Camshaft GMC Supplier: B2B Sourcing Guide
A camshaft GMC supplier is not selected by fitment match alone. The real decision is whether the supplier can repeat lobe geometry, hardness, runout control, packaging, and records across batches without creating warranty noise downstream. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and exports to distributors, OEM/Tier-1 programmes, and repair-chain supply networks in more than 60 countries. For GMC-fitment camshafts, we support catalogue supply and project-based development under IATF 16949:2016 and ISO 9001:2015 quality systems.
Good RFQs separate what is known from what still needs engineering confirmation: engine code, OE or aftermarket cross-reference, sample or drawing status, annual volume, packaging route, destination port, and inspection expectations. That separation keeps MOQ, tooling, price, and lead time from being bundled into one vague number. Driventus is an independent aftermarket manufacturer; vehicle brand names are used for fitment reference only.
Start With the Decision Gate, Not the Part Number
The first sourcing mistake is treating the camshaft as a simple catalogue lookup. It is not. A camshaft controls valve timing, lift, opening duration, and overlap; small errors in lobe profile, journal diameter, runout, or surface hardness can show up as noise, accelerated wear, emissions complaints, low oil-pressure reports, or repeat warranty returns.
Before asking for price, define the decision gate. Is the requirement replacement aftermarket distribution, a repair-chain supply programme, or an OE/Tier-1 style project? Each route changes the evidence needed. A distributor may need coverage, landed cost, stable cartons, and batch inspection records. A repair chain may care more about complaint rate and repeat packaging. An OE/Tier-1 programme will usually require drawing control, APQP discipline, capability evidence, and formal change management.
A useful RFQ package should confirm engine family and code, displacement, model-year range, fuel type, valve-train layout, sensor trigger features, gear or sprocket interface, and the intended sales route. If the part is cross-referenced from an existing aftermarket number, include the reference and interchange notes. If an OE-style number appears in the buyer’s own system, it can be listed for identification, but it should not imply vehicle manufacturer endorsement.
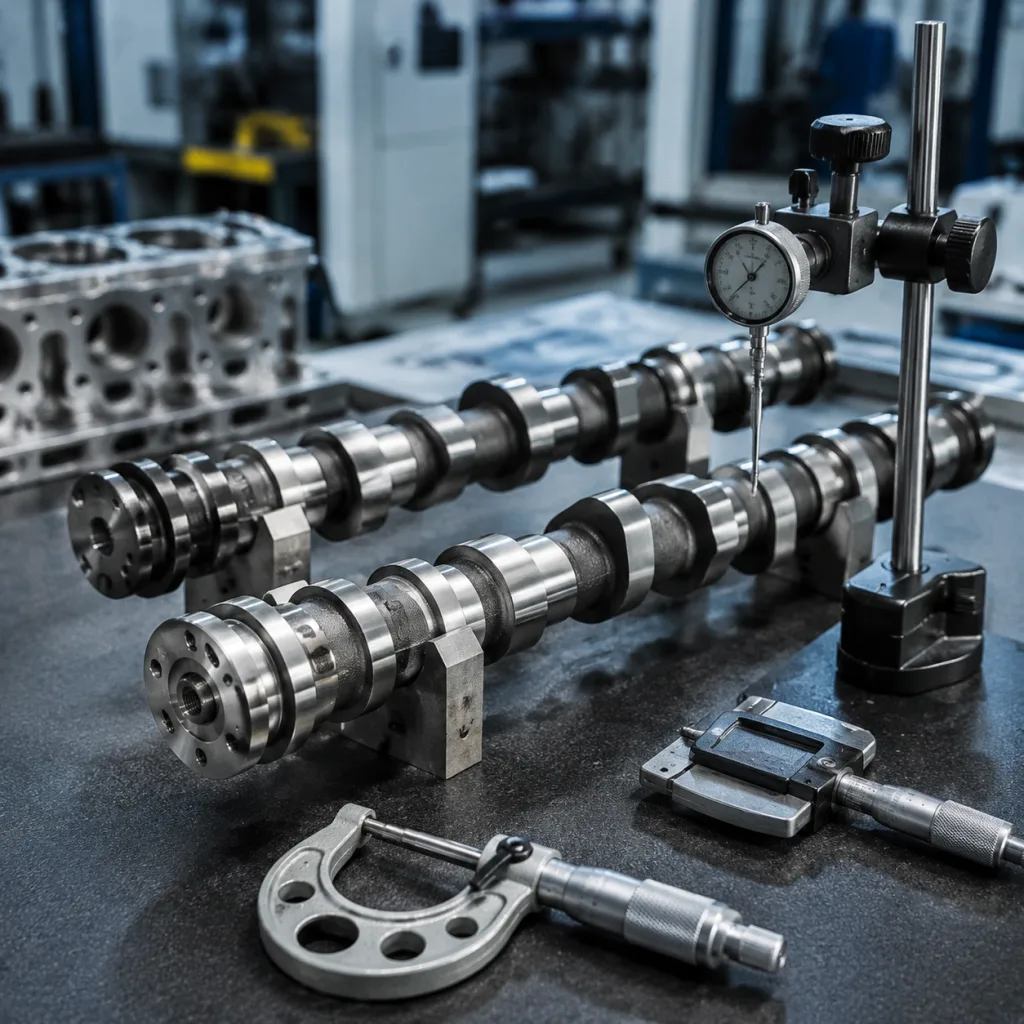
The measurement baseline matters as much as the reference number. Typical checks include overall length, journal diameters, thrust face width, dowel or keyway position, cam sensor feature, lobe lift, base-circle diameter, lobe centerline, oil-hole position, gear interface, and end runout. Catalogue items are normally checked against an approved internal master sample or application drawing. Reverse-engineered parts need at least one unworn sample; two or three samples are safer when used parts may have wear or previous machining.
Practical incoming-inspection targets may include journal diameter tolerance in the 0.010–0.020 mm range where the drawing supports it, lobe lift around ±0.03 mm, runout around 0.03–0.05 mm on datum journals, and surface roughness such as Ra 0.2–0.4 µm on journals and lobes. These are planning references, not universal rules. Final values must follow the drawing, validated sample, and engine application.
For related engine components and programme planning, buyers can review our catalog and the engine-component range at /products/engine-components.html. For non-catalogue geometry, custom manufacturing can be assessed with drawings, samples, or reverse-engineering data.
Where Camshaft Programmes Usually Fail
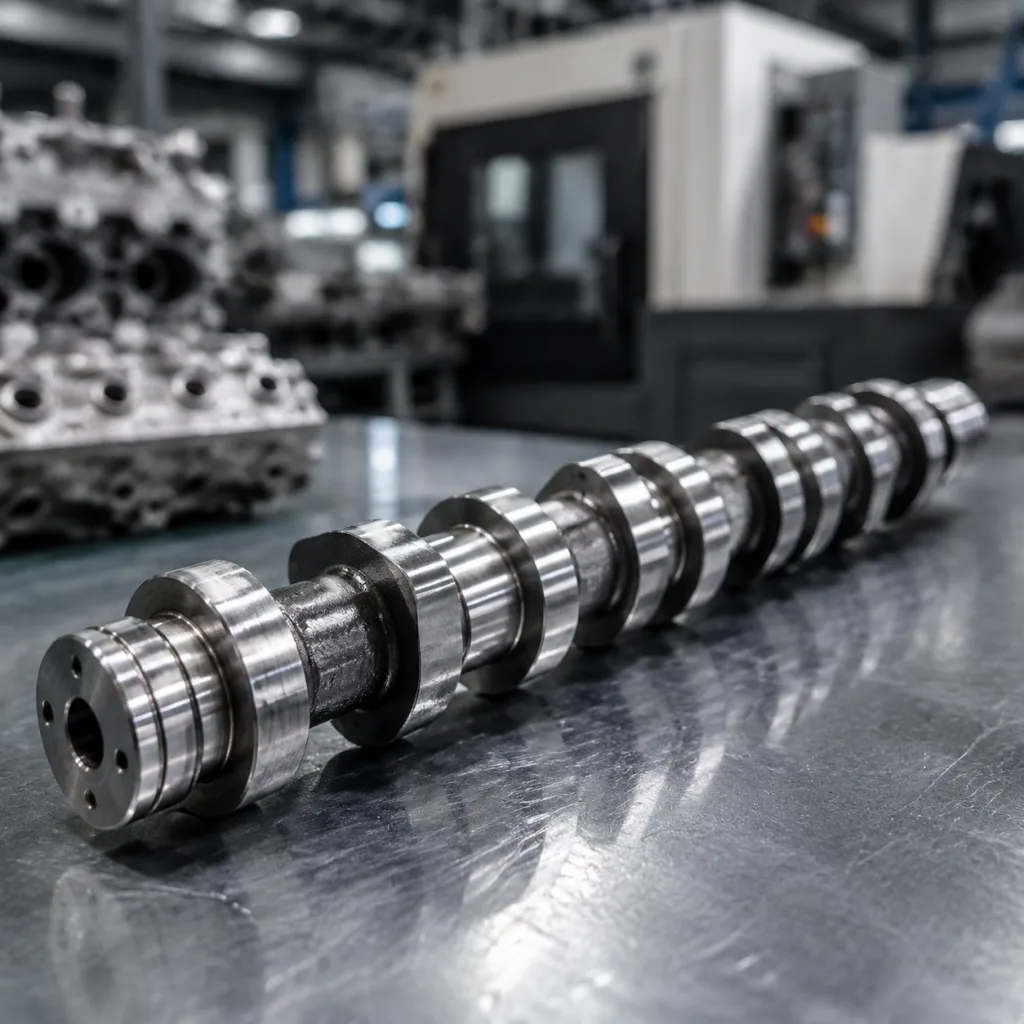
Most failed camshaft sourcing projects do not fail because the supplier cannot make one acceptable sample. They fail when the production process cannot repeat the sample. The common weak points are material variation, uncontrolled heat treatment, unstable grinding, poor straightening discipline, dirty oil holes, weak rust protection, and packaging that lets a good part arrive damaged.
A qualified camshaft GMC supplier should show control over the full route: casting or forging, blank inspection, rough machining, heat treatment, straightening, semi-finish grinding, lobe grinding, journal finish grinding, deburring, cleaning, corrosion protection, inspection, and packing. The correct route depends on engine duty cycle, volume, cost target, and design type: chilled cast iron, alloy cast iron, forged steel, steel billet, or assembled tube construction.
Key failure modes to discuss before order release include:
- Lobe wear: often linked to inadequate hardness, poor surface finish, lubrication-hole contamination, or material mismatch
- Noisy operation: commonly driven by profile variation, runout, journal error, or valve-train mismatch
- Timing or sensor faults: caused by angular-indexing error, dowel position error, or incorrect trigger feature geometry
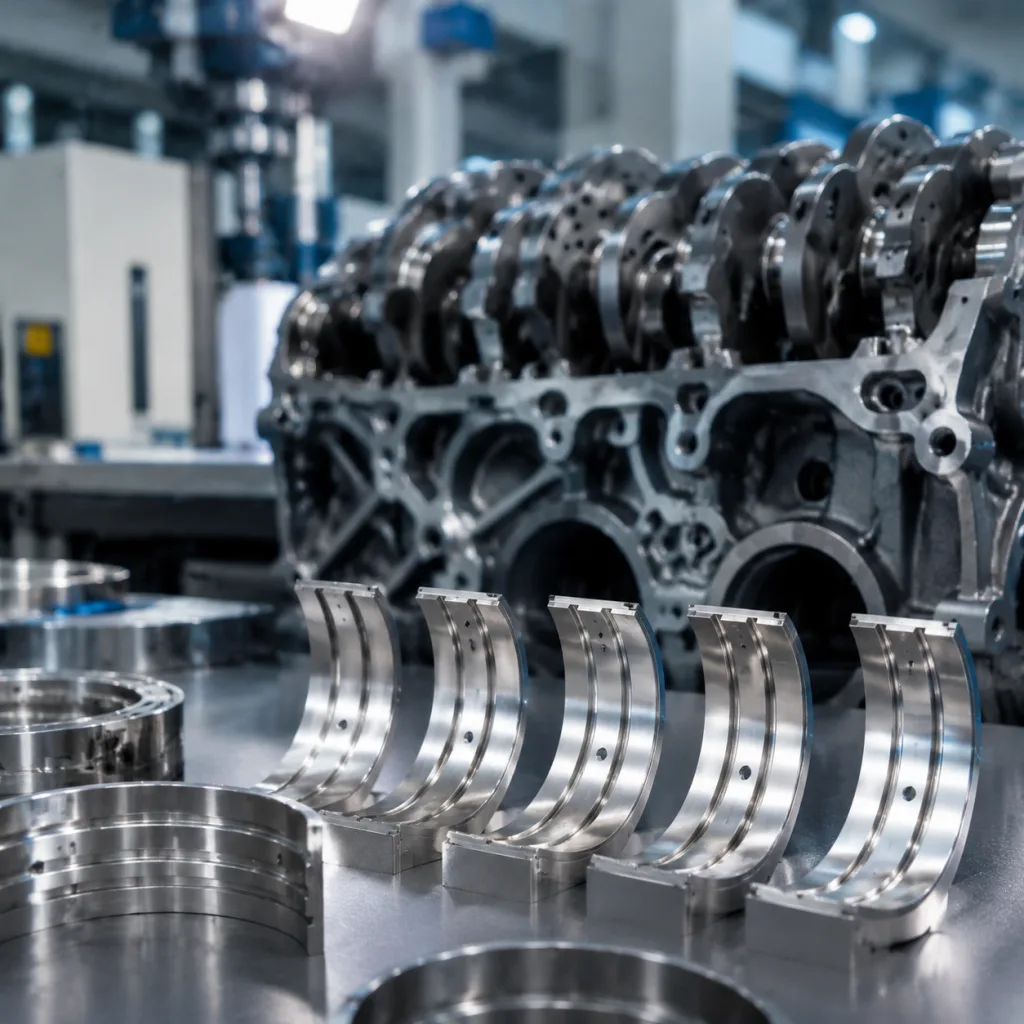
- Early bearing distress: linked to journal diameter, roughness, straightness, oil-hole burrs, or cleanliness problems
- Batch-to-batch drift: caused by weak grinder setup control, poor wheel dressing discipline, or unclear master-sample approval
- Freight damage: caused by insufficient lobe separation, poor end protection, carton collapse, or corrosion during sea freight
Controlled characteristics should be written into the control plan, not left to operator judgment. Typical examples include material grade, lobe and journal hardness, chilled or case depth where specified, lobe lift, lobe angle, centerline, journal diameter, thrust face width, camshaft runout, surface roughness, cleanliness, and batch traceability. Cast-iron lobe surfaces often target about HRC 50–60 depending on grade and process, but the approved drawing or sample should define the final requirement.
Process discipline should also cover grinder wheel dressing frequency, coolant concentration, magnetic-particle or crack inspection where specified, gauge calibration interval, first-piece approval, patrol inspection, and final AQL or 100% checks for critical dimensions. For assembled camshafts, add tube straightness, lobe positioning, joining method, joining force where relevant, and angular indexing.
For new or high-risk parts, buyers can request a pre-shipment dimensional report covering 5–10 pieces from the pilot batch before carton release. Relevant management standards include IATF 16949:2016 and ISO 9001:2015. For regulated markets, material and substance declarations may reference REACH (EC) No 1907/2006 where applicable to the supplied product and destination.
Choose the Supply Route Before Negotiating MOQ
MOQ makes sense only after the supply route is clear. A catalogue replenishment order, a private-label range, a sample-based replacement project, and a drawing-controlled programme have different cost drivers. If they are compared only by unit price, the cheapest option may become the most expensive after tooling, validation, packaging, inspection, and freight are added.
| Supply route | Best fit | MOQ logic | Typical lead time after order confirmation | Buyer documents needed |
|---|---|---|---|---|
| Catalogue aftermarket | Distributor stock replenishment | Often 50–200 pcs per part number, or carton/pallet multiples for small SKUs | 15–35 days if blanks or finished stock are available; 35–60 days if production is scheduled | Application list, forecast, label format |
| Private-label catalogue | Wholesaler or repair-chain brand | Usually 100–300 pcs per SKU, or one packaging print batch if cartons are customised | 30–55 days including artwork, barcode, carton proof, and packing approval | Artwork, barcode rules, market compliance needs |
| Sample-based development | Hard-to-source replacement range | Trial batch often 20–50 pcs after sample approval; mass MOQ depends on tooling and blank route | 60–120 days for reverse engineering, trial machining, inspection, and approval | Physical sample, annual volume, test criteria |
| Drawing-based project | OEM/Tier-1 or structured aftermarket programme | Agreed project volume tied to forecast, tooling amortisation, and PPAP scope | 90–180 days depending on APQP, tooling, validation, and submission level | Drawing, material spec, tolerance table, audit requirements |