Engine Block Cadillac OEM Supplier: Sourcing Guide
Procurement teams searching for an engine block Cadillac OEM supplier need more than a catalog listing. They need dimensional consistency, verified metallurgy, repeatable machining, and a supplier that can support audit requests and production schedules. Driventus supplies engine blocks for B2B programs through controlled manufacturing in Taizhou, Zhejiang, with IATF 16949:2016 and ISO 9001:2015 systems in place. We work with aftermarket distributors, OEM and Tier-1 buyers, and repair-chain procurement teams that need consistent fitment and documented quality. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. This guide explains what buyers should verify before issuing an RFQ, including OE cross-reference handling, inspection data, lead-time planning, and supply terms that help reduce risk across the EU, UK, US, Canada, Australia, and Brazil.
How to decide if a supplier is actually fit for program sourcing
When evaluating an engine block Cadillac OEM supplier, start with the questions that determine whether the part can support a real program, not just a one-time shipment.
- OE cross-reference coverage: confirm the exact OE number format used in your catalogue, for example `OE 06A107065` where applicable.
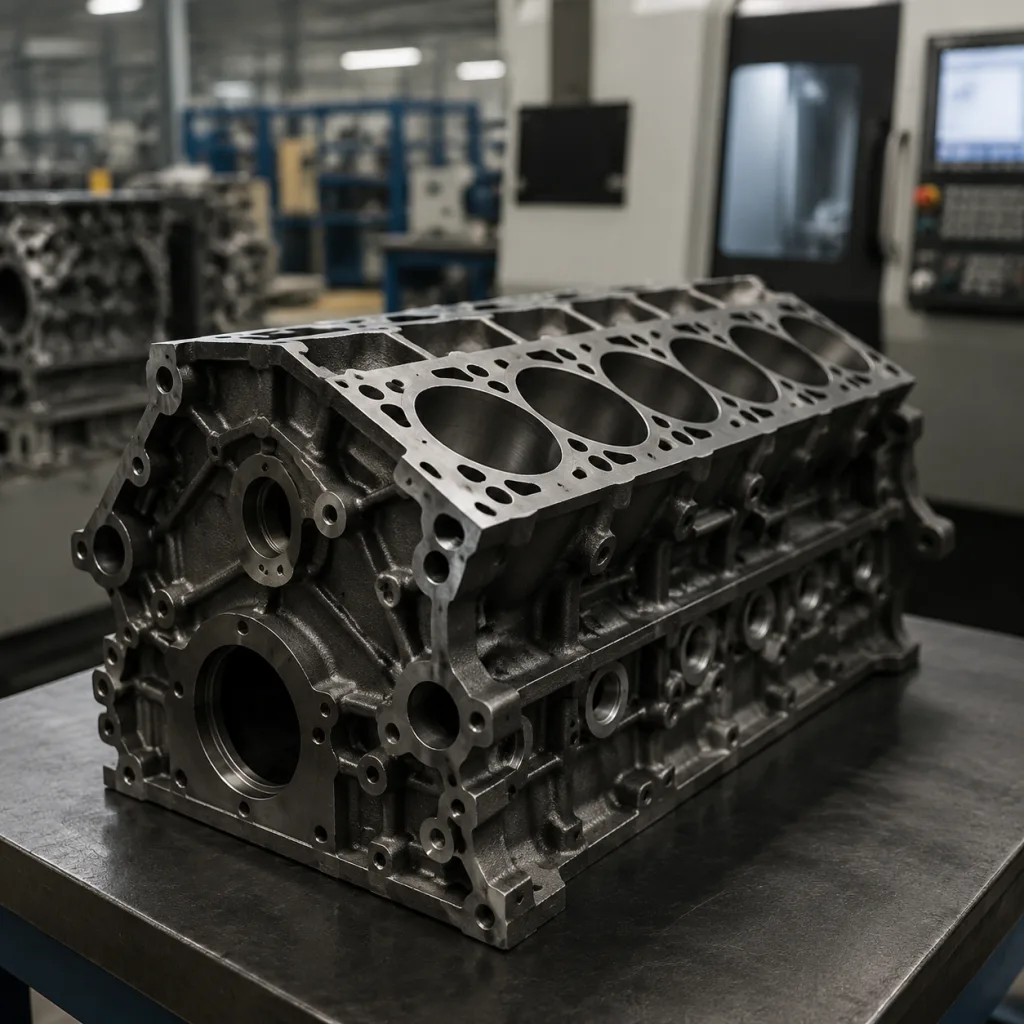
- Casting material: verify aluminium alloy or cast iron grade, plus heat-treatment state if specified.
- Machining control: check cylinder bore size, deck height, main bore alignment, and surface finish requirements.
- Documentation: request dimensional inspection reports, material certificates, and traceability records.
- Packaging: confirm corrosion protection, pallet method, and export packing for sea or air freight.
A supplier that only says “fits” is giving you a narrow answer. You need evidence that the block is controlled to drawing, not just visually similar. That distinction matters when claims, warranty exposure, and line stoppages are on the table.
Where engine block programs fail in practice
Most sourcing issues do not start with the casting itself. They start when machining, inspection, or packaging drifts outside the buyer’s assumptions.
Common failure modes include:
- Cylinder bore diameter or roundness outside tolerance
- Main bearing bore misalignment after machining
- Deck flatness that creates sealing issues
- Core shift or wall-thickness variation in the casting
- Thread damage in critical ports
- Residual debris in oil galleries before packing
- Transit damage caused by weak export packaging
A credible supplier should show how those risks are prevented at each stage. Under IATF 16949:2016 and ISO 9001:2015 controls, the plant should have incoming inspection, in-process checks, and final release records. If coatings, sealants, or supplied accessories are involved, it is also worth confirming REACH (EC) No 1907/2006 awareness. For custom machining, custom manufacturing should include approved drawings and sample sign-off before production release.
Spec-by-spec checks that belong in the RFQ
If you want comparable quotes, put the same technical questions in every RFQ. That keeps suppliers from hiding behind vague fitment language.
| Sourcing item | What to confirm | Buyer impact |
|---|---|---|
| MOQ | Per part number, per finish, or per batch | Inventory exposure |
| Lead time | Sample, pilot, and mass production | Launch timing |
| Packaging | Export carton, pallet, VCI, crate | Damage rate |
| Sampling | First article, PPAP-style package, or inspection report | Approval speed |
| Freight terms | EXW, FOB, or negotiated terms | Total landed cost |



