Camshaft Iveco Manufacturer China: B2B Sourcing Guide
Procurement teams sourcing Iveco-fitment camshafts are not buying a simple machined shaft. They are buying lobe timing, surface integrity, lubrication reliability, traceability, and a supplier’s ability to repeat the same result across batches. Driventus Auto Parts manufactures engine and powertrain components in Taizhou, Zhejiang, for aftermarket distributors, OEM/Tier-1 programmes, and multi-location repair networks. This article shows how to assess a camshaft Iveco manufacturer China buyers can qualify with evidence rather than promises: process controls, fitment discipline, MOQ logic, audit records, and PO safeguards. It is written for category buyers, sourcing engineers, and import managers serving EU, UK, US, Canada, Australia, and Brazil channels. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only.
Start With the Risk, Not the Unit Price
A camshaft failure is rarely a small warranty event. One incorrect oil hole, soft lobe, excessive runout, or phase error can create valve-train noise, hard starting, poor power, emissions problems, or engine damage. That is why the first supplier screen should test process control before negotiating the last few points of price.
A serious review starts with one question: can the factory prove how each batch is made, checked, released, packed, and traced?
Focus on these evidence points:
- Certification scope: IATF 16949:2016 and ISO 9001:2015 certificates should cover the manufacturing, inspection, packing, and shipment processes used for engine components, not only trading or sales activity.
- Material traceability: each lot should connect bar stock, casting, or forging inputs to supplier certificates, furnace or heat records, hardness results, operator logs, and finished-part lot numbers.
- Dimensional control: journals, lobes, thrust faces, keyways, oil holes, gear seats, sensor interfaces, and end features should be inspected against drawings, approved samples, or locked catalogue specifications.
- Micron-level features: ask which characteristics are controlled in microns, such as journal diameter, lobe lift, runout, surface roughness, and cam phase angle, and which gauges release those features.
- Fitment governance: cross-reference data should be managed internally and clearly separated from any claim of vehicle manufacturer approval.
- Export consistency: packaging, labelling, commercial invoice details, HS-code review, pallet marks, and customs documents should stay consistent across repeat shipments.
For an initial range review, buyers can compare related engine products in our catalog, including camshafts and adjacent engine components when programme bundling is required.
Where Camshaft Production Usually Goes Wrong
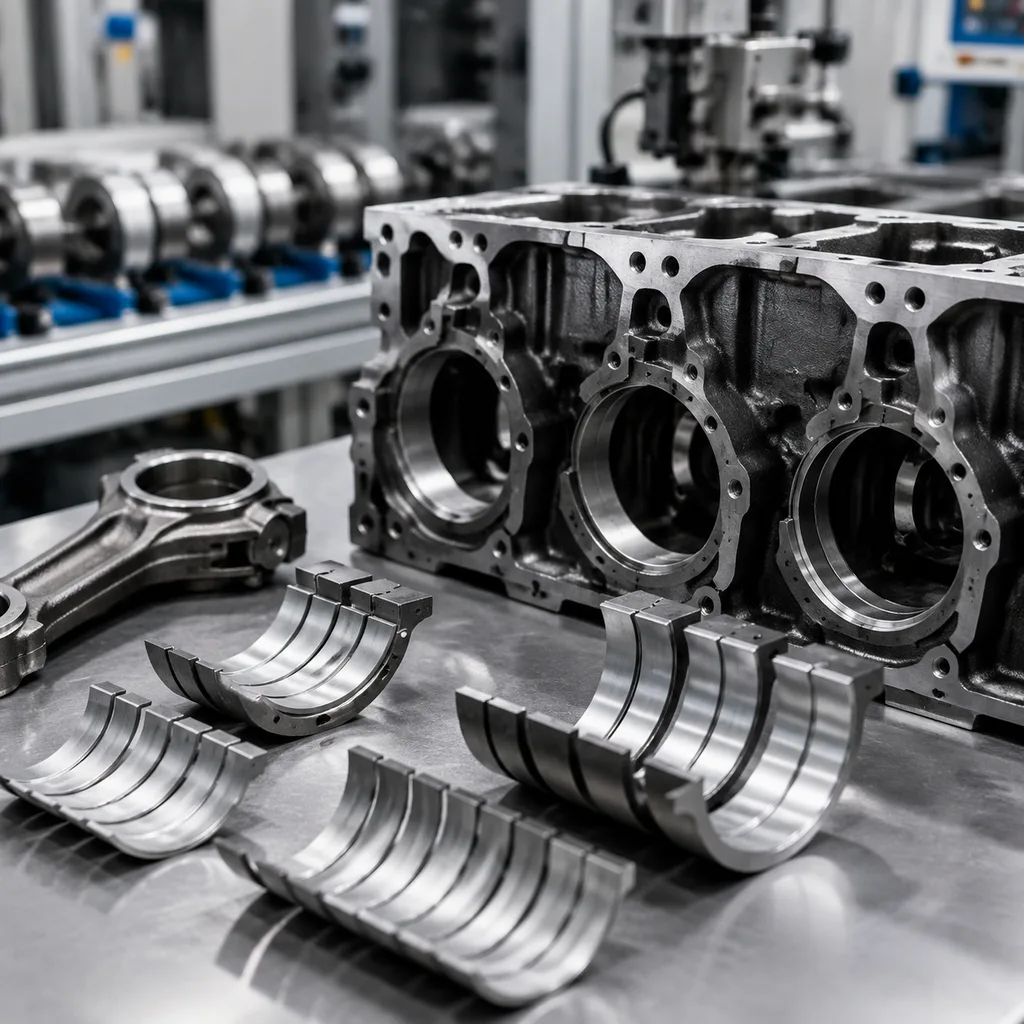
Camshaft manufacturing routes are not interchangeable. Chilled cast iron, forged steel, and assembled camshaft structures each bring different risks around material condition, hardening, straightness, grinding stability, and final inspection. For commercial vehicle aftermarket sourcing, the correct question is not “Can you make this part?” It is “Does this route match the engine duty cycle, lubrication environment, and inspection plan for this part family?”
A typical Driventus camshaft workflow includes blank preparation, rough turning, centre-hole control, drilling or oil-passage machining, heat treatment or surface hardening where specified, CNC finishing, lobe grinding, straightening control, deburring, ultrasonic or visual cleaning, anti-corrosion treatment, and final inspection. Critical characteristics are managed through process sheets and batch records under the company quality system.
| Failure point | Control to request | Why buyers should care |
|---|---|---|
| Journal diameter drift | Drawing-based tolerance, commonly ±0.005-0.015 mm | Protects bearing oil film and reduces seizure risk |
| Incorrect lobe lift | Profile measurement, often held within ±0.03-0.05 mm | Maintains valve timing and engine performance |
| Phase angle error | Checked against master data or drawing, typically within ±0.5-1.0° where specified | Prevents timing faults and emissions issues |
| Weak surface hardness | Application-specific HRC or HV range with case-depth evidence when required | Supports wear resistance under cyclic load |
| Excessive runout | Checked on precision centres, commonly ≤0.03-0.05 mm depending on length | Reduces vibration and uneven bearing load |
| Blocked or misplaced oil passages | Visual, air-flow, or probe checks on 100% of parts when risk-rated critical | Prevents lubrication restriction |
| Poor surface finish | Journals and lobes measured, often Ra 0.2-0.8 μm by feature | Influences bedding-in and wear rate |


| PO item | What to confirm | Why it matters |
|---|---|---|
| Part identification | Internal SKU, application, engine code, revision, and any customer reference | Prevents picking or production errors |
| Specification basis | Drawing, sample, 3D data, approved catalogue reference, or signed golden sample | Defines acceptance criteria |
| Critical dimensions | Journal tolerance, lobe lift, phase angle, runout, hardness, surface finish, and oil-hole checks | Prevents disagreement at incoming inspection |
| Inspection documents | Dimensional report, material certificate, hardness report, runout data, and lot traceability where applicable | Supports incoming quality checks |
| MOQ and price | Quantity per SKU, price breaks, tooling charge, sampling charge, currency, and quotation validity | Avoids later cost changes |
| Lead time | Sample timing, pilot timing, mass-production days, inspection days, and vessel or courier cut-off | Supports launch and inventory planning |
| Packaging | Neutral, private label, export carton, VCI or oil protection, pallet rules, barcode, and carton drop requirement | Reduces relabelling and transit damage |
| Incoterms | EXW, FOB, CIF, DAP, DDP, port, destination, and insurance responsibility | Clarifies cost and risk transfer |
| Warranty process | Evidence required, return rules, photo/video evidence, response time, and credit or replacement method | Protects both distributor and manufacturer |