Choosing an egr cooler mitsubishi supplier is not a catalogue exercise. One wrong flange angle, weak weld, blocked passage, or missing leak record can turn a low unit price into repeat warranty claims across several vehicle lines. Procurement teams need to check material grade, wall thickness, flange flatness, coolant-port geometry, pressure-leak limits, thermal-cycle evidence, batch traceability, export packaging, MOQ logic, and lead-time exposure before price is finalised. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and exports to more than 60 countries for distributors, wholesalers, OEM and Tier-1 programmes, and repair-chain supply. This guide gives buyers a practical framework for reviewing Mitsubishi-fit EGR cooler supply, from fitment evidence and inspection records to MOQ, lead time, validation, and documentation. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Start With the Fitment Risk, Not the Vehicle Name
EGR coolers are stainless heat exchangers that reduce exhaust gas temperature before gas re-enters the intake system. That sounds simple. In sourcing, it is where many errors start.
For Mitsubishi applications, buyers should organise demand by engine family, vehicle platform, emissions configuration, coolant-routing layout, and connection geometry. A vehicle name alone is too loose. Two coolers can look identical in catalogue photos yet differ in valve interface, coolant pipe angle, exhaust flange thickness, sensor boss, gasket face, or bracket position by only a few millimetres. That is enough to create hose stress, gasket leakage, or forced installation.
A useful RFQ pack should include:
Target market: EU, UK, US, Canada, Australia, Brazil, GCC, South Africa, or mixed export stock
Engine code, vehicle model, production year range, transmission notes, and emissions level where known
Buyer-supplied OE part-number cross-reference format, including supersessions and exclusions
Sample, 2D drawing, or 3D scan reference for flange pattern, port centre distance, pipe angle, and bracket datum
Critical tolerance request, such as flange flatness, hole position, pipe outside diameter, and sensor-boss thread
Expected monthly volume, annual forecast, launch quantity, reorder cadence, and slow-moving SKU ratio
Required documents: PPAP-style file, first article report, material declaration, leak-test record, carton label data, and HS-code confirmation
Split the first sourcing round into two groups: high-runner SKUs and catalogue-fill SKUs. A supplier may price 300–500 pieces of a fast mover very differently from a mixed trial order of 20–50 pieces per part number. Fixture changeover, carton printing, inspection time, and export consolidation all change the cost base.
Buyers can review related engine parts through our catalog, including EGR coolers and other emission-control components where applicable. For projects involving non-standard brackets, modified pipe routing, or buyer-owned drawings, Driventus can evaluate custom manufacturing through a controlled quotation and feasibility review.
Specification Deep-Dive: Interfaces That Decide Fit and Warranty
The most common sourcing mistake is treating visual similarity as interchangeability. A good supplier review should identify every functional interface and every tolerance-sensitive area. If the buyer does not have an engineering drawing, the RFQ should ask the supplier to create an inspection layout from a master sample and mark the critical-to-fit points.
Specification item
What to verify
Typical buyer target or control point
Procurement impact
Core material
Stainless steel grade and wall thickness
Commonly 304/316L-class stainless, wall thickness confirmed by drawing or sample
Affects corrosion resistance and thermal-fatigue life
Brazed or welded joints
Joint continuity, penetration, and leak rate
No visible undercut, pinholes, burn-through, or incomplete bead on functional joints
Reduces coolant-to-exhaust leakage risk
Flange flatness
Gasket face distortion after welding or brazing
Often controlled within 0.10–0.20 mm across the sealing face, or to buyer drawing
Supports sealing and installation repeatability
Bolt-hole position
Hole centre distance and slot width
Typical inspection tolerance ±0.10–0.30 mm depending on datum and casting interface
Prevents installation force and warranty returns
Coolant ports
Diameter, angle, bead form, and pipe length
Pipe OD, bead height, and angle checked against hose and clamp specification
Prevents hose interference and coolant loss
Exhaust gas passages
Internal cleanliness and flow consistency
No loose weld slag, metal chips, blocked channels, or visible foreign material
Reduces restriction and carbon build-up points
Mounting brackets
Hole position, weld location, and bracket stiffness
Bracket datum checked in fixture after welding and after thermal process
Limits assembly stress and vibration cracking
Sensor boss or plug
Thread, depth, and sealing face
Thread gauge check, perpendicularity review, and plug torque requirement where applicable
Avoids sensor installation damage
Gasket set
Material, thickness, and included hardware
Steel, graphite, or composite gasket matched to flange face and kit BOM
Reduces installer mismatch in aftermarket channels
Surface finish
Passivation or corrosion-control process
Clean stainless finish, passivation where specified, no oil contamination in ports
Supports storage and shipment durability
</tr></thead><tbody> </tbody></table>Do not leave compliance wording vague. For regulated markets, confirm material declarations against REACH (EC) No 1907/2006 where applicable. Request RoHS status if the buyer’s internal onboarding system requires it. Emissions-related components should not be marketed with vehicle manufacturer approval claims unless formal evidence exists. Driventus does not claim approval or endorsement by any vehicle manufacturer.
Failure Modes an Audit Should Expose Early
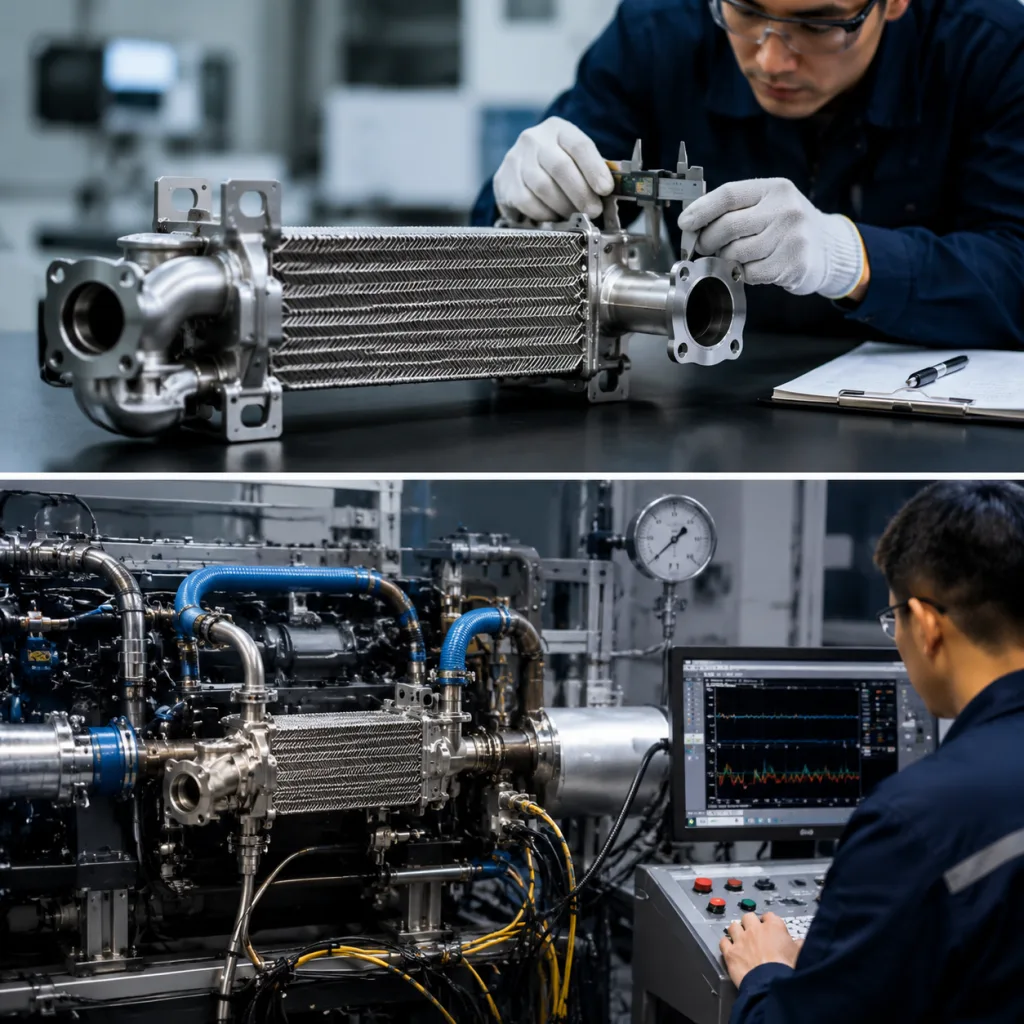
A factory audit should not stop at the final leak-test station. By then, the part is almost finished and the root cause may already be hidden inside the process. The stronger audit question is: how does the supplier prevent leakage, distortion, blockage, and packaging damage before final inspection?
Driventus operates under IATF 16949:2016 and ISO 9001:2015 quality management frameworks. For buyers, these standards help with audit planning because they require structured control of production processes, corrective actions, supplier management, calibration, and customer-specific requirements. Certification is a baseline, not a substitute for part-level technical review.
Typical audit evidence for an egr cooler mitsubishi supplier should include:
Incoming material inspection records for stainless tube, plate, flanges, brackets, threaded bosses, and gasket materials
Material certificates showing grade, heat number, thickness, and supplier batch for stainless components
Welding or brazing process parameters, including current, speed, shielding gas, furnace temperature profile, and operator qualification where applicable
Fixture control plan for flange position, pipe angle, bracket alignment, and post-weld distortion checks
Leak-test records, ideally 100% on coolant circuits, with pressure, hold time, acceptance limit, operator, date, and batch number recorded
Calibration records for pressure gauges, flow meters, thread gauges, callipers, height gauges, and CMM equipment
First article inspection report covering at least 10–20 critical dimensions, gasket-face flatness, and port orientation
In-process inspection frequency, such as first piece, last piece, and every 50–100 pieces depending on risk and order volume
Batch traceability from raw material lot to finished carton, pallet label, and shipment invoice
Corrective action records for leakage, deformation, blocked passages, loose brackets, damaged threads, or packaging damage
For wholesalers and repair chains, consistency across repeat batches matters more than a perfect sample. Compare pilot-sample data, first mass-production data, and repeat-order data before increasing volume. A safer release path is simple: approve a pilot lot, complete warehouse receiving checks, run fitment verification, watch early warranty feedback, then scale the order.
Commercial Scenario: Mixed SKU Trial vs Repeat Stock Order
MOQ and lead time change with tooling status, part complexity, surface treatment, validation scope, packaging configuration, and order mix. A stocked aftermarket cooler is usually faster to quote than a new item that needs tooling, fixture development, or extra testing. A mixed SKU trial also behaves differently from a repeat stock order.
Typical commercial planning ranges are:
Existing part with active tooling: sample lead time of 7–15 days, mass production in 30–45 days after deposit, artwork approval, and order confirmation
Existing design requiring private-label packaging: add 7–14 days for artwork, carton approval, barcode review, label translation, and master-carton layout
New development from sample or drawing: 45–90 days for feasibility review, tooling, fixture build, pilot samples, dimensional layout, and validation planning
Engineering change to pipe angle, bracket, or flange: usually 20–45 days if existing tooling can be modified; longer if new forming or welding fixtures are needed
MOQ for distributor stock: commonly 50–200 pieces per SKU for trial or mixed orders and 300–500 pieces per SKU for more efficient repeat production, subject to model and carton efficiency
Price logic: unit cost usually drops when orders move from sample quantity to carton quantity, then to pallet quantity, because setup, inspection, packaging, and export handling are spread across more units
Mixed-container programmes: suitable when buyers combine EGR coolers with gaskets, water pumps, pistons, timing parts, or other engine components to meet shipment value and reduce per-unit freight cost
Packaging deserves early attention. EGR coolers are vulnerable to flange impact, pipe deformation, thread contamination, and debris entering open ports. Recommended export packaging includes plastic caps on all ports, VCI or moisture-resistant bag where required, formed inner support or foam block around pipes, individual neutral or private-label carton, five-ply export outer carton, pallet corner protection, carton drop-test review, and pallet labels showing SKU, quantity, batch, gross weight, net weight, and country-of-origin wording required by the destination.
For importers consolidating multiple engine SKUs, aligning EGR cooler purchasing with gasket kits and related engine components can reduce split shipments and improve warehouse receiving efficiency. Confirm whether spare gaskets, clamps, bolts, or plugs are included in the unit price or quoted as a kit option. A low cooler price without the right installation hardware can raise downstream return risk.
Validation Plan: Minimum Evidence vs High-Risk Evidence
Validation should match the risk level, order volume, and target market. Replacement-market stock usually needs proof of dimensional fit, leak resistance, thermal durability, internal cleanliness, and material compliance. OEM or Tier-1 projects may require a more formal approval process based on the buyer’s engineering specification.
A procurement-oriented validation plan may include:
Dimensional inspection: critical interface dimensions against drawing or master sample, including flange flatness, bolt-hole centre distance, pipe OD, port angle, bracket position, and thread specification
Pressure leak testing: coolant side and gas side under agreed pressure and hold time, with many buyers specifying 0.2–0.4 MPa air-under-water or dry pressure decay for coolant circuits, subject to drawing requirement
Burst or proof-pressure review: higher-pressure verification on pilot samples when the buyer’s market has high warranty exposure or heavy-duty use conditions
Thermal cycling: repeated heating and cooling to assess joint fatigue and distortion, with cycle count and temperature range defined in the buyer specification rather than assumed
Vibration resistance: bracket and pipe durability under representative mounting loads, especially where the cooler has long unsupported pipes or heavy valve interfaces
Flow check: coolant and gas passage restriction within agreed limits, using a retained master sample as comparison when no formal flow specification is available
Cleanliness inspection: control of weld residue, metal particles, flux residue, oil, and internal debris, including borescope review for complex cores where practical
Corrosion review: material and surface treatment assessment for sea freight, warehouse storage, road-salt markets, and service exposure
Installation trial: fitment check using matching gaskets, bolts, clamp positions, hose routing, and any sensor or plug interface before the production release
Packaging validation: carton compression, vibration, and drop-test review for the buyer’s shipment route, especially for long pipe assemblies
Read every test report carefully. It should show part number, revision, sample quantity, test method, pressure or temperature setting, acceptance criteria, and result. Standards should also be described accurately. IATF 16949:2016 and ISO 9001:2015 define quality-management system requirements, not direct EGR cooler performance limits. REACH (EC) No 1907/2006 relates to chemical substance compliance. Vehicle emissions regulations such as ECE R-83 define emissions requirements for vehicles, not standalone aftermarket approval for an EGR cooler. Reject claims that blur those distinctions.
Supplier Shortlist Scorecard: What Deserves Weight
A shortlist should make comparison easier, not just collect prices. Review price after technical feasibility, documentation readiness, and process capability are visible. For a fair comparison, send the same RFQ pack to each supplier and score both commercial and technical items.
Recommended evaluation sequence:
1. Send fitment list, annual forecast, target markets, launch quantity, reorder frequency, and any OE cross-reference information already held by your team. 2. Request drawings, sample photos, material description, BOM scope, process flow, tooling status, and list of included gaskets, caps, plugs, or hardware. 3. Review the supplier’s quality system, including IATF 16949:2016 and ISO 9001:2015 certificate scope, calibration control, and nonconformance procedure. 4. Ask for a sample inspection report covering at least flange flatness, bolt-hole position, port diameter, pipe angle, bracket holes, thread gauge result, leak-test pressure, and hold time. 5. Confirm MOQ, price breaks, tooling charge, sample charge, private-label setup cost, sample lead time, production lead time, validation scope, packaging method, and payment terms. 6. Request a pilot lot with batch number, carton labels, leak-test summary, and first article report before releasing a larger stocking order. 7. Run pilot samples through warehouse receiving, fitment verification, installer feedback, and warranty-feedback process before full rollout.
A practical scorecard can weight technical fit 30%, quality-system evidence 20%, validation and documentation 20%, commercial terms 20%, and communication speed 10%. Adjust the weight if the programme is unusually price-sensitive or technically risky. But do not rank a supplier first on unit cost if it cannot provide leak-test data, dimensional reports, or traceability.
Driventus supports B2B buyers with technical cross-reference review, sample development, export packaging, and mixed engine-component sourcing. As an egr cooler mitsubishi supplier for independent aftermarket channels, the company focuses on repeatable production control, clear documentation, and careful fitment verification rather than unsupported approval claims. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Frequently asked questions
Provide engine application, year range, target market, expected volume, sample or drawing if available, packaging preference, and any buyer-supplied OE cross-reference. Photos of flanges, coolant ports, brackets, sensor bosses, labels, and gasket faces help reduce quotation errors. For faster pricing, include target MOQ, annual forecast, required documents, and whether gaskets, clamps, caps, or plugs must be included.
Yes. Driventus can support neutral or private-label packaging for qualified B2B orders, subject to MOQ, artwork approval, carton testing needs, and destination-market labelling requirements. Buyers should allow about 7–14 extra days for artwork, barcode, carton-size, and label approval when private-label packaging is added to an existing part.
No. IATF 16949:2016 and ISO 9001:2015 relate to quality management systems. They do not mean vehicle manufacturer approval or endorsement. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
If you are comparing suppliers for Mitsubishi-fit EGR coolers, send your fitment list, target volume, MOQ expectation, packaging requirements, and required test documents to [request a quote](/contact.html).