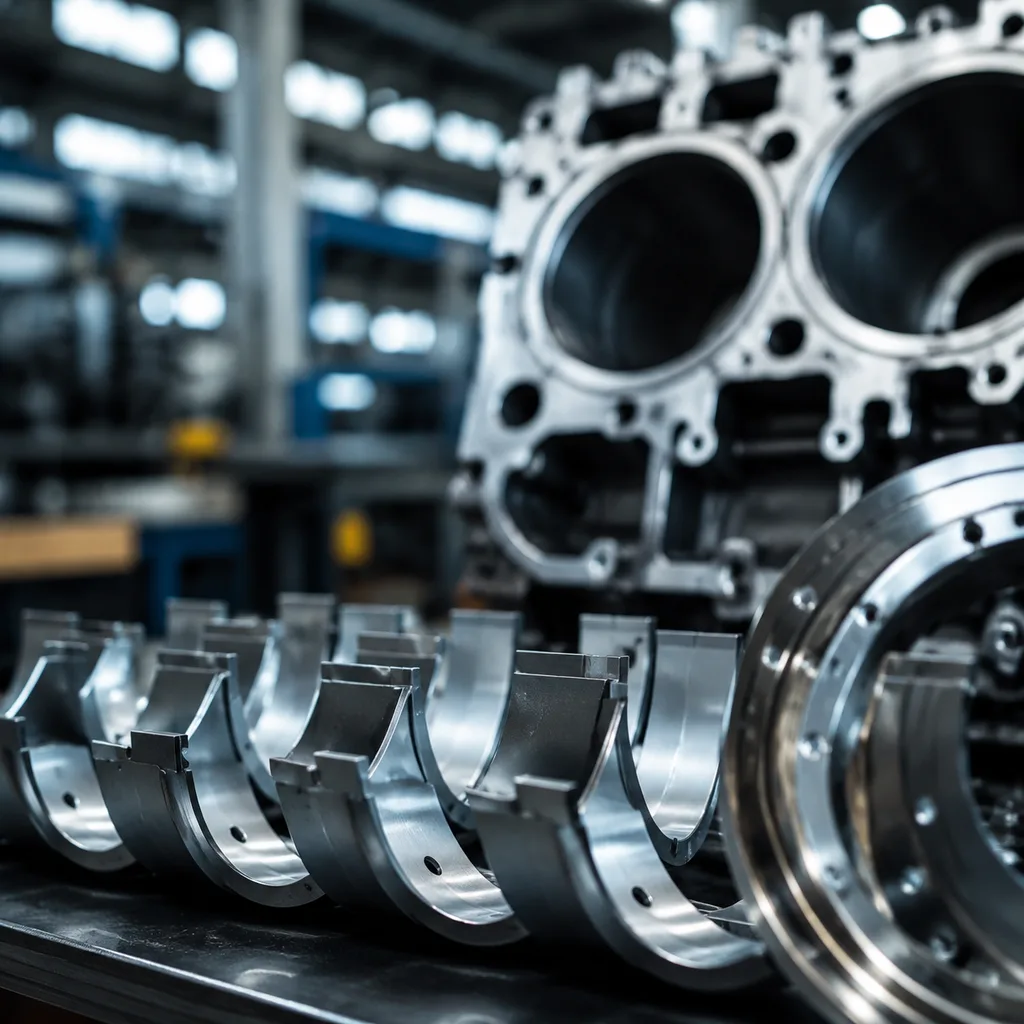
For buyers sourcing engine bearing Citroen wholesale, the key issues are not just price. Procurement teams need dimensional consistency, material control, clean packaging, and documented quality data that can support incoming inspection and long-term supply. Citroen applications also vary by engine family, so fitment must be confirmed against the exact OE reference and bearing set position. Driventus supplies engine and powertrain components from Taizhou, Zhejiang, with IATF 16949:2016 and ISO 9001:2015 systems in place. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. This post outlines what to verify before placing a purchase order, how bearing specifications are controlled, and which documents matter for distributors, OEM suppliers, and repair networks importing into the EU, UK, US, Canada, Australia, and Brazil.
What wholesale buyers should verify first
When buying engine bearings at wholesale level, start with fitment control and traceability. The same vehicle brand can use multiple crankshaft sizes, shell widths, and thrust configurations across engine codes. A correct sourcing file should include the OE cross-reference, engine code, bearing position, oversize or undersize requirement, and the required coating or tri-metal construction.
For Citroen programmes, buyers usually check these points before sampling:
OE cross-reference and engine code match
Main bearing, conrod bearing, or thrust washer position
Standard size and any undersize/oversize option
Shell thickness, crush, and housing fit requirement
Packaging labelling for lot traceability
Certificate set for incoming inspection
If the project is for repeat supply, build the specification around one controlled reference rather than a model name. That reduces mix-up risk across regional variants and model-year changes.
Typical bearing specifications and tolerances
Engine bearings are purchased to a small set of controlled dimensions. The most important parameters are inside diameter after crush, wall thickness, width, and radial clearance once installed. Material choice also matters: aluminium-tin, copper-lead, or tri-metal constructions are used depending on load, oil film behaviour, and engine speed.
Item
Typical procurement check
Shell material
Aluminium alloy, copper-lead, or tri-metal
Overlay
Tin-based or polymer-modified, when specified
Thickness
Match OE drawing or approved sample
Width
Must suit crank journal and side clearance
Crush
Verified in housing fit tests
Radial clearance
Confirmed with journal size and oil spec
Backing finish
Corrosion resistance and seating control
</tr></thead><tbody> </tbody></table>For export supply, buyers should ask for dimensional inspection records, hardness or coating data where applicable, and lot traceability. If the application is tied to a published OE reference such as OE 06A107065, the sample should be measured against that exact reference rather than a catalogue description alone.
Why certification and audit data matter
Wholesale sourcing is safer when the supplier can support repeatable control. Driventus operates under IATF 16949:2016 and ISO 9001:2015, which are important for process discipline, corrective action, and traceability. For international shipment, material declarations and compliance support may also be requested under REACH (EC) No 1907/2006.
A serious buyer should ask for:
ISO/IATF certificates with current validity
Incoming, in-process, and final inspection records
Dimensional inspection reports by lot
Material declaration or compliance statement
Packaging and label format confirmation
Sample retention and complaint response procedure
This is especially relevant for multi-location repair chains and distributors that must keep one specification across several warehouses. Documentation reduces dispute risk at receiving, during warranty review, and when switching between production lots.
Lead time, MOQ, and supply planning
For wholesale programmes, the commercial terms should be matched to the inventory model. Bearings are usually low in unit weight but high in consequence if mispacked or mixed. That makes packing discipline and batch separation important.
A practical sourcing plan should define:
MOQ by reference and packaging format
Standard lead time for stock and made-to-order items
Sampling lead time before mass order release
Buffer stock for seasonal demand or fleet maintenance
Carton and inner-box counts for warehouse handling
If the part is for a stable replacement range, a forecast-based supply agreement often works better than one-off spot buying. For programmes with multiple engine families, Driventus can also support custom manufacturing when an existing reference needs a controlled dimensional or material adjustment. Buyers can compare available ranges in our catalog and products/engine-components.html.
How to validate a sample before release
Before approving a bearing set, buyers should check the sample in the same sequence used by the receiving team. That limits avoidable disputes and catches mixed references early.
1. Confirm the OE reference, engine code, and bearing position. 2. Measure shell thickness, width, and journal fit against the drawing or master sample. 3. Inspect surface finish, overlay continuity, and edge quality. 4. Check packaging, part labels, and lot traceability. 5. Test housing fit and crush in the intended block or cap. 6. Review the inspection report and sign off only after dimensional agreement.
For OE-equivalent replacement projects, the goal is dimensional match and stable repeatability. For aftermarket supply chains, sample approval should also include carton presentation and barcode readability so the warehouse can receive and pick without relabelling.
What Citroen-focused buyers gain from factory sourcing
Working directly with a manufacturer gives procurement teams more control over specification, packaging, and order planning. That is useful when an engine bearing set must support a regional distributor network or a workshop chain with multiple service points.
Direct factory sourcing helps buyers by:
Reducing middle-layer mark-up
Aligning packaging with warehouse process
Locking dimensional control to one revision
Improving response time on drawings and samples
Supporting private label or mixed-bundle programmes
If you need a supplier audit pack, a technical sample, or a quotation for a recurring reference, start with our quality system and then request a quote. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Frequently asked questions
Yes. Wholesale packing can be set up for distributor cartons, barcode labels, and lot traceability. Buyers should confirm carton counts, pallet pattern, and any market-specific labelling before order release.
We work to the supplied OE cross-reference, engine code, and sample data. Final approval should be based on dimensional verification, fitment checks, and the agreed drawing or master sample.
Typical files include ISO/IATF certificates, inspection records, compliance statements where applicable, and packaging details. Additional documentation can be prepared for audit or tender use.
If you are building a wholesale bearing programme or need a quotation against an OE reference, send your specification through [request a quote](/contact.html). We will review fitment, packing, and lead-time requirements with you.