Cylinder head sourcing is where fitment data, metallurgy, machining discipline, and commercial risk meet. A head can match the engine code and still fail if the deck finish is wrong, a coolant gallery is porous, a cam bore drifts out of line, or export packaging damages a sealing face before installation. Buyers need cylinder head specifications that separate controlled engineering requirements from catalog assumptions. This guide gives sourcing engineers, category buyers, and import managers a practical way to evaluate materials, casting controls, tolerances, valve-train interfaces, leak testing, traceability, documentation, fitment data, MOQ, price drivers, lead-time planning, and RFQ content. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and supplies B2B customers in 60+ countries. Production and inspection processes are managed under IATF 16949:2016 and ISO 9001:2015. Driventus is an independent aftermarket manufacturer; brand names and OE references are used only to identify fitment.
Decision framework: define the controls before you compare prices
Start with the surfaces and passages that can stop an engine, not with the easiest fields in a catalog. A cylinder head drawing or sourcing specification should control every interface that affects compression sealing, combustion stability, camshaft alignment, oil supply, and coolant flow. For replacement programs, that usually means OE part-number cross-references, engine code, model-year range, fuel type, valve count, induction type where relevant, and emissions configuration. If the buyer uses internal SKUs, keep commercial fitment mapping separate from the controlled technical drawing so revision control stays clean.
Typical values vary by engine design, gasket system, and OEM drawing. Still, an RFQ should never leave critical features to “supplier standard tolerance.” Reserve that phrase for non-critical packaging or cosmetic details, not combustion, oil, coolant, or valve-train interfaces.
Key dimensions usually include:
Specification item
Typical control point
Practical RFQ target
Deck flatness
full gasket face and local areas between cylinders
commonly 0.03–0.05 mm overall unless OE drawing states otherwise
Deck surface roughness
Ra or Rz defined by gasket type
MLS gaskets often require Ra 0.4–1.2 µm; composite gaskets may allow rougher finishes
Cam bore alignment
datum-based positional control
bore-to-bore alignment often held within 0.02–0.04 mm for OHC heads
Valve guide bore
diameter, roundness, and perpendicularity
stem-to-guide clearance typically controlled in 0.01 mm increments
Valve seat geometry
seat angle, width, and runout
45° seat common; runout often ≤0.03 mm; width commonly 1.0–2.0 mm by application
Combustion chamber volume
chamber-to-chamber variation
normally controlled within ±0.5–1.0 cc for replacement heads
Bolt hole position
thread, depth, and location
confirm thread class, minimum full thread depth, and dowel relationship
Coolant and oil passages
port location and casting cleanliness
no loose sand, chips, shot, or blocked galleries after washing
</tr></thead><tbody> </tbody></table>Before approving first articles, request the current control plan, inspection frequency, gauge method, and sample dimensional report. A workable sample set is often 3–5 pieces per part number for stable existing tooling, or 5–10 pieces when new tooling, new machining fixtures, or a new assembled-head configuration is being validated. For aftermarket distribution, confirm whether inspection is organised by part number, engine family, tooling set, or batch. Part-number-level reporting is best for mixed-model stocking programs because similar castings can require different machining, plugs, or sensors.
Spec deep-dive: alloys, casting routes, and repair rules
Material language must be specific enough for purchasing, engineering, and quality teams to enforce. Most modern passenger-car and light-commercial cylinder heads use aluminium alloy castings. Some heavy-duty, industrial, and older applications use cast iron. The right choice depends on combustion pressure, thermal load, weight target, corrosion exposure, service life, and compatibility with the block and gasket system.
For aluminium heads, buyers commonly see Al-Si casting alloys such as A356, A356.2, AC4B, ADC12, or local equivalents. The correct grade, however, must follow the drawing or approved reference sample. Gravity die casting and low-pressure casting are typical for higher-integrity aluminium heads; sand casting may suit lower-volume or complex service applications. Heat-treated aluminium heads often target a T6 condition, with hardness commonly in the 75–95 HB range depending on alloy and design. Cast iron heads should define tensile class, such as 250–300 MPa grey iron where applicable, plus hardness range. “Good material” is not a specification.
Cast iron heads: confirm tensile-strength class, hardness range, graphite structure where applicable, and magnetic-particle or dye-penetrant crack inspection method.
Valve seats and guides: define material grade, interference fit, insertion depth, and post-insertion machining sequence; seat-ring interference is often specified around 0.05–0.10 mm depending on diameter and material.
Core cleanliness: require controls for residual sand, shot, chips, burrs, and loose debris in oil and coolant galleries; use borescope checks or white-cloth flushing checks for high-risk passages.
Repair policy: state whether weld repair, impregnation, thread repair, or cosmetic dressing is allowed, and how repaired parts are identified.
For higher-volume programs, Driventus can support custom manufacturing based on buyer drawings, samples, or approved reference specifications. Custom projects should define target annual volume, tooling ownership, change-control responsibility, PPAP expectations where required, and packaging standards for the destination market. New tooling economics normally depend on annual demand, casting complexity, number of cores, machining fixtures, and whether the buyer requires exclusive tooling use.
Tie material documentation to batch traceability. Do not accept a generic certificate reused across shipments. At minimum, request material certificates, heat treatment records where applicable, hardness results, and internal lot numbers that connect casting, machining, pressure testing, final inspection, and shipment release. For a new supplier, ask for three recent batch records from the same casting family before placing a production order. That simple request often shows whether the process is stable or the paperwork appears only when an audit is scheduled.
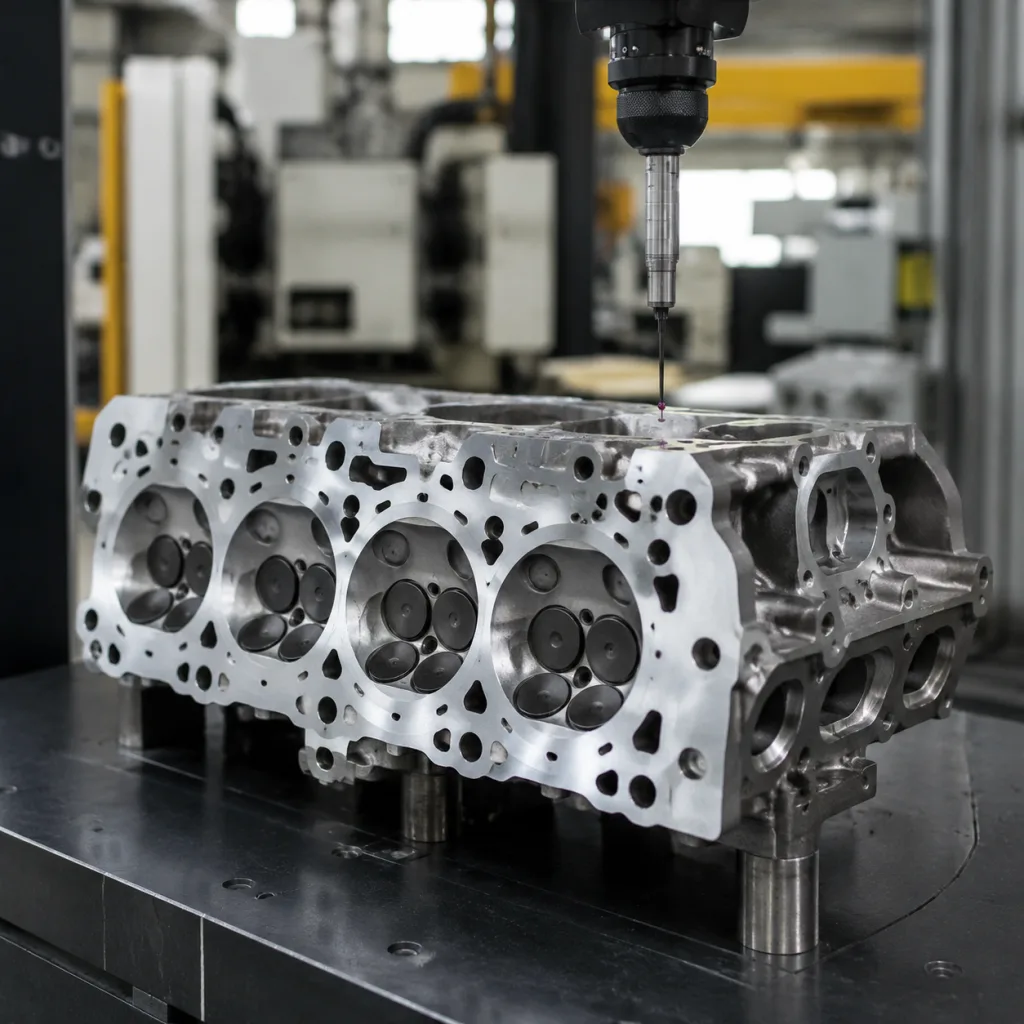
Failure modes: where machining defects become warranty claims
A sound casting can still become a poor cylinder head after machining. The risk is often hidden in features that are hard to inspect by eye: camshaft journals, valve guide bores, injector or spark plug seats, bolt holes, dowel locations, oil feeds, and gasket faces. These points need process capability data, not only end-of-line visual approval.
A practical procurement specification should define:
Datum scheme for the deck face, cam axis, and locating holes, including which datum controls each machining operation
Deck surface finish compatible with the specified gasket design, with Ra, Rz, and lay direction if required
Valve seat runout, seat angle, contact width, and the cutter or grinding sequence used after guide installation
Guide-to-seat concentricity after final machining, not before seat finishing
Thread gauges for spark plug, injector, sensor, water outlet, exhaust stud, and head-bolt holes
Plugging, washing, drying, and cleanliness method for galleries after machining
Burr limits around oil feed holes, coolant ports, combustion chambers, and bolt holes
Protection of machined faces during work-in-process handling and export packing
Working targets should be measurable. Spark-plug and injector seat sealing surfaces should show no chatter, dents, or radial tool marks. Bolt-hole threads should pass go/no-go gauge confirmation. Machined dowel positions are often held within ±0.03–0.05 mm where they locate the head to the block or fixtures. Valve guide inside diameter, valve stem clearance, and cam bore diameter should be measured with calibrated air gauges, bore gauges, or CMM programs rather than calipers. For higher-volume programs, request Cpk data on the top 5–10 critical characteristics; a capable process should normally show Cpk ≥1.33 after stabilization, with tighter internal action limits before parts reach the customer.
Deck finish is a repeat offender. Too rough, and the gasket may not seal. Too smooth, and the gasket may not grip as intended, depending on coating and construction. Do not approve a head from photos alone. Require profilometer data for the deck surface during first-article inspection, after major tooling or cutter changes, and during periodic production audits. For MLS-gasket applications, also confirm that the milling pattern has no deep scratches crossing fire-ring areas.
For repair-chain customers, batch-to-batch repeatability is as important as nominal conformity. A technician expects the same gasket, bolt set, camshaft, sensors, manifolds, and timing components to install without rework. Compare supplier inspection data with installation feedback from multiple branches before increasing volume. If branches repeatedly report tapping, deburring, plug replacement, or cam-cap fitting work, treat it as a supplier process problem, not a workshop preference.
Evidence package: what inspection documents must prove
Cylinder heads should be released through dimensional inspection and functional testing. A certificate is useful only when it links to a defined inspection plan, acceptance criteria, calibrated equipment, and traceable batch records. If the report cannot be tied to the lot in your shipment, it is not strong evidence.
Recommended evidence for sourcing review:
Evidence
What to verify
When to request
Dimensional report
Critical dimensions, datums, gauges used, actual readings
First article, process change, and periodic audits
Pressure test record
Coolant jacket and oil passage leak criteria
100% test or every batch, as agreed
Hardness record
Casting and insert hardness where specified
Batch release
Material certificate
Alloy or iron grade, chemistry, melt or heat number
Porosity, dents, burrs, casting marks, repaired areas
Before shipment
Traceability label
Part number, lot, date, inspector or line code
Every carton or pallet
</tr></thead><tbody> </tbody></table>Pressure testing should state the medium, pressure, hold time, temperature, and acceptance limit. Common production checks use air-under-water or dry air decay for coolant jackets, often at 3–6 bar for 20–60 seconds depending on design. Oil galleries may need a separate lower-volume leak test because small drilled passages can mask leakage if tested only through the coolant circuit. Buyers should define whether 100% pressure testing is mandatory. For cylinder heads, it usually is; one porous casting can create an expensive engine failure and warranty claim.
Driventus operates a quality system aligned with IATF 16949:2016 and ISO 9001:2015. For importers selling into regulated markets, documentation may also need to address REACH (EC) No 1907/2006 for chemical substance compliance in the European Union. Vehicle emissions rules such as ECE R-83 may affect vehicle-level compliance, but they do not replace component-level dimensional checks, material verification, pressure testing, or cleanliness controls.
Define the nonconformance workflow before the first shipment. The supply agreement should state containment timing, replacement or credit method, evidence required for claims, return or scrap procedure, and whether the supplier must provide corrective action reports using 8D or an equivalent format. For urgent quality issues, require initial containment within 24–48 hours, root-cause analysis within 5 working days, and verified corrective action with the next shipment unless tooling modification is needed.
Comparison lens: fitment, packaging, MOQ, and landed cost
Technical approval does not finish the sourcing decision. Import managers also need reliable fitment data, export packaging, and predictable replenishment. Cylinder heads are high-value, damage-sensitive components, so packaging design should be validated before the first container shipment or urgent air order.
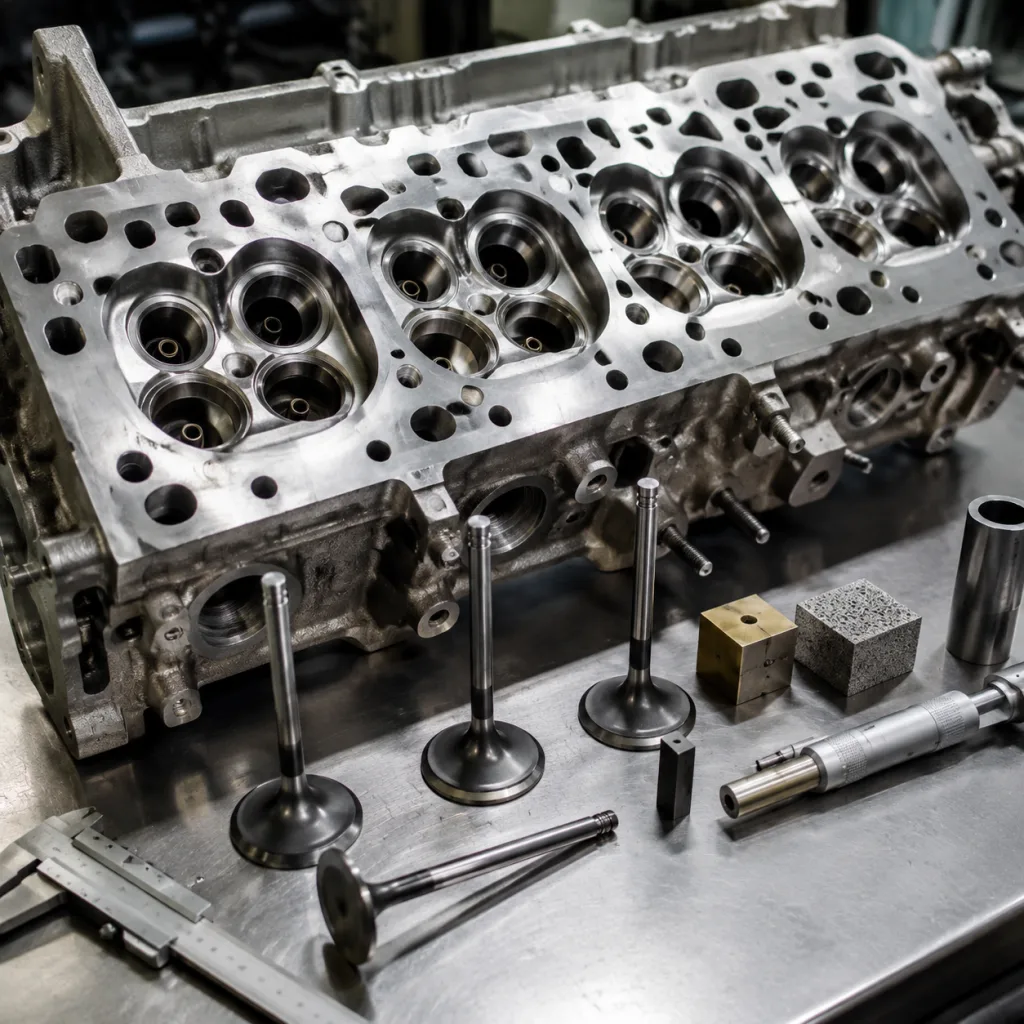
Supplied condition: bare head, semi-assembled head, fully assembled head, or head kit
Included components: valves, springs, seals, seats, guides, plugs, studs, sensors, cam caps, or pre-installed fittings
Excluded components that distributors or workshops must source separately, especially bolts, gasket sets, camshafts, and timing parts
Carton drop resistance, pallet stacking limits, moisture control, VCI or oil protection, and machined-face guards
Barcode format, label language, country-of-origin marking, batch traceability, and private-label artwork approval
MOQ, lead time, forecast window, replenishment rhythm, and safety-stock plan
Packaging should protect the deck face, cam journals, threaded holes, and protruding studs from carton impact. A practical export pack uses shaped foam or molded pulp supports, a sealed inner bag, desiccant where humidity risk is high, and a double-wall or heavy-duty carton. For pallet shipments, define maximum stacking height, gross weight per pallet, edge protection, strap method, and whether pallets must meet ISPM 15. Before the first order is released, ask for pre-shipment photos of carton layout, pallet build, labels, and random opened cartons.
Our cylinder head range and related engine parts can be reviewed in our catalog. For buyers consolidating engine-component programs, the engine component category page can also support range planning and cross-sell analysis: engine components.
Compare suppliers on landed cost, not unit price. Include tooling amortisation, MOQ, sea or air freight, duty, inspection cost, claim allowance, packaging upgrades, and inventory carrying cost. For established aftermarket part numbers, MOQ may be negotiated by carton or pallet quantity; for slow-moving or new-tooled items, suppliers may require 50–200 pieces per part number or a casting-batch minimum. Lead time is often 30–45 days for repeat machined stock, 45–75 days for assembled heads or mixed models, and 90+ days when new tooling, PPAP, or custom packaging is required. A low purchase price disappears quickly if each shipment needs sorting, machining correction, relabelling, or repacking.
Step-by-step RFQ: build a quote suppliers can price accurately
A strong RFQ makes suppliers quote the same object. A weak RFQ produces mismatched prices, slow samples, and avoidable arguments after inspection. For a new program, provide the engine application, annual volume estimate, target market, supplied condition, quality documentation requirements, and any private-label packaging needs. If the part is intended as an aftermarket replacement, include OE cross-reference format where available, such as OE 06A… or OE 11251…, without implying approval by the vehicle manufacturer.
Useful RFQ fields include:
Target part numbers, engine codes, and controlled cross-reference list
Bare, semi-assembled, fully assembled, or kit configuration, with every included part listed
Required gasket surface finish, flatness tolerance, and inspection method
Pressure test pressure, hold time, leak limit, and test frequency
Material certificates, hardness records, heat-treatment records, and batch traceability requirements
Sample quantity, dimensional report format, CMM points, and approval process
Annual forecast, first order quantity, MOQ expectation, and replenishment plan
Target price basis, such as EXW, FOB Ningbo/Shanghai, CIF destination, or DDP if supported
Destination country, import documentation, REACH or other market requirements where applicable
Packaging, labelling, palletisation, barcode standard, private-label artwork, and carton test requirement
For price comparison, ask suppliers to separate tooling, sample charge, unit price, insert and valve-train cost, packaging cost, and freight basis. This makes quotations comparable when one supplier prices a bare head EXW and another quotes an assembled head FOB with private-label cartons. Also state whether the quoted price is valid for 30, 60, or 90 days and which raw-material or exchange-rate movements trigger renegotiation.
For OEM, Tier-1, distributor, and repair-chain programs, Driventus can review drawings, samples, or existing supplier specifications and return a manufacturability assessment. The most efficient projects use a shared specification sheet before tooling, sampling, or price confirmation begins. Buyers can request a quote with drawings, photos, target part numbers, forecast volumes, target MOQ, required delivery date, and preferred trade term.
Frequently asked questions
Deck flatness, deck surface finish, cam bore alignment, valve guide clearance, valve seat runout, combustion chamber volume, bolt-hole position, pressure-test results, cleanliness controls, and material records are usually the highest-priority checks. Buyers should request actual measured values, not only pass/fail marks, during first-article approval.
A bare head gives more flexibility when the buyer controls valves, springs, seals, and final assembly. An assembled head can reduce workshop time and sourcing complexity, but the RFQ must define every included component, excluded component, torque or installation requirement, and inspection requirement.
Supplier management is commonly reviewed against IATF 16949:2016 and ISO 9001:2015. Chemical compliance may involve REACH (EC) No 1907/2006 for EU markets. Vehicle emissions standards such as ECE R-83 may affect the vehicle system, but they do not replace part-level dimensional, material, cleanliness, and leak-test validation.
If you are comparing cylinder head suppliers, Driventus can review your drawings, samples, target part numbers, forecast volumes, MOQ expectations, and delivery window before quoting. Send the project details through /contact.html