If you are sourcing a cylinder liner genesis manufacturer china, start with fit, bore geometry, metallurgy, and traceability before you look at unit price. Driventus supplies liners for aftermarket rebuilds, export distribution, and OEM/Tier-1 programs from Taizhou, Zhejiang, with controls aligned to IATF 16949:2016 and ISO 9001:2015. Driventus is an independent aftermarket manufacturer; brand names are used only to identify fitment. Before placing volume orders, buyers should verify nominal bore, OD, wall thickness, flange geometry, seal groove form, honing specification, machining allowance, corrosion protection, and carton-level traceability. This guide walks through the checks procurement teams should make, from dry-versus-wet liner selection and dimensional inspection records to audit questions, OE cross-reference discipline, and the documents that belong in a supplier file before trial-lot approval.
What buyers should verify first
When a program begins with a cylinder liner supplier in China, the first conversation should be technical, not commercial. Confirm the engine family, application model, liner type, drawing revision, nominal bore, finished or semi-finished condition, and whether the part is a dry liner, wet liner, flanged liner, or repair sleeve. A quote only has value when it is tied to a controlled specification. A price based only on an OE number, photo, or sample description leaves too much open to interpretation.
For a Genesis-related replacement or service program, verify the exact engine code and rebuild scenario before comparing suppliers. The same vehicle platform may carry different displacement, block material, coolant jacket layout, or service history across markets. Procurement should confirm whether the liner is for standard-bore repair, oversize machining, sleeving a damaged block, or volume distribution as a finished aftermarket component. Each case affects the tolerance band, honing target, machining allowance, and acceptance inspection.
The first supplier checklist should cover bore diameter, outside diameter, wall thickness, flange height where applicable, chamfer detail, oil-retention surface pattern, and packaging identification. For wet liners, add seal groove width, depth, radius, land finish, outside surface protection, cavitation-resistance requirements, and coolant-side corrosion control. For dry liners, focus on interference fit, crush or press-fit stability, OD roundness, and whether the liner must be supplied semi-finished for final boring and honing after installation.
For buyers building an approved-source list, start with our catalog, then review the broader engine components range and the supplier quality system. That sequence keeps sourcing tied to the actual part family instead of a price sheet alone.
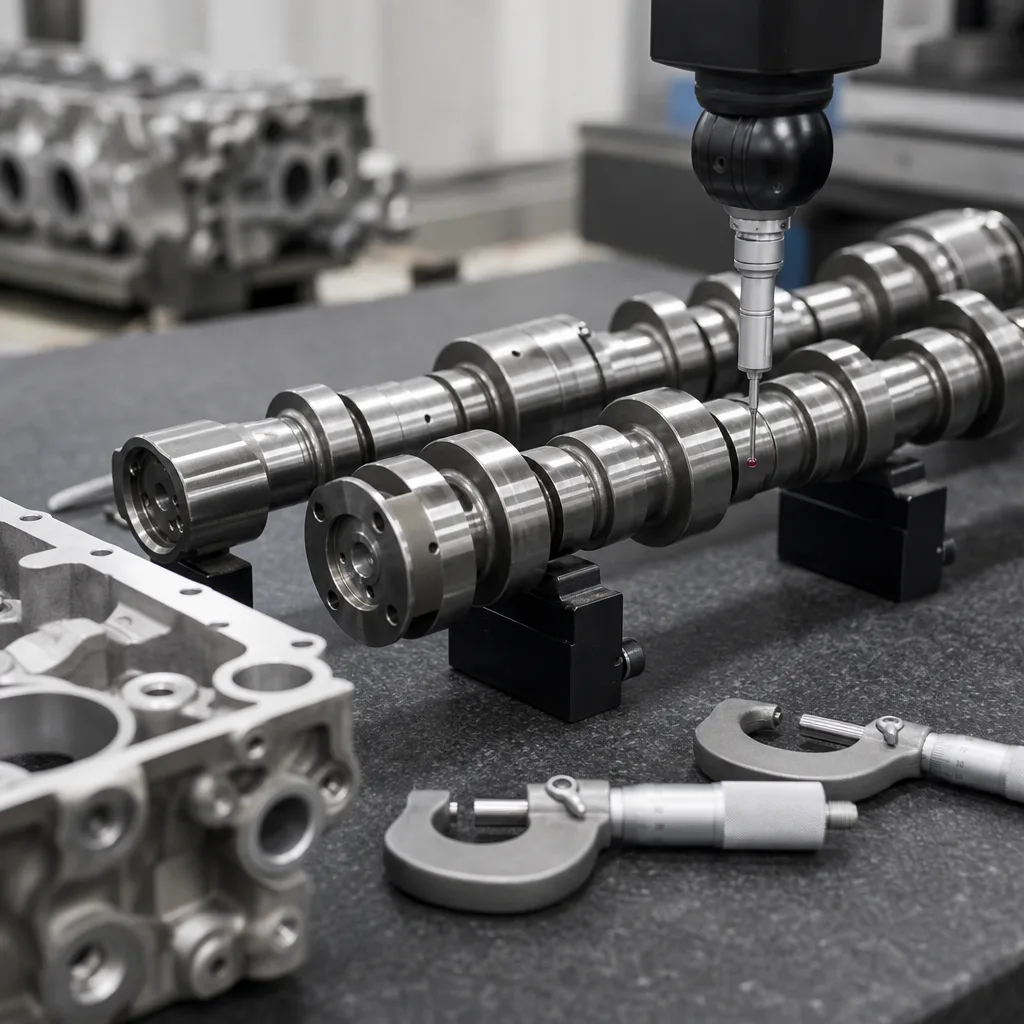
A practical rule: if the supplier cannot explain how critical dimensions are measured, the offer is not ready for commercial comparison. Ask whether bore size is checked with an air gauge, dial bore gauge, CMM, or calibrated plug system; where the measurement planes are located; whether readings are taken at 20 deg C or under a documented shop-floor compensation method; and how nonconforming liners are tagged, isolated, and dispositioned. Those answers say more about supplier readiness than a low sample price.
Materials and liner construction
Most cylinder liner programs follow one of three construction routes: grey cast iron, alloyed cast iron, or centrifugally cast liner stock. Each option brings a different balance of wear resistance, machinability, thermal stability, damping, and cost. The right choice depends on cylinder pressure, cooling exposure, piston ring coating, fuel type, service interval, and whether the buyer needs a finished liner or a semi-finished blank for local machining.
Liner type
Typical use
Procurement note
Grey cast iron
General-purpose passenger and light commercial engines
Confirm hardness range, graphite form, pearlite content, and wear data rather than accepting only a grade label
Alloyed cast iron
Higher-load or higher-temperature duty cycles
Check Cr, Mo, Ni, Cu, or other alloy additions, heat treatment if used, and the material certificate by heat/lot number
Centrifugally cast liner stock
Heavy-duty or high-wear applications
Verify density, inner-wall soundness, OD cleanup stock, and remaining machining allowance after boring and honing
</tr></thead><tbody> </tbody></table>Material control should go further than a generic grade name. Ask for the chemical composition range, hardness target, microstructure acceptance standard, and any alloying elements used to improve wear, scuffing resistance, corrosion resistance, or thermal performance. Where ring compatibility is critical, the supplier should be able to discuss how plateau honing, crosshatch angle, Rk/Rpk/Rvk values, and oil film retention affect piston ring coating and break-in behavior.
Construction details also shape inspection and installation. A flanged liner needs stable collar geometry because the flange controls seating load and deck relationship. A wet liner needs reliable seal grooves, corrosion protection, and outside diameter control because it is exposed to coolant, O-ring compression, and combustion load transfer. A dry liner depends on consistent outside diameter, wall thickness, and bore concentricity because its heat transfer and stability come from fit inside the parent bore.
For export documentation, material declarations should align with REACH (EC) No 1907/2006 where applicable. Factory systems should be certified to IATF 16949:2016 and ISO 9001:2015, since the certificate set is often the fastest way to screen out weak suppliers before samples are shipped. Certificates are only the starting point. Buyers should match them against batch records, heat numbers, melt chemistry, hardness readings, and inspection data for the liners actually being supplied.
Dimensional control and inspection records
Cylinder liners usually fail sourcing reviews when the supplier cannot show stable inspection data. Ask for the actual report format, not a summary sheet. A useful report identifies the part number, drawing revision, production lot, inspector, gauge type, gauge ID, calibration status, inspection date, sampling plan, and measured values against tolerance. For repeat orders, it should let a buyer compare one lot with the next instead of seeing only pass/fail marks.
The core checks should include:
Bore diameter at top, middle, and bottom measuring planes
Taper, ovality, roundness, and cylindricity
Wall thickness at the specified clock positions
Outside diameter and press-fit or sealing diameter
Concentricity between ID and OD where specified
Flange height, deck protrusion, or collar geometry
Seal groove width, depth, radius, and land finish for wet liners
Chamfer, lead-in, and edge-break control
Surface roughness after honing or finish machining
Crosshatch angle and plateau finish where a finished bore is supplied
Hardness and microstructure where the drawing requires it
Visual control for cracks, porosity, dents, scoring, rust, and machining chatter
Surface finish deserves close attention because it affects oil retention, ring seating, blow-by, and early-life wear. If the liner is supplied finished, specify the roughness parameters that matter for the application instead of relying on a broad phrase such as "honed finish." Many buyer drawings call out Ra plus functional parameters such as Rz, Rk, Rpk, and Rvk. Where those are not defined, the supplier should at least state the honing stone process, target crosshatch angle, and inspection instrument. If the liner is supplied semi-finished, define boring stock, honing allowance, stock condition, and whether final sizing after installation is the buyer's responsibility.
A mature supplier should also provide lot traceability, gauge calibration records, raw-material certificates, first-article results, and nonconformance handling records. For higher-risk programs, request a PPAP-style file or customer-specific approval package with dimensional layout, material evidence, process flow, PFMEA, control plan, measurement-system evidence, and sample approval. The value is not the paperwork itself. It is the proof that the same dimensions can be repeated in the next production lot.
Before releasing a volume order, ask the supplier to measure multiple liners from the same pilot batch and show the spread of results. Stable averages are useful, but the range, standard deviation, and trend show whether the process is centered. This is especially important for bore, wall thickness, flange height, seal grooves, and press-fit diameters, where a small drift can lead to installation complaints, coolant leakage, abnormal ring wear, or warranty exposure.
MOQ, lead time, and factory audit questions
For procurement teams, the commercial structure matters as much as the metal. Ask whether the supplier quotes separate prices for samples, tooling, core boxes or centrifugal casting setup, machining fixtures, gauges, packaging, inspection, and production volume. Make sure the minimum order quantity is tied to the actual process route, because cast, centrifugally cast, machined, semi-finished, and finished-honed variants do not behave the same way in production planning.
A realistic supply plan separates sample lead time, pilot lot lead time, and repeat-production lead time. Samples may depend on drawing confirmation, material availability, and CNC/honing setup. Pilot lots may require first-article inspection, packaging validation, corrosion-prevention validation, and export documentation. Repeat production depends on raw-material availability, casting schedule, heat-treatment queue, machine capacity, final inspection, and packing capacity. If a supplier quotes one flat number for every stage, the schedule is probably not based on real capacity.
Useful audit questions include:
What casting route and material grade are used for this liner?
What chemical composition and hardness ranges are controlled for the lot?
What is the heat-treatment or stress-relief route, if any?
Which machining operations are in-house and which are outsourced?
How are incoming raw materials identified and segregated?
How are heat numbers or batch numbers linked to finished cartons?
What gauges are used for bore, roundness, wall thickness, flange height, and seal grooves?
How often are gauges calibrated, and who controls gauge records?
What is the first-pass yield for this part family?
How are nonconforming liners marked, stored, and dispositioned?
How are cartons, labels, VCI protection, separators, and pallet loads protected for export?
Who approves drawing changes, packaging changes, or substitute materials?
For international buyers, packaging is not cosmetic. Cylinder liners are heavy precision parts, and weak carton burst strength, missing separators, inadequate VCI paper or anti-rust oil, unprotected flanges, or mixed labels can create receiving problems even when the parts are dimensionally correct. Confirm inner packing, carton weight, pallet height, barcode format, country-of-origin marking, desiccant or VCI requirement, and whether mixed-SKU cartons are allowed.
For custom packaging, drawings, or private-label documentation, custom manufacturing should be part of the commercial discussion from day one. The buyer should also agree on Incoterms, AQL or 100% inspection responsibility, sample-retention rules, claim evidence, and the process for handling replacement, credit, or sorting costs. Clear commercial rules help protect the technical approval once orders move from pilot to repeat production.
OE cross-references and custom manufacturing
In cylinder liner sourcing, OE references are useful for fitment control, but they cannot replace the drawing. When a buyer asks for an OE cross-reference, the supplier should map the application, engine code, revision level, bore size, flange form, wet/dry construction, and any superseded version before quoting. That is the most reliable way to avoid dimensional drift between replacement batches, especially when parts are sold across multiple export markets.
For a cylinder liner genesis manufacturer china search, buyers should handle brand and model terminology carefully. Genesis-related applications may be described by vehicle model, engine family, displacement, OE reference, aftermarket interchange, repair size, or local catalog number. Reconcile those references before sampling. The supplier should confirm whether the part matches a direct replacement liner, a repair sleeve, a semi-finished machining blank, or a custom service solution for engine rebuilders.
Custom manufacturing is often justified when the program needs a different alloy, hardness range, honing spec, OD finish, seal groove detail, chamfer form, corrosion protection, or packaging format. It is also the right route when the customer wants a controlled interchange between multiple engine platforms or private-label distribution channels. In those cases, the supplier should document the nominal dimensions, tolerance stack, material requirement, surface specification, inspection method, sample size, and acceptance criteria before tooling starts.
Buyers should also define how future changes will be controlled. If the OE reference is superseded, if the customer's catalog changes, or if a machining allowance is revised, the supplier should issue an updated drawing or specification confirmation and preserve the previous revision for traceability. Without that discipline, a technically acceptable first shipment can turn into an inconsistent repeat-supply program.
Driventus supports B2B sourcing for distributors, OEM/Tier-1 buyers, and multi-location repair chains that need repeatable supply rather than catalogue-only availability. For direct commercial contact, use request a quote.
Frequently asked questions
Ask for the drawing revision, material certificate, dimensional inspection report, hardness data if specified, calibration records, and lot traceability. For export programs, request REACH declarations and a certificate set aligned to IATF 16949:2016 or ISO 9001:2015.
Compare installation method, cooling path, sealing requirements, and serviceability. Dry liners rely on interference fit, parent-bore contact, and bore stability; wet liners need O-ring groove control, outside diameter control, coolant-side corrosion resistance, and cavitation protection. The correct choice depends on the engine design, not on unit price alone.
Yes, if the drawing, tolerance band, inspection method, material requirement, and packaging specification are defined early. Custom packaging, barcode labels, VCI protection, carton strength, pallet limits, and mixed-SKU plans should be agreed before tooling or pilot production so repeat shipments stay consistent.
If you need sample review, drawing feedback, or volume pricing, use our [request a quote](/contact.html) page.