Cylinder Head OEM Supplier: Sourcing Guide for Buyers
A cylinder head is a precision casting and machining assembly, so buying decisions depend on dimensional control, material consistency, and process traceability. For procurement teams, the practical questions are specific: can the supplier hold deck flatness to the drawing limit, control valve seat concentricity and guide bore size, and repeat those results across production lots? Buyers also need MOQ, sample timing, production lead time, and clear escalation rules when a lot misses spec. That matters when sourcing replacement supply for aftermarket distribution, private label programmes, or OE-style component programmes. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. This article explains what buyers should verify when selecting a cylinder head OEM supplier, including certification, audit readiness, validation testing, tooling support, and the commercial logic behind first order, repeat order, and forecast-based pricing. It also shows where cross-reference data, custom manufacturing, and controlled quality records fit into the sourcing process for buyers in the EU, UK, US, Canada, Australia, and Brazil.
What buyers should verify first
A cylinder head purchase starts with fitment, material grade, machining control, and measurable acceptance criteria. Procurement teams should ask for drawing confirmation, OE cross-reference data where available, and a sample inspection report before releasing a purchase order. The most useful quote is one that ties each application to a control plan and states the exact inspection method used.
Minimum checks
- Casting material: aluminium alloy such as A356-T6 or cast iron such as GG25/GJL-250, depending on engine family and thermal load
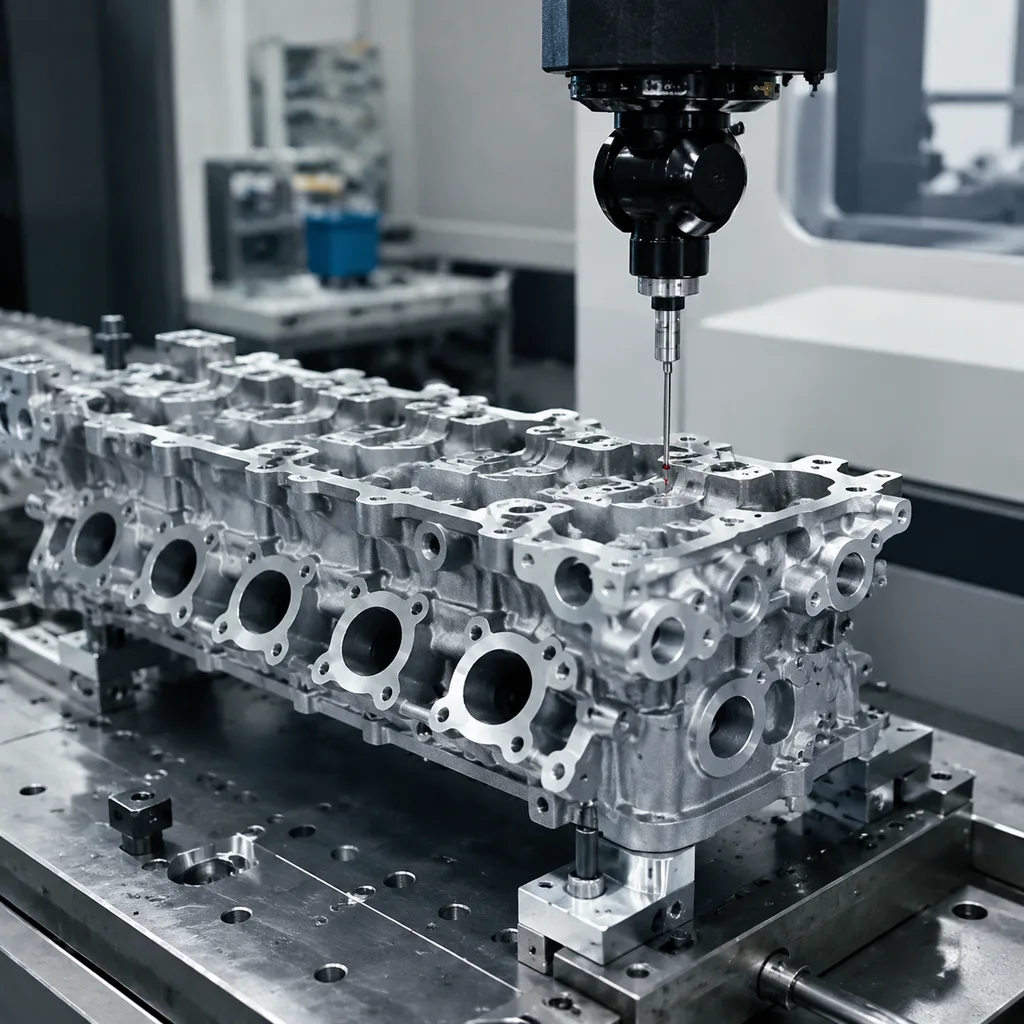
- Machined datums: deck face, cam bore, valve seat, guide bore, spark plug seat or injector bore where applicable
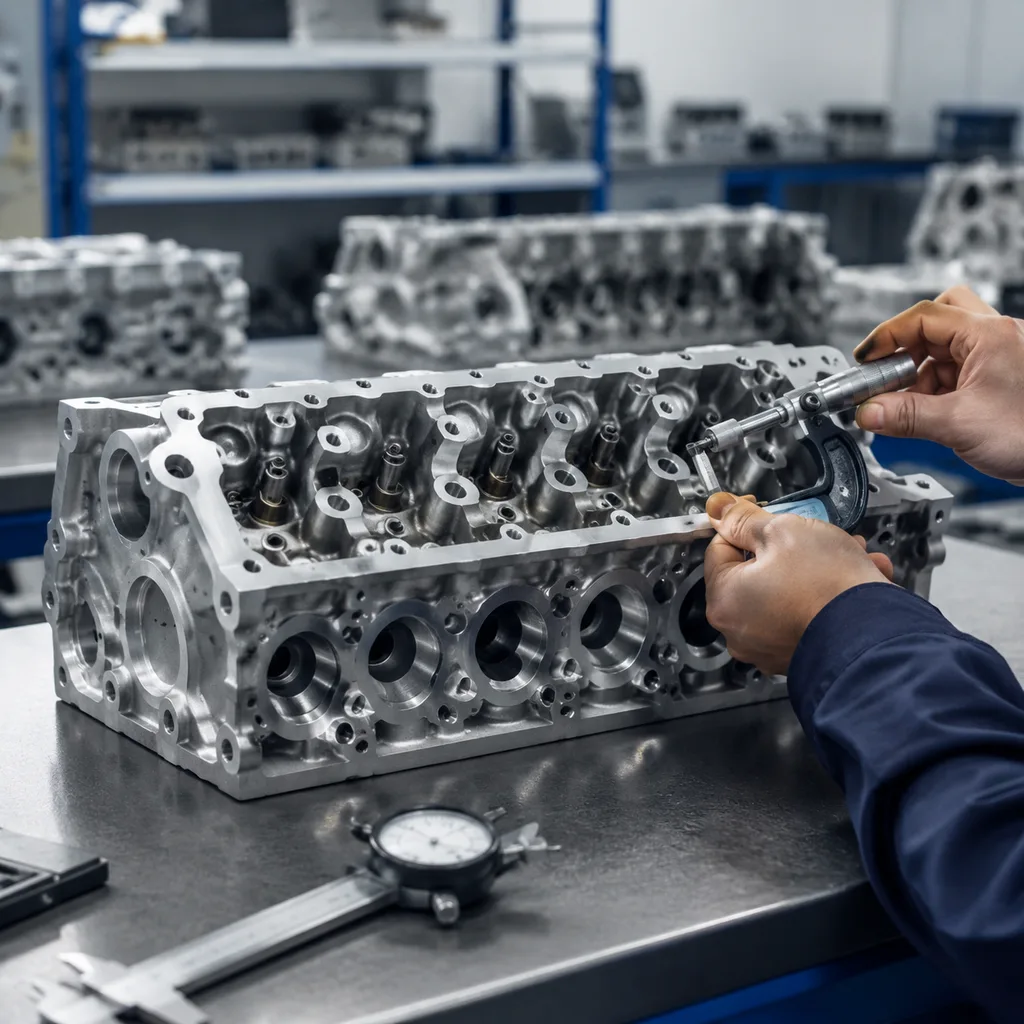
- Flatness target: typically 0.03-0.08 mm across the gasket surface after final machining, confirmed against the buyer drawing or approved sample
- Seat and guide control: valve seat concentricity and guide bore size recorded against the approved tolerance stack, not just nominal dimensions
- Pressure integrity: coolant jacket leak test and crack inspection at 1.0-2.0 bar air or the customer’s specified method
- Traceability: heat number, batch number, casting date, machining lot, and final inspection record
For multi-market supply, also confirm whether the supplier can support packaging, barcoding, and country-specific documentation. If you are building a line card, start with our catalog and compare the engine families against your demand forecast. For first-round pricing, ask the supplier to separate tooling, sample, production, and freight so the landed cost is transparent.
Why certification matters in sourcing
For regulated B2B supply, certification is a screening tool, not a substitute for sample approval. A serious cylinder head OEM supplier should operate under documented process control and maintain records that support repeatability. Buyers should expect certificates to be current, scope-specific, and backed by real inspection data rather than generic marketing claims.
Driventus works to our quality system, with IATF 16949:2016 and ISO 9001:2015 as the baseline framework for process control, corrective action, and traceability. For export programmes, buyers may also need material and chemical compliance evidence aligned with REACH (EC) No 1907/2006, especially where coatings, sealants, or secondary materials are involved. Where the customer requires product approval, the supplier should be able to support PPAP-style submissions at the level agreed in the RFQ.
Typical document set
- ISO/IATF certificates with scope and expiry date
- Incoming material inspection records and mill certificates where applicable
- In-process and final inspection reports with sampling plan and measurement device IDs
- Leak test and pressure test records, including pass/fail criteria
- Gauge calibration schedule and MSA/GR&R evidence when requested
- PPAP-style submission pack or first-article pack when required by the customer
If your programme includes private label or engineered variants, custom manufacturing helps align casting, machining, and packaging with the buyer’s specification. A good RFQ should state the target annual volume, forecast ramp, and whether the buyer expects exclusive tooling or shared tooling economics.
Technical points that affect fitment
Cylinder heads fail commercially when the part fits on paper but not in assembly. Buyers should focus on the controlled dimensions that affect valve train geometry, sealing, and thermal stability. The practical question is not only whether the part matches the OE number, but whether the supplier can keep every critical feature inside the same tolerance window from sample to mass production.
| Control point | What to confirm | Typical buyer target |
|---|---|---|
| Deck flatness | Measured after final machining | 0.03-0.08 mm over the sealing face, or drawing-specific limit |
| Valve seat concentricity | Compared with valve guide axis | Commonly within 0.02-0.05 mm TIR, per drawing |
| Guide bore size | Held to drawing tolerance | Usually ±0.01-0.02 mm depending on stem diameter |
| Cam bore alignment | Verified on the assembly line | Within the OEM fixture requirement, often under 0.05 mm total runout |
| Pressure test result | Leak-free to approved method | No bubbles or pressure decay beyond the agreed threshold |
| Surface roughness | Checked on gasket face and seat areas | Often Ra 0.8-1.6 µm on sealing faces, per spec |