Crankshaft Volvo Manufacturer China: Sourcing Guide
A crankshaft failure is expensive long before the part itself is counted. It can create bearing damage, comeback claims, lost workshop confidence and slow-moving inventory that cannot be sold into the intended application. That is why selecting a crankshaft Volvo manufacturer China partner should start with fitment control and process evidence—not a price line in a spreadsheet.
Volvo-fit crankshafts may cover passenger-car, light-commercial and heavy-duty engine families. Similar vehicle names can hide different engine codes, journal sizes, sensor interfaces or regional specifications. The safest sourcing path is to define the application, prove the production route, validate the first articles and then manage repeat batches with traceable records.
Driventus manufactures crankshafts and related powertrain components in Taizhou, Zhejiang for B2B customers in Europe, the UK, North America, Australia and Brazil. We supply aftermarket distributors, wholesalers, repair-chain procurement teams and OEM/Tier-1 sourcing departments. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. The guide below is written as a buyer’s working framework: what to send, what to audit, what can fail, and how to compare Chinese crankshaft suppliers without relying on assumptions.
Decision Gate 1: Lock the Fitment Before You Ask for Price
The first sourcing mistake is treating “Volvo crankshaft” as a complete specification. It is not. A single model range may use several engine families, and one engine family may have regional variations. If the RFQ is vague, suppliers fill the gaps themselves. That produces cheap quotes, mismatched samples and delays during approval.
Start the RFQ with application control. Confirm the engine family, engine code, displacement, fuel type, cylinder count, stroke count and target market. State whether the crankshaft is for aftermarket replacement, remanufacturing support, private-label distribution or an OEM/Tier-1 project. Where possible, include drawings, samples, measurement reports or OE part-number cross-references already used in your internal fitment database. Generic references such as OE 06A… or OE 11251… should only be used when your own catalog data supports them. Driventus does not claim vehicle-manufacturer approval or endorsement.
A useful RFQ file should include:
- Engine code, displacement, fuel type, cylinder count and internal fitment table
- Required material: forged steel, cast iron or ductile iron; state grade if known, such as 42CrMo4/4140-type steel or QT700-type ductile iron
- Main journal and pin journal nominal diameters, with tolerance target; common aftermarket targets are often within ±0.005–0.010 mm after grinding, subject to drawing
- Stroke, total length, flange pattern, keyway, timing interface and sensor-wheel requirements
- Heat-treatment requirement, such as induction-hardened journals, nitriding where specified, hardness range and case-depth requirement
- Bearing and thrust-face specification, including thrust width and face finish
- Oil-hole position, chamfer radius, cross-drilling, plug type and cleanliness requirements
- Balance requirement: unbalanced, semi-finished, or dynamic-balanced with residual unbalance value agreed per drawing
- Annual volume forecast, first-order quantity and expected release schedule by quarter
- Packaging requirement for sea freight, air freight or mixed-container loading, including carton size, pallet weight limit and corrosion-protection period
- Target market compliance requirements, including REACH (EC) No 1907/2006 where applicable
If a drawing is available, include the datum scheme. If no drawing exists, send one unused sample and, when possible, one failed or used sample. The used part often shows thrust wear, oil-hole issues, bearing distress or installation-sensitive surfaces that a clean sample cannot reveal.
This gate decides whether suppliers are quoting the same product. Buyers can review related categories in our catalog or the dedicated engine components section before submitting technical data.
Spec Deep-Dive: Where Crankshaft Manufacturing Risk Actually Sits
A crankshaft is not difficult because it looks complex. It is difficult because small deviations in the wrong place become engine problems. Journal roundness, taper, fillet condition, oil-hole cleanliness and hardness consistency matter more than cosmetic finish.
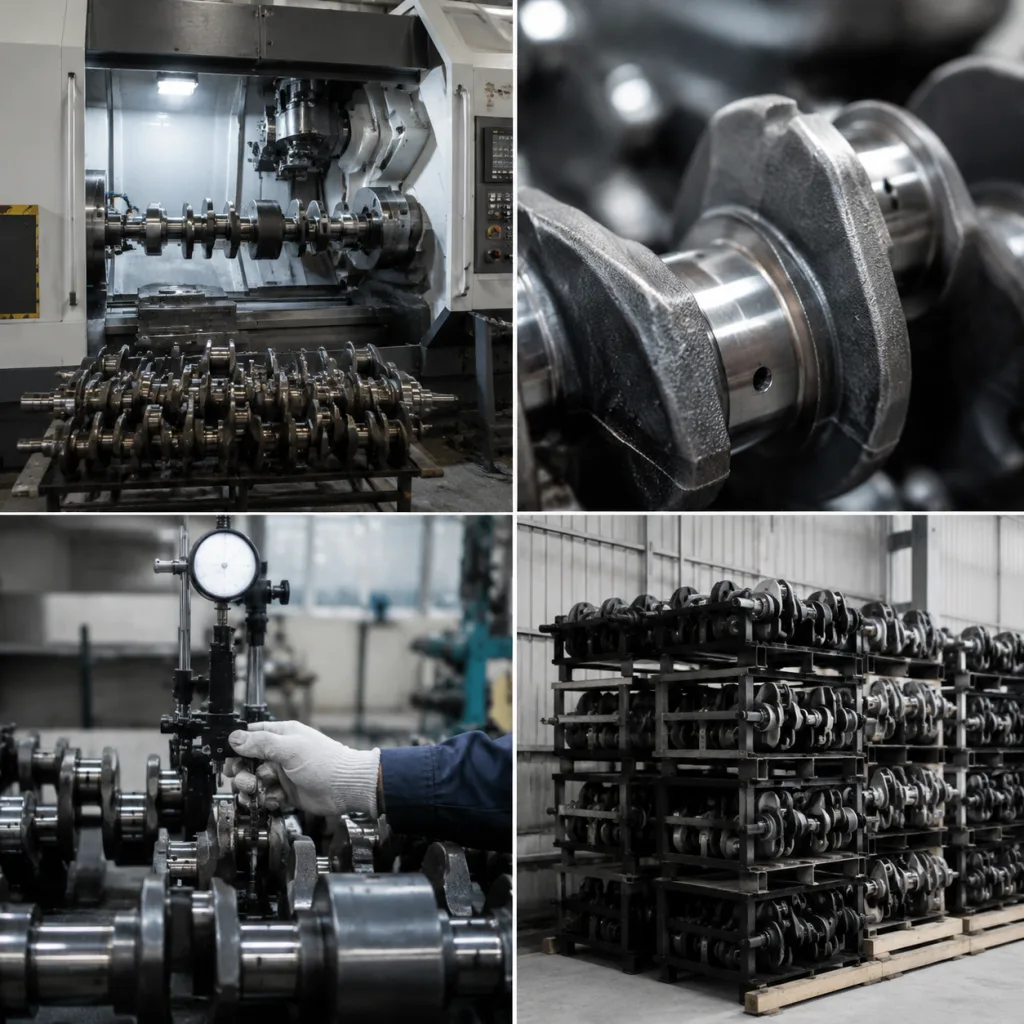
A reliable crankshaft supplier should control the critical stages internally or through qualified sub-suppliers with documented approval. The highest-risk steps are raw-material selection, forging or casting control, heat treatment, straightening, CNC machining, grinding, oil-hole processing, balancing and final inspection.
Driventus operates as a vertically integrated Chinese manufacturer of engine and powertrain components. For crankshaft programs, process control typically covers material traceability, batch identification, CNC turning, milling, grinding, polishing and dimensional inspection. The buyer’s audit should connect each process to an inspection record, not just to a workshop tour.
| Process stage | Buyer audit point | Procurement relevance |
|---|---|---|
| Raw material | Mill certificate, chemistry check, batch traceability by heat number | Confirms consistency across repeat orders |
| Forging or casting | Visual checks, defect control, machining allowance, magnetic-particle or ultrasonic checks where specified | Reduces scrap and machining instability |
| Normalising/heat treatment | Furnace chart, quench records, hardness records, case-depth or core-hardness data where specified | Supports fatigue and wear performance |
| Straightening | Runout check before finish machining; typical target agreed at datum journals, often ≤0.03–0.05 mm before grinding | Helps maintain journal alignment and seal performance |
| CNC machining | Fixture control, tool-life records, first-piece approval and in-process gauges | Maintains repeatability on journals, flange and timing features |
| Grinding and polishing | Roundness, taper, cylindricity and Ra surface finish; many journal finishes target Ra 0.2–0.4 μm depending on bearing design | Direct effect on bearing contact and oil-film stability |
| Oil-hole processing | Deburring, chamfer consistency, passage flushing, plug security where relevant | Prevents lubrication restriction and debris-related failure |
| Balancing | Balance correction record when specified; acceptance value must be drawing-based, not assumed | Reduces vibration and warranty exposure |
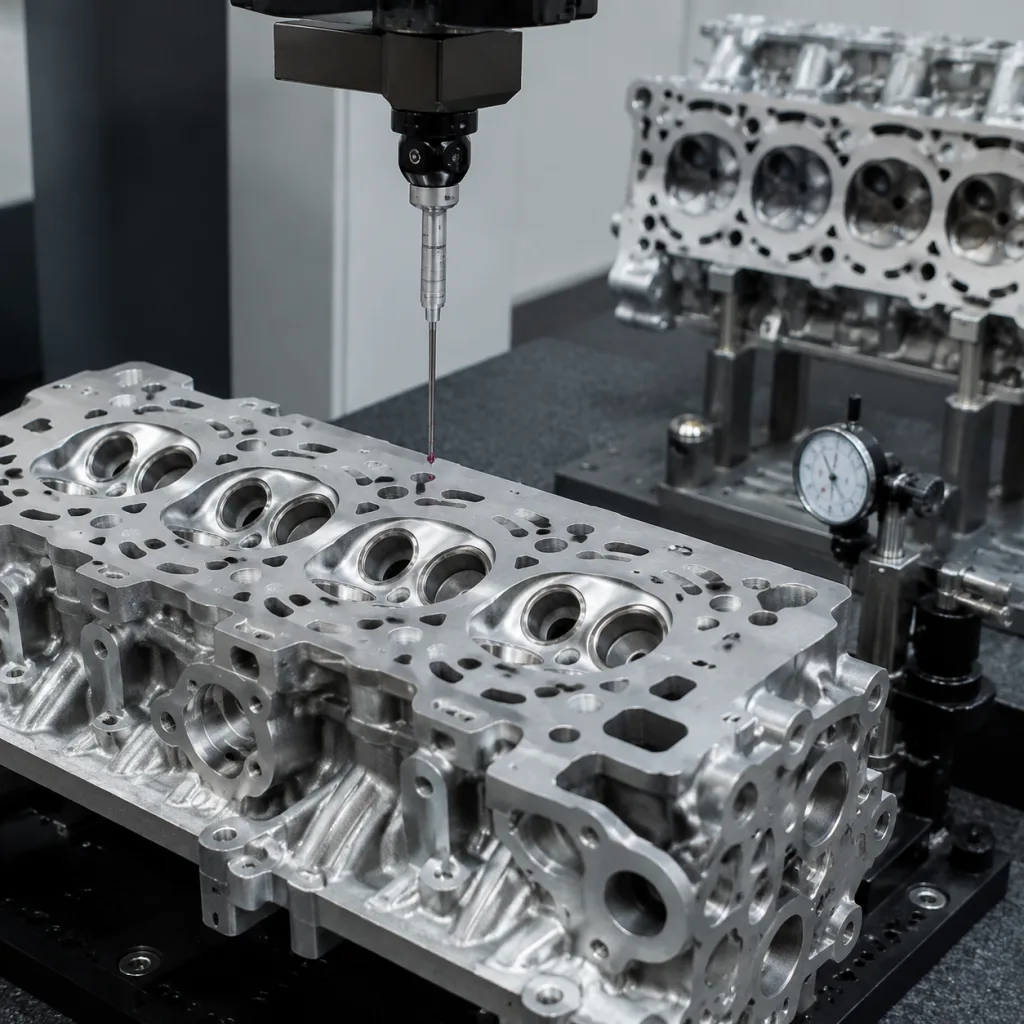
| Final inspection | CMM, micrometers, height gauge, hardness tester, runout checks and packing audit | Confirms shipment readiness |
| Failure risk | Typical check | Why it matters |
|---|---|---|
| Incorrect bearing clearance | Journal diameter measured by micrometer or CMM at multiple angular positions | Controls oil pressure and bearing life |
| Uneven bearing load | Roundness and taper checks; tolerances are drawing-specific, often reviewed in the 0.003–0.010 mm range for finished journals | Reduces local overheating and wear |
| Vibration or seal issues | Runout check by V-block and dial indicator or equivalent fixture at defined datum journals | Supports smooth rotation and seal performance |
| Break-in wear | Profilometer check; typical journal Ra targets may sit around 0.2–0.4 μm unless the drawing states otherwise | Protects bearing surfaces during initial operation |
| Weak wear resistance | Rockwell, Brinell or Vickers hardness test as specified; record test position and conversion method | Confirms heat-treatment result |
| Crack initiation | Fillet radius check by radius gauge, contour equipment or CMM profile check | Reduces stress concentration |
| Oil starvation | Oil-hole deburring, flushing, borescope or cleanliness inspection | Prevents lubrication restriction and debris damage |
| Engine vibration | Dynamic balance report when specified, with speed and residual-unbalance criterion stated | Controls vibration in assembled engines |
| Installation rejection | Visual inspection for crack, burr, corrosion, dent and handling damage | Reduces returns before assembly |