EGR Cooler Renault Supplier: Sourcing Guide
Buying an EGR cooler for Renault applications is a sourcing exercise, not a parts lookup. The real risk is not just price; it is a part that fits on paper but slips on bracket spacing, hose routing, or port angle in production. Procurement teams need the OE cross-reference, engine code, thermal duty, and validation evidence aligned before they compare suppliers. For aftermarket distributors, fitment accuracy matters because small geometry changes drive returns and install delays. For OEM and Tier-1 buyers, the decision usually comes down to process consistency, document control, and whether the supplier can support release timing without surprises. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. We supply engine and powertrain components from Taizhou, Zhejiang, with IATF 16949:2016 and ISO 9001:2015 systems in place, and we support sourcing teams that need stable supply, private label options, and custom manufacturing. If you are qualifying a Renault EGR cooler program, the questions to answer first are specification, testing, MOQ, and lead time.
Fitment first: what to verify before you request a quote
When sourcing an EGR cooler Renault supplier, start with fitment data and duty cycle, not price. Confirm the vehicle platform, engine code, OE cross-reference, mounting pattern, coolant hose orientation, and gas-side port geometry. A part that looks similar can still fail on bracket spacing or hose routing.
Minimum data to confirm before RFQ:
- OE number or validated cross-reference
- Engine code, emissions family, and model year range
- Cooler core material, housing material, and joint process
- Coolant-side and gas-side connection dimensions
- Gasket set requirement or integrated seal design
- Sample quantity, annual volume, and target market
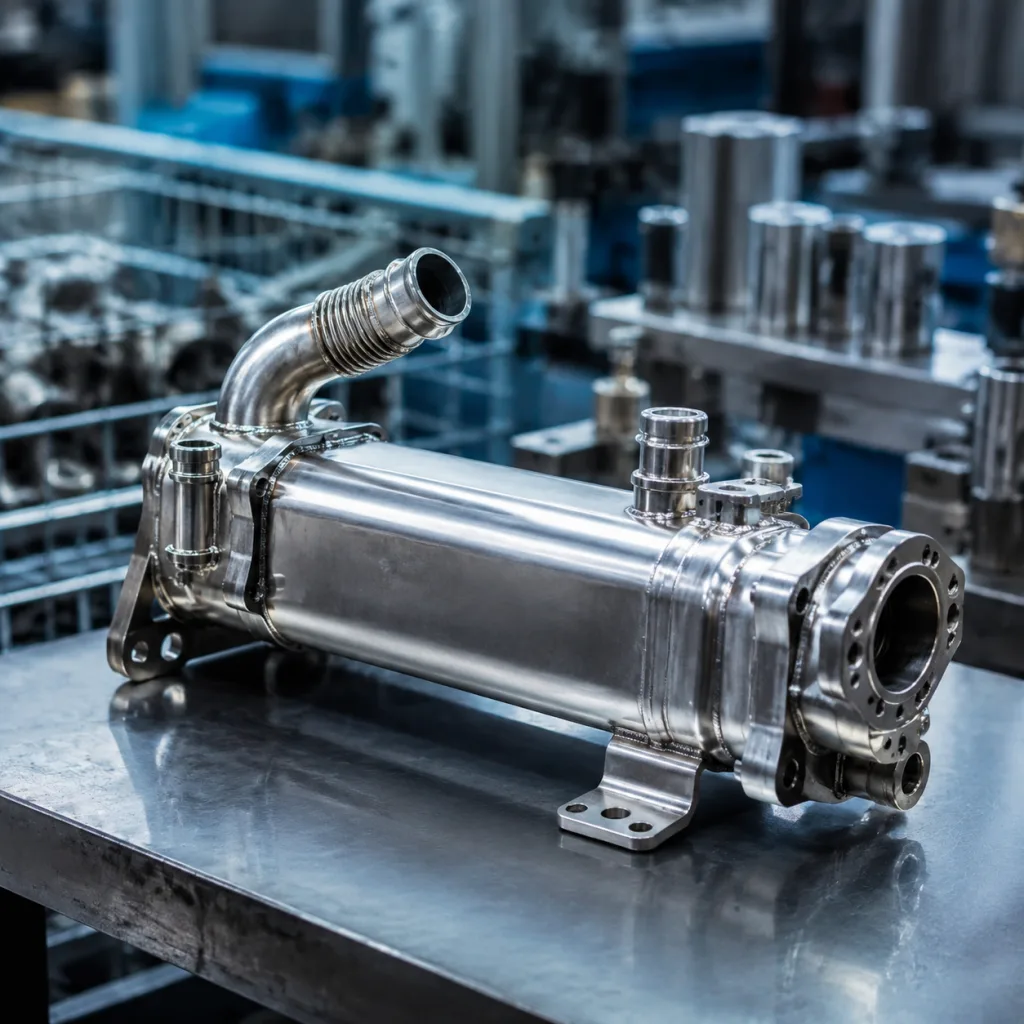
A clear drawing pack shortens approval time and reduces mismatch risk. Ask for a 2D drawing with critical dimensions, plus a reference photo showing inlet and outlet orientation, bracket holes, and overall envelope. If your application includes multiple trims or emissions variants, separate each configuration before commercial negotiation. You can review related engine parts in our catalog and engine components.
Failure modes: where EGR cooler programs usually go wrong
Most sourcing problems show up after the quote, not during it. The common failure modes are predictable: geometry that matches the OE number but misses the actual build date, poor flange flatness, weak packaging, or missing test evidence. On the commercial side, buyers also get burned by quotes that hide packaging assumptions, unit-count changes, or long rework cycles on samples.
Watch for these issues early:
- OE cross-reference without a measured drawing or sample comparison
- Coolant and gas ports aligned on the bench, but not on the vehicle
- Inconsistent batch marking, which makes traceability hard
- Leak-test results shared without pressure, duration, or acceptance criteria
- Packaging that protects transit but not corrosion-sensitive surfaces
- MOQ or lead-time assumptions that change after validation
A reliable supplier should explain exactly how the part was verified and what would trigger a rework. If that answer is vague, the program will probably be vague later too. For teams building a controlled sourcing workflow, quality system review should happen before release decisions, not after first shipment.
Spec deep-dive: the controls that matter on the factory floor
EGR coolers run hot gas and coolant through thin-wall assemblies, so process control matters more than brochure language. Driventus manufactures under IATF 16949:2016 and ISO 9001:2015 quality systems, with incoming inspection, in-process checks, and final dimensional verification.
Typical specification checkpoints buyers should request:
- Flange flatness tolerance: usually within 0.20 mm to 0.30 mm depending on the mating surface
- Mounting-hole position tolerance: typically within ±0.15 mm to ±0.30 mm
- Port-center distance tolerance: commonly controlled within ±0.25 mm
- Leak-test pressure: defined by coolant-side and gas-side test methods, often with zero visible leakage and no pressure drop above the agreed threshold
- Surface finish and coating requirement: specified by corrosion environment and packaging method
- Batch traceability: lot number, production date, and inspection record retention
| Control point | What is checked | Why it matters |
|---|---|---|
| Material verification | Stainless steel grade, brazing filler, gaskets, seal material | Corrosion resistance and thermal life |
| Dimensional inspection | Flange flatness, port alignment, bracket position, total length | Fitment and leak reduction |
| Pressure testing | Coolant-side and gas-side integrity at agreed pressure | Detects micro-leaks before shipment |
| Thermal-process control | Brazing temperature profile and dwell consistency | Joint reliability and repeatability |
| Traceability | Batch code, inspection records, production date | Supports claims handling and audits |
| Packaging review | End-cap protection, rust prevention, carton drop resistance | Reduces transit damage |