Dual Mass Flywheel Audi OEM Supplier | Driventus
Driventus supplies dual mass flywheels for Audi applications to aftermarket distributors, OEM and Tier-1 buyers, and repair-chain procurement teams that need OE-fit geometry, traceable production, and export-ready documentation. Driventus is an independent aftermarket manufacturer; Audi and other brand names are referenced for fitment identification only.
For buyers searching for a dual mass flywheel Audi OEM supplier, the sourcing decision should begin with engineering alignment, not headline price. Key variables include engine and transmission code, crankshaft bolt PCD, spline count, friction face diameter, ring gear tooth specification, flywheel offset, stack height, torsional damping angle, grease specification, balance grade, and runout limits.
We support drawing review, OE-benchmark comparison, first-article sampling, carton and pallet planning, and production scheduling for programmes where lead time, label control, audit evidence, and engineering change discipline matter as much as unit cost. When a part is being compared across suppliers, the right questions go beyond size match. Buyers should also verify the control plan, gauge method, traceability logic, material certificates, anti-corrosion packing, and the supplier’s ability to keep the process stable after PPAP-style sample approval moves into repeat volume.
What procurement teams should verify first
For Audi programmes, start with the vehicle application, engine code, transmission code, clutch type, starter configuration, and OE benchmark number before discussing price. A correct DMF has to align with the clutch assembly, starter interface, crankshaft mounting pattern, release system, and installed flywheel offset—not only the outside diameter. Two parts may look alike on a bench, yet behave differently after installation if the ring gear axial position, damping pack, free angle, or stack height is not matched to the transmission.
At RFQ stage, clarify the buying route. Is the part intended for direct replacement, private-label aftermarket distribution, repair-chain replenishment, or an OEM-style service programme? Each path may need a different evidence package, but the fitment baseline should not move: approved dimensions, validated damping behaviour, lot traceability, and consistent production control.
Use this checklist before sample approval:
- Vehicle application range, engine code, transmission code, clutch kit reference, and OE benchmark number
- Crankshaft bolt pattern, bolt quantity, PCD, thread clearance, bolt grade requirement, offset, and overall stack height
- Starter ring tooth count, ring gear outside diameter, axial location, chamfer direction, and starter pinion engagement clearance
- Hub spline count, spline form, input shaft compatibility, pilot location where applicable, and clutch disc interface
- Friction face diameter, step height, flatness, surface finish, and contact pattern against the clutch cover
- Idle torsional damping curve, spring pack configuration, primary and secondary mass rotation angle, and angular free-play limit
- Axial runout, radial runout, face runout, and measurement datum defined on the approved drawing
- Balance grade, correction location, operating speed reference, and acceptance criteria for the assembled unit
- Grease type, fill quantity or application method, seal condition, and contamination control for the internal damping mechanism
- Packaging method for corrosion prevention, transit shock, hub/ring-gear protection, and warehouse stacking
If you are building a shortlist, compare supplier claims against our catalog and review our quality system before awarding sample approval. The purpose is to remove fitment risk early, before the commercial team commits to annual volume, private-label rules, and delivery schedules. A qualified dual mass flywheel Audi OEM supplier should be able to explain these points plainly and connect the commercial offer to the technical file behind the part.
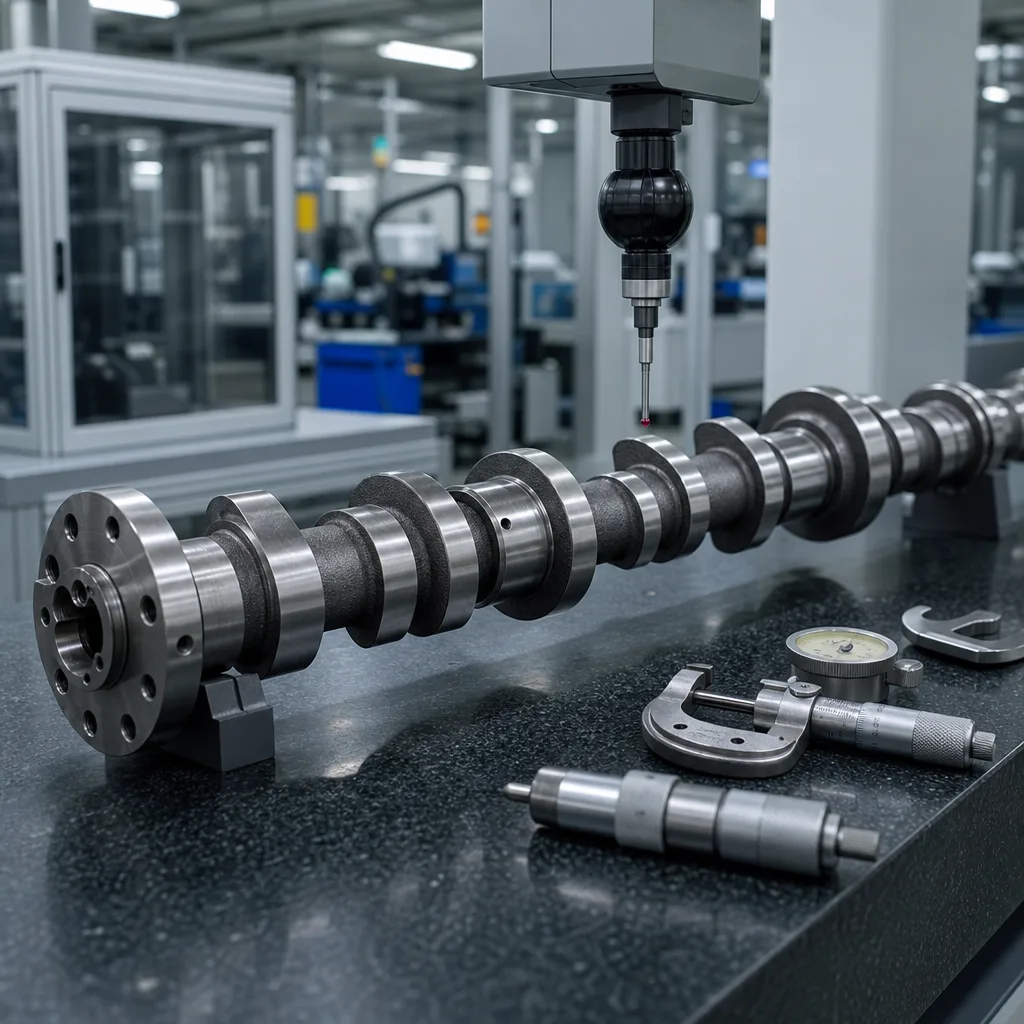
Technical controls that protect fit and durability
A dual mass flywheel is a dynamic torsional-damping assembly, so dimensional match is only part of the story. The unit must absorb crankshaft torsional vibration, preserve release feel, protect the gearbox from shock loading, and remain stable through repeated clutch heat cycles. In Audi applications, small deviations in balance, spring response, friction surface finish, ring gear position, or axial runout can show up after installation as idle rattle, clutch judder, starter noise, abnormal pedal feel, difficult gear engagement, or premature disc wear.
A good technical review separates critical-to-fit characteristics from critical-to-function characteristics. Critical-to-fit items confirm that the flywheel will install correctly with the crankshaft, starter, clutch, release system, and transmission bellhousing. Critical-to-function items confirm that the assembled unit will behave properly under torque pulses, heat, and operating speed. Both groups need defined tolerances, inspection frequency, calibrated gauges, and release records.
| Control item | Buyer expectation | Why it matters |
|---|---|---|
| Face geometry | Matches approved drawing for friction diameter, step height, flatness, and clutch cover contact pattern | Prevents chatter, slip variation, uneven bedding-in, and release-point inconsistency |
| Balance | Controlled after machining and again after assembly/correction; acceptance linked to the agreed balance grade and measuring plane | Reduces NVH, crankshaft stress, bearing load, and high-speed vibration claims |
| Axial and radial runout | Measured from the defined datum with dial indicator or CMM/fixture method and held to drawing tolerance for the exact application | Protects clutch engagement, release feel, disc life, and starter alignment |
| Spring and damper response | Verified against OE benchmark data or approved master-sample target for angular travel, hysteresis, and free play | Controls idle vibration, driveline shock, gear rattle, and transient torque spikes |
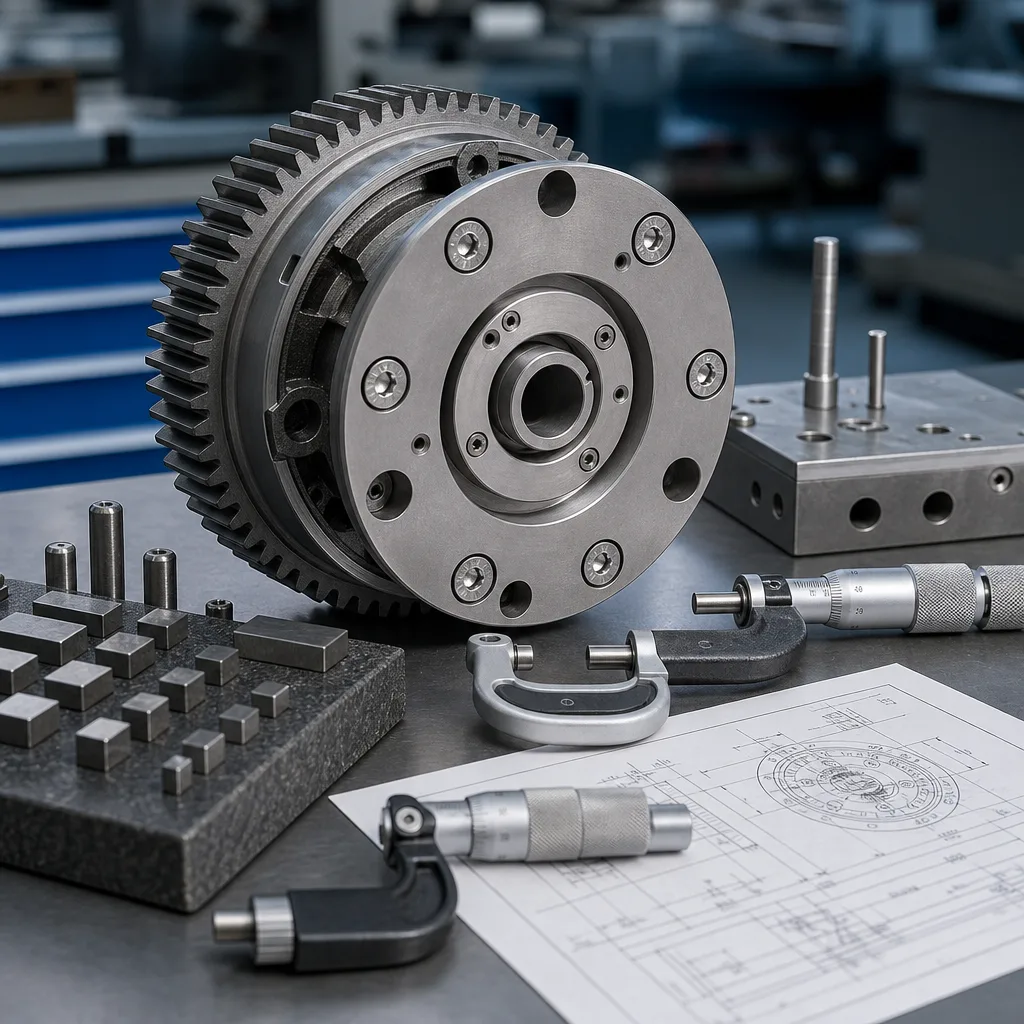
| Ring gear position | Tooth count, pitch, outside diameter, concentricity, chamfer orientation, and axial location confirmed | Prevents starter engagement noise, mis-mesh, and tooth damage |
| Surface condition | Friction face free of scoring, burrs, hard spots, oil/grease contamination, corrosion, and handling dents | Supports consistent coefficient of friction, bedding-in, and service life |
| Fastener interfaces | Threads, counterbores, bolt-seat flatness, mounting face, and crankshaft locating features verified | Reduces assembly risk, bolt loosening risk, and torque-retention issues |
| Lubrication and sealing | Grease specification, application volume, seal fit, and internal cleanliness controlled | Helps maintain damping consistency and prevents grease migration onto friction surfaces |