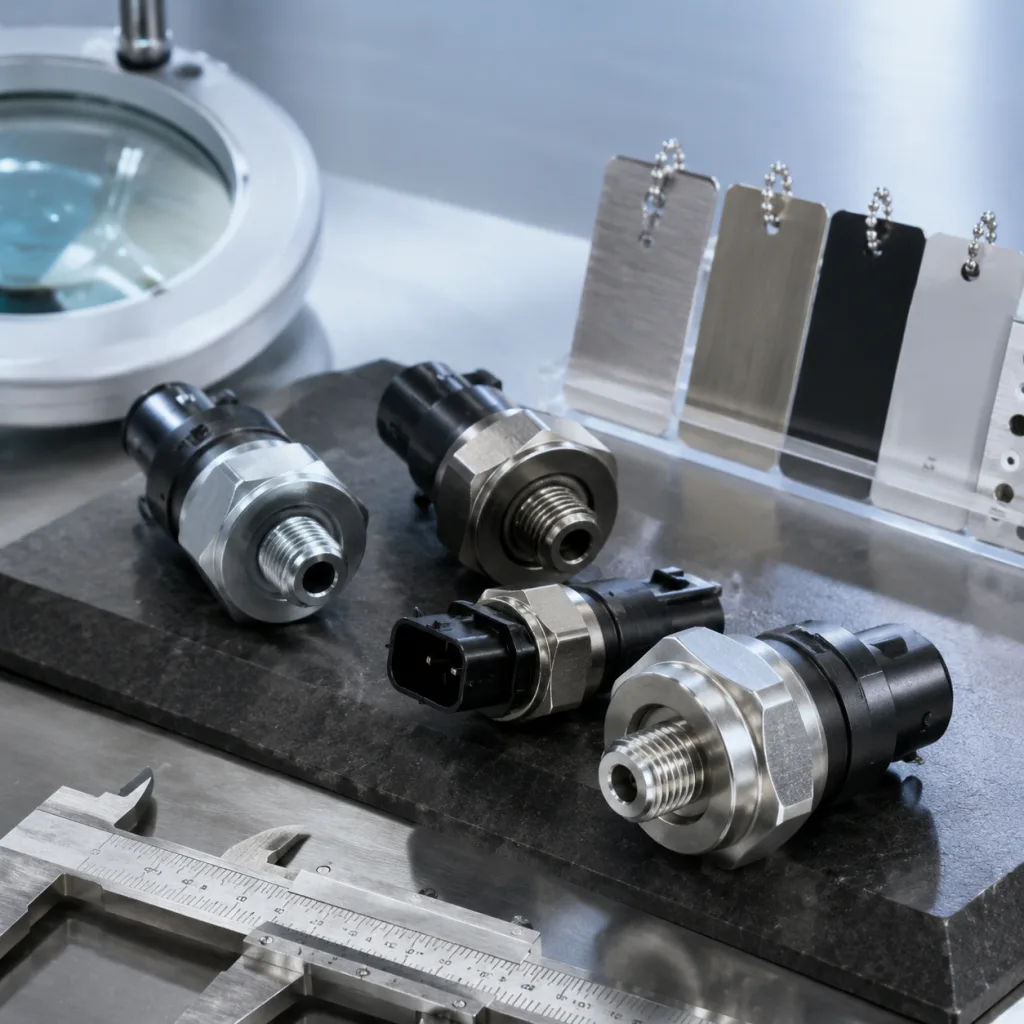
A structured RFQ prevents vague quotations. Do not send only a vehicle model name. Engine blocks are application-sensitive, and small differences in oil passage design, sensor boss position, main bearing structure, coolant routing, liner configuration or deck machining can affect assembly.
RFQ data to include
Engine family or application code used by your catalogue team
Material requirement: cast iron or aluminium alloy, with grade if known
Finished or semi-finished machining status and machining allowance if unfinished
Bore diameter, oversize option, deck height and main bearing housing requirements
Required accessories or bare block condition, including liners, plugs, dowels and caps
Annual volume forecast, first-order quantity and target reorder cycle
Destination country, port and Incoterms preference, such as EXW, FOB Ningbo/Shanghai or CIF destination port
Packaging requirement: neutral, private-label or bulk industrial packing
Inspection documents required with shipment, including measurement format and sampling level
Warranty handling and defect report format
Supplier evaluation item
Low-risk answer
Higher-risk answer
Certification
Current IATF 16949:2016 or ISO 9001:2015 scope relevant to production
Certificate unclear, expired or unrelated
Dimensional data
Bore, deck and main tunnel report available before shipment
Only visual check offered
MOQ
Linked to tooling, casting batch and machining setup logic
Arbitrary quantity with no explanation
Lead-time
Broken down by casting, machining, inspection, packing and booking
Single date with no process detail
Price logic
Quantity breaks and included items clearly stated
Unit price excludes unclear accessories or packaging
Traceability
Batch code tied to inspection, production date and shipment
No batch-level record
Packaging
VCI, machined-face protection, pallet size and gross weight defined
Packaging decided after production
</tr></thead><tbody> </tbody></table>Normalise every quotation to the same scope. Record whether the price includes machining, liners, caps, plugs, dowels, pressure testing, inspection report, private-label packaging, pallet fumigation if needed, inland freight to port and export documentation. Then compare landed cost by shipment plan: sample air shipment for validation, LCL pilot shipment for market launch, and FCL or mixed-container shipment for repeat replenishment.
This approach changes the buying conversation. Instead of ranking suppliers by headline price, procurement can compare total risk: missing accessories, weak inspection evidence, unclear MOQ logic, packaging exposure, document gaps and claim-handling discipline.
Scenario Q&A: Documents, Claims and Repeat-Batch Control
International engine block supply depends on clear documents and a claim process that works under pressure. Set these rules before the first purchase order, not after a field issue appears.
What shipment documents should be agreed first?
At minimum, align on the commercial invoice, packing list, country-of-origin documents where needed, bill of lading or airway bill, inspection report and any destination-specific declaration. For Brazil, Canada, the UK, the EU, Australia and the US, importers should confirm local tariff classification, duty treatment and customs rules with their broker before shipment.
A practical shipment file includes signed commercial invoice, packing list with net and gross weight, carton and pallet count, HS code reference for broker review, country-of-origin certificate where required, bill of lading instructions, product photos, packing photos, final inspection report, pressure-test summary and private-label approval record if applicable. Wooden pallets should meet destination rules where fumigation or ISPM 15 treatment is required, and pallet labels should match the buyer’s receiving system.
What evidence is needed for an after-sales claim?
A useful claim file includes photos, batch code, invoice number, installation date, installation mileage or operating hours, measured defect data, operating conditions and a return or destruction decision. For engine blocks, claims should distinguish between casting defect, machining deviation, assembly error, overheating, lubrication failure and shipping damage.
Set a claim window and evidence threshold in the supply agreement. The buyer should provide the engine build sheet if available, coolant and oil condition, photos of the failed area, and measured values for bore, deck, thread or main tunnel concerns. Shipping damage claims should include carton, pallet and container photos before unpacking when possible. Technical review can then classify the issue as supplier-responsible, assembly-related, operating-condition-related, transport-related or inconclusive.
How do repeat batches stay under control?
Keep the same drawing revision, inspection format, packaging rule and batch-code logic from order to order. Review field feedback before each replenishment cycle. If the application is growing, add more critical dimensions to the report before volume increases.
Driventus supports B2B buyers with batch-level records and technical review where evidence is available. For engine block Mitsubishi wholesale programmes, the strongest supply relationships are built on agreed drawings, measurable inspection criteria, realistic forecast planning and clear corrective-action communication. Unit price matters, but repeatability determines long-term purchasing cost.
Frequently asked questions
MOQ depends on engine family, tooling status, machining level and packaging. Existing applications can often start with 1–3 sample blocks, followed by a 10–30 piece pilot order and larger repeat batches such as 50–200+ pieces when demand is proven. New casting or custom machining programmes require higher MOQ because tooling, fixtures and validation work must be amortised.
Yes. Inspection documentation can be agreed during RFQ. Typical records include bore measurements, deck flatness and roughness checks, main bearing housing inspection, pressure test evidence, thread-gauge checks and packing photos. The required report format, sampling level and critical dimensions should be confirmed before production.
No. Driventus is an independent aftermarket manufacturer; Mitsubishi and other brand names are referenced for fitment only. We do not claim approval, endorsement or genuine-part status from any vehicle manufacturer.
For drawings, samples, MOQ discussion or a wholesale sourcing review, contact Driventus to [request a quote](/contact.html).