An engine ticking noise can be a minor valve-train issue, but it can also be an early warning of engine bearing wear. For distributors, repair networks, and fleet maintenance buyers, the commercial risk is not only the single failed engine. Incorrect diagnosis can drive repeat warranty claims, unnecessary part returns, and mixed inventory decisions across multiple engine families. Main bearings, connecting rod bearings, and thrust washers work under high cyclic load with a thin hydrodynamic oil film. When clearance, oil pressure, surface fatigue, or debris control is outside specification, the sound may progress from light ticking at start-up to knocking under load. This article walks through how to separate harmless noise from a bearing problem, what to inspect first, and when replacement is justified. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
First, decide whether the noise tracks with engine speed or load
A ticking sound is a useful clue only when you tie it to operating conditions. Noise that follows valve timing or injector rhythm often points away from the bottom end. Noise that rises with crankshaft speed, gets sharper under load, or changes during deceleration deserves bearing inspection.
Use the sound pattern to narrow the field:
Half engine speed often suggests valve-train components.
Crankshaft-speed noise raises suspicion on rod bearings, mains, wrist pins, or pistons.
Cold-start ticking can come from thin oil film, but it can also expose early clearance issues.
Load-sensitive noise is more consistent with rod bearing distress.
A deeper knock usually means the problem has moved beyond the earliest stage.
Sound alone is not enough for a claim decision. Record oil condition, service history, pressure readings, and duty cycle before anyone calls it an engine bearing failure.
Use this short diagnostic sequence before condemning a bearing
A consistent sequence keeps repair decisions from becoming guesswork. It also reduces unnecessary part replacement when the real issue is oil starvation, valve lash, or a cracked accessory component.
Step
Check
What to record
Why it matters
1
Oil level and grade
Level, viscosity, service interval
Low level or wrong viscosity can thin the oil film
2
Hot and cold oil pressure
Idle and 2,000 rpm readings
Low pressure may indicate clearance loss or pump issues
3
Noise pattern
Idle, light load, decel, start-up
Helps separate top-end noise from crankshaft-speed noise
4
Filter inspection
Metal, copper, lead, glitter
Confirms whether bearing material is entering the oil
5
Cylinder cut-out test
Noise change by cylinder
Rod bearing noise often changes when load is removed
6
Sump inspection
Shell condition, debris, cap position
Confirms whether the bearing is actually damaged
</tr></thead><tbody> </tbody></table>Do not skip the basics. Hydraulic lash adjusters, timing chains, injectors, piston slap, cracked flexplates, and exhaust leaks can all mimic ticking. If the complaint is logged as engine ticking noise engine bearing in a warranty file, attach pressure data and photos before you approve replacement.
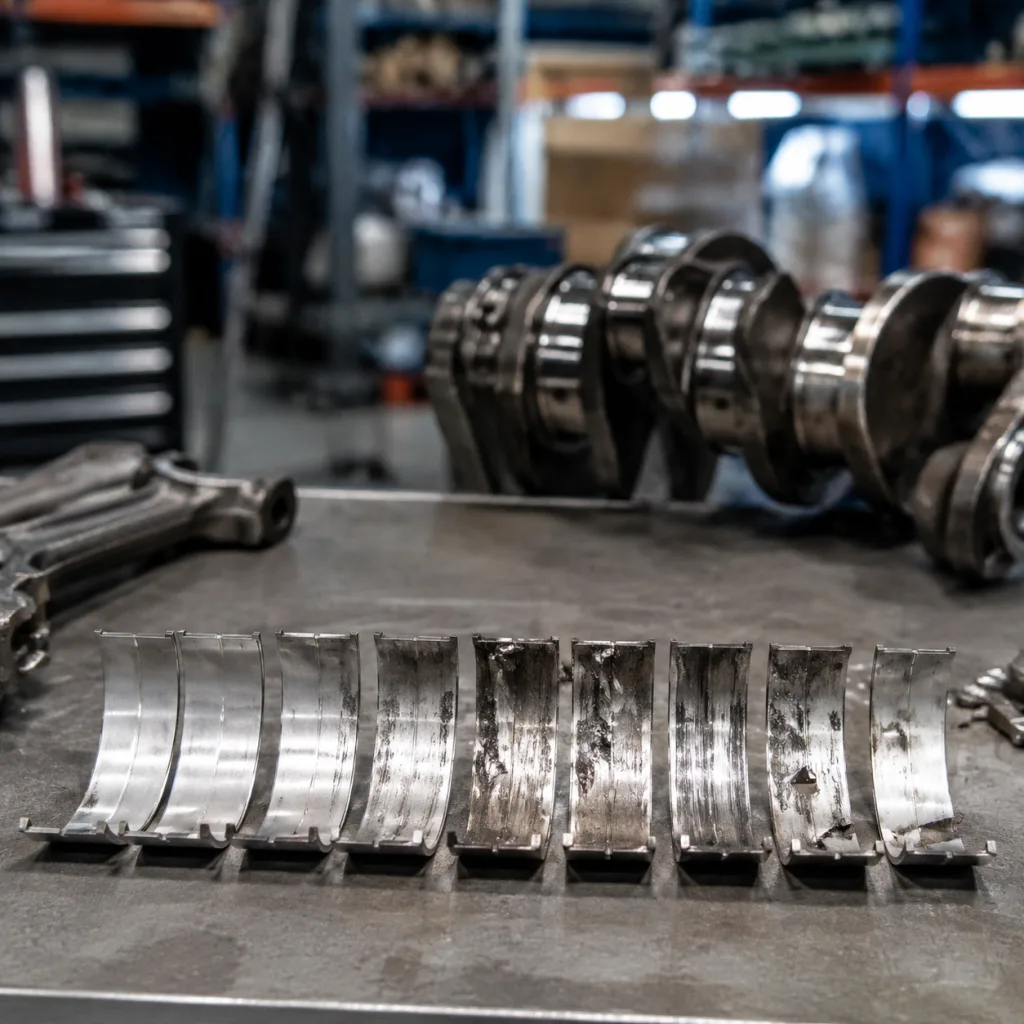
What failed shells usually tell you
Bearing shells can reveal the root cause faster than the noise description can. Inspect them before cleaning, because the wear pattern itself is evidence.
Common failure signatures include:
Uniform polishing: often points to mileage wear or borderline clearance.
Copper exposure or overlay loss: advanced wear; check journal finish and oil pressure.
Directional scoring: hard debris, contaminated oil, or a damaged crank journal.
Edge wear: misalignment, distorted housing bore, bent rod, or fillet interference.
Flaking or fatigue cracking: overload, detonation, lubrication breakdown, or wrong grade.
Darkened or wiped surfaces: heat and oil film failure.
Measure the hardware, not just the shell. Record housing bore diameter, journal diameter, taper, out-of-round, surface finish, and installed clearance. If you are matching a reference such as OE 06A107065, verify dimensions, tang location, oil-hole geometry, and undersize options instead of trusting fitment text alone.
Compare the repair paths before ordering parts
A bearing complaint does not automatically mean “replace the shells.” The correct fix depends on the crankshaft, the housing bore, and the amount of heat or debris involved.
Use this decision logic:
Bearing lightly polished, journal within spec: replace shells only after fixing the oil issue.
Journal scored or tapered: machine the crankshaft and install undersize bearings if allowed.
Housing bore distorted: correct the rod or block; new shells alone will not hold clearance.
Thrust face worn: inspect end-float, clutch or converter load, and assembly procedure.
Debris throughout the oiling system: clean or replace cooler, filter, and any contaminated lines.
For B2B programs, define the threshold in advance. If a claim file says only “engine ticking noise engine bearing,” the decision will drift. If it includes oil pressure, journal size, allowable undersize, and photo evidence, the outcome is repeatable.
Plan replacement like a system job, not a single-part swap
Engine bearing replacement only works when the surrounding parts can support the new shell set. New bearings on a damaged journal or contaminated oil path will usually come back.
Recommended controls:
Clean or replace the oil cooler when metallic debris is present.
Replace the oil filter and inspect the media.
Check crankshaft journals for scoring, taper, and out-of-round before assembly.
Match standard, 0.25 mm, 0.50 mm, or other undersize shells to the ground journal size.
Use the correct torque-angle procedure and replace torque-to-yield fasteners where required.
Verify crankshaft end-float after thrust bearing installation.
Prime the lubrication system before first start.
Confirm hot oil pressure after repair.
Packaging matters too. Keep main bearings, rod bearings, thrust washers, and undersize variants clearly separated. Mixed lots create avoidable returns even when the parts themselves are correct.
Specify the bearing the same way you specify the failure
For sourcing teams, the key is not just finding a replacement part. It is defining the part so the next shipment matches the engine, the duty cycle, and the claim profile.
A solid procurement specification can include:
Steel-backed bi-metal or tri-metal construction based on load.
Wall thickness and crush height per agreed drawing.
Tang position and oil groove geometry matched to sample or print.
Surface finish and deburring limits on oil holes and edges.
Batch traceability from raw material to finished pack.
Cleanliness controls for abrasive residue.
PPAP-style documentation where the program requires it.
Applicable compliance screening, including REACH (EC) No 1907/2006 where relevant.
Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, including engine bearings for aftermarket distribution and customer-specific programs. Our production and inspection workflows are managed under IATF 16949:2016 and ISO 9001:2015. Buyers can review our quality system, browse engine components in our catalog, or discuss drawing-based custom manufacturing for private label, fleet, or regional engine programs.
When to replace, machine, or reject the engine
The final decision should come from measured condition, not from the noise label. If the crankshaft is within spec and the shells show only light polishing, a corrected oiling problem and a fresh bearing set may be enough. If the journal is overheated, scored, or out of round, machining plus undersize bearings may be the right path. If the block or rod is distorted, the engine should be rejected or repaired at the component level.
For high-volume buyers, write those thresholds into the service bulletin or warranty policy. Include oil pressure limits, journal tolerances, approved undersize options, and mandatory photos. That keeps a vague complaint from becoming a broad inventory problem.
Driventus supports distributors, wholesalers, and repair-chain procurement teams with bearing samples, dimensional reports, packaging options, and export documentation. For new programs, include engine code, bearing position, standard or undersize requirement, annual volume, target market, and any OE cross-reference convention such as OE 11251… when you request a quote.
Frequently asked questions
Yes. Early bearing wear may sound like a light tick, especially during start-up or load changes. As clearance increases or the oil film fails, the sound often becomes a deeper knock. Confirm with oil pressure readings, cylinder cut-out testing, and bearing inspection.
Only if journal diameter, taper, out-of-round, scoring, and surface finish are within the engine manufacturer’s service limits. New shells installed on a damaged journal can fail quickly and create repeat warranty claims.
Provide engine code, bearing type, standard or undersize dimension, sample or drawing, annual volume, packaging needs, target market, and any OE-style cross-reference already used in your catalog data.
For bearing samples, drawings, dimensional checks, or export pricing, contact Driventus with your application data and volume plan. Start a technical sourcing discussion at /contact.html