EGR Valve Infiniti Supplier for B2B Sourcing
Procurement teams sourcing EGR valves for Infiniti applications need more than a price list. They need fitment accuracy across engine variants, repeatable flow and sealing performance, clear inspection records, and a supplier that can handle mixed-model aftermarket demand without creating avoidable warranty exposure. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and exports to more than 60 countries for distributors, wholesalers, OEM/Tier-1 programmes, and multi-location repair chains. When evaluating an egr valve infiniti supplier, buyers should confirm housing accuracy, actuator response, valve-seat sealing, connector compatibility, packaging discipline, and batch traceability. This guide outlines practical sourcing criteria, audit points, commercial terms, and validation expectations for Infiniti-fitment EGR valves. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Sourcing Scope for Infiniti-Fitment EGR Valves
EGR valve demand is rarely concentrated in a single reference. It is usually split by engine family, destination market, emissions level, fuel system, connector type, and vehicle age. For distributors, the sourcing question is not simply whether one part fits one vehicle. The practical requirement is whether the supplier can maintain reliable coverage across fast-moving and slower-moving references while applying the same engineering controls to each item.
A clear purchasing file should define:
- Vehicle fitment range by target market, such as the EU, UK, US, Canada, Australia, Brazil, GCC, or other sales regions.
- Engine family, displacement, fuel type, model year range, emissions configuration, and left-hand/right-hand drive relevance where packaging or pipe routing differs.
- Valve design: vacuum-operated, electronically actuated, stepper-motor type, solenoid type, position-sensor feedback type, or integrated EGR module.
- Electrical interface: connector housing, terminal count, pin orientation, latch design, seal colour, keyway position, and sensor feedback type.
- Mounting interface: flange geometry, bolt-hole centre distance, gasket face flatness, pipe alignment, fastener access, and gasket specification.
- Critical dimensions to control at RFQ stage, such as bolt-hole position tolerance, flange flatness target, valve bore diameter, pipe OD/ID, connector-to-flange distance, and overall envelope height.
- Commercial package: MOQ, annual volume forecast, private-label packaging, barcode rules, master-carton quantity, palletisation, and service-part labelling.
For mixed aftermarket coverage, separate references into A/B/C demand groups before quotation. A-group references may justify 300–500 pcs per order or scheduled quarterly releases, while C-group coverage parts may need 50–100 pcs per reference if tooling exists and mixed-SKU packing is accepted. This split helps the supplier price machining, testing, packaging, and inventory risk instead of averaging all references into one unrealistic unit price.
For aftermarket programmes, Driventus can quote by sample, drawing, buyer specification, or OE part-number cross-reference where supplied by the customer. If the buying team is building coverage across multiple engine categories, start with our catalog and engine-related references at /products/engine-components.html.
Manufacturing and Quality Controls to Verify
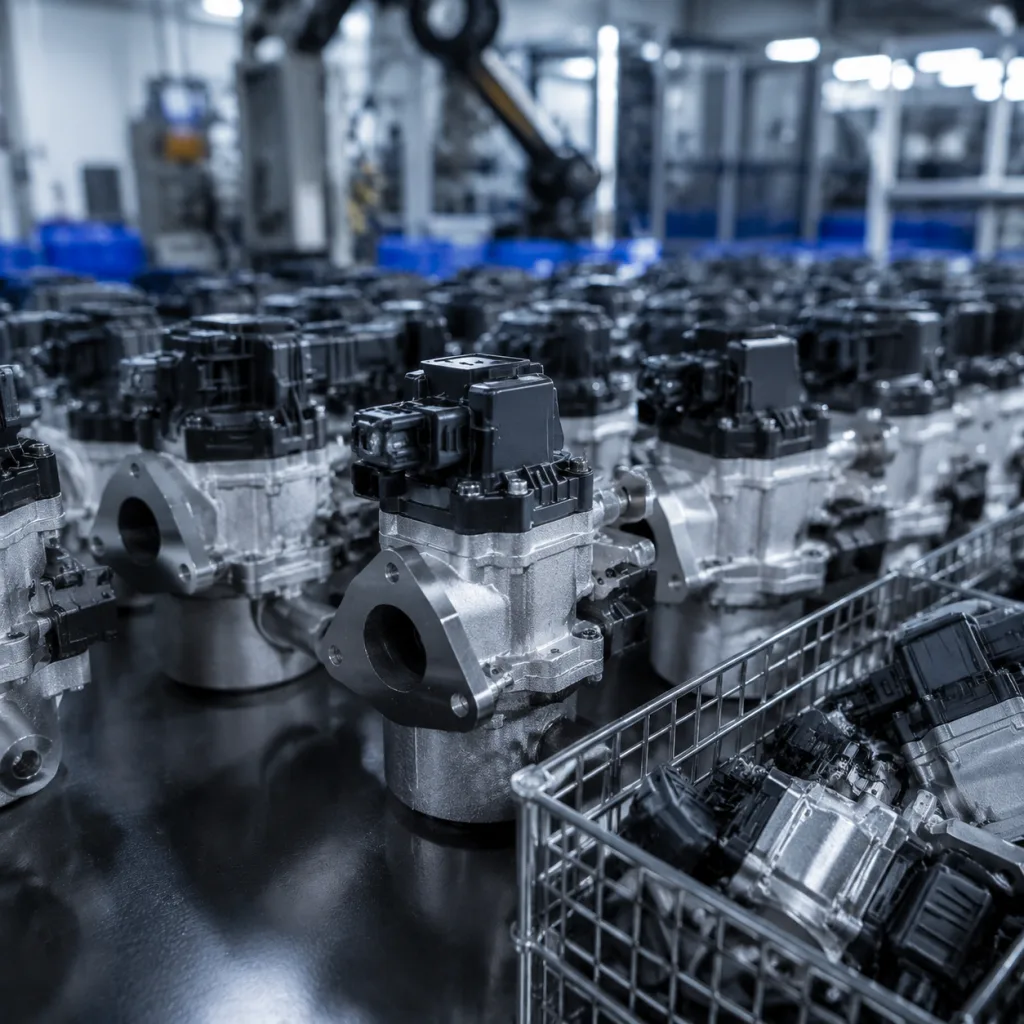
An EGR valve meters recirculated exhaust gas into the intake system to support emissions control and engine calibration. Small variations in sealing, actuator movement, bore geometry, or sensor feedback can lead to drivability complaints, diagnostic trouble codes, excessive deposits, or repeat returns. Supplier approval should therefore review process capability, in-process gauges, and end-of-line validation rather than relying only on visual comparison.
Driventus operates under IATF 16949:2016 and ISO 9001:2015 management systems. Buyers should still request part-specific documentation before nomination, including control plans, inspection reports, material declarations, calibration evidence, and test records. The quality system page summarises our general approach, and a programme-specific PPAP-style package can be discussed for larger contracts.
Key production controls usually include:
- Incoming inspection for castings, machined bodies, shafts, springs, solenoids, sensors, seals, gaskets, connectors, and fasteners, with supplier lot numbers recorded.
- Material verification for aluminium or iron housings, stainless shafts, high-temperature seals, plated fasteners, and connector plastics suitable for engine-bay exposure.
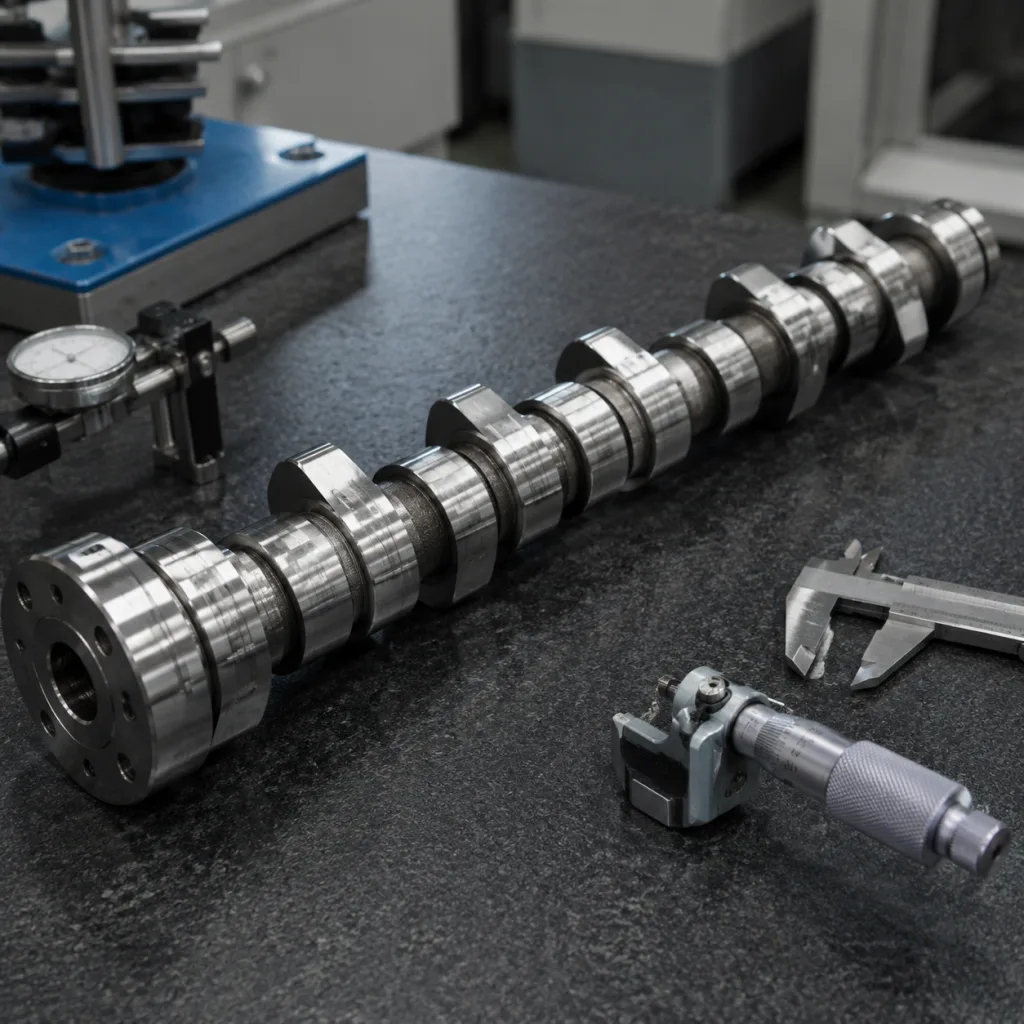
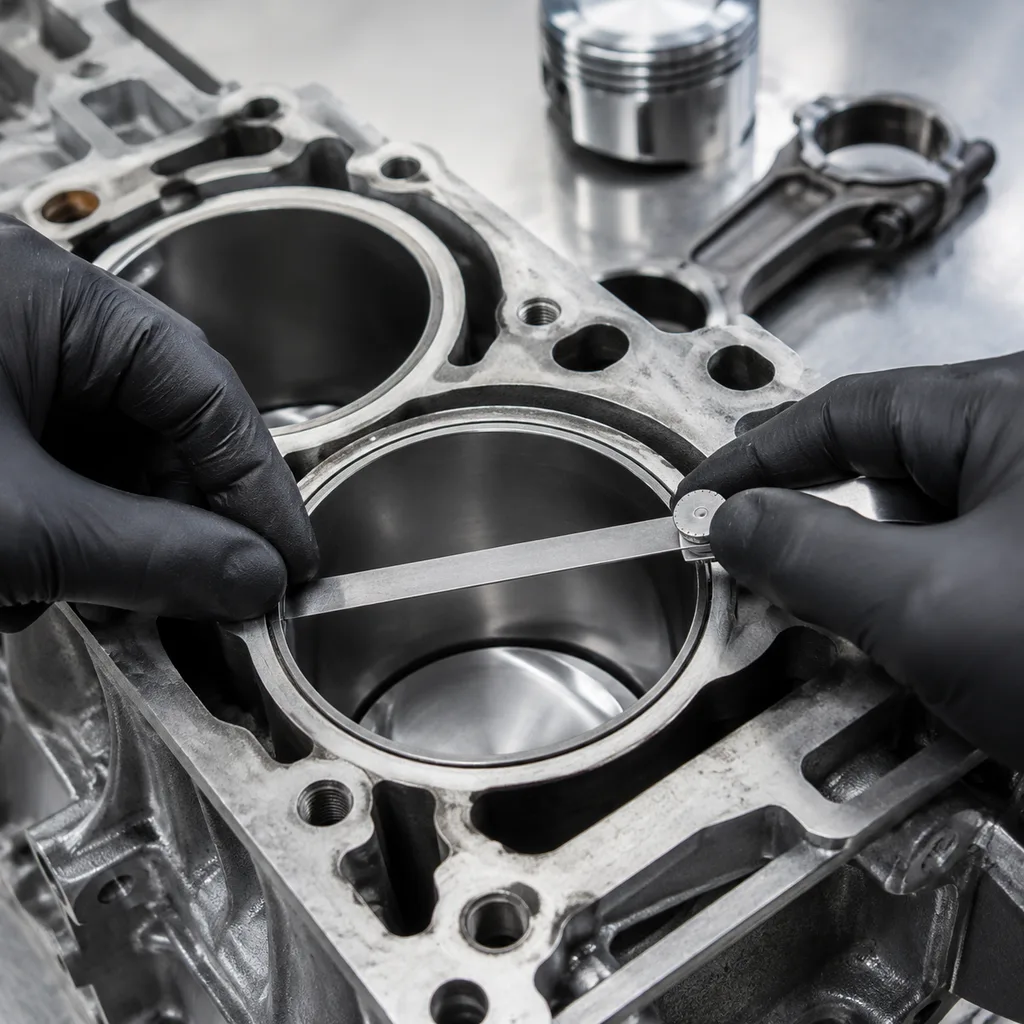
- CNC machining checks for flange location, bore diameter, gasket face finish, perpendicularity, and mounting-hole tolerance; buyers may specify CMM reports for pilot lots and critical-to-quality features.
- Assembly controls for valve seat contact, spring preload, actuator travel, sensor alignment, screw torque, staking depth, and electrical continuity.
- Leak testing under defined pressure, temperature, and time limits, with acceptable leakage stated in cc/min or kPa decay rather than “OK/NG” only.
- Functional response testing across commanded open, 25%, 50%, 75%, and closed positions where the design supports electronic control.
- Electrical checks for coil resistance, insulation resistance, terminal retention, sensor output voltage, and connector polarity.
- Final visual checks for casting defects, burrs, contamination, connector damage, marking accuracy, gasket inclusion, and packaging condition.
- Batch traceability linking material lot, production date, operator station, torque record, test result, inspector, and final inspection status.
A buyer-ready inspection plan should state sampling level and acceptance criteria. For example, use 100% end-of-line leak and function testing, then apply AQL 1.0 for critical external dimensions and AQL 2.5 for packaging appearance unless the customer specification requires tighter control. For launch orders or new tooling, request first-article inspection on at least 5 pieces per cavity or fixture position, plus retained samples from the approved lot.
Where target markets require chemical compliance, procurement teams should request declarations aligned with REACH (EC) No 1907/2006. For emissions-related replacement components, buyers should also review the regulatory environment in the sale region, including frameworks such as ECE R-83 for vehicle emissions requirements, without assuming that an aftermarket component carries vehicle-maker approval.
Commercial Terms: MOQ, Lead Time, and Audit Readiness
For an EGR valve Infiniti supplier selection, commercial reliability is as important as unit price. A low quotation can become expensive if the supplier cannot hold tolerances, maintain label accuracy, protect parts in transit, or keep lead times stable during seasonal demand peaks.
| Sourcing item | Practical planning range | What to confirm before order |
|---|---|---|
| MOQ, stocked reference | 50–100 pcs per reference | Whether mixed references can share one shipment and one export booking |
| MOQ, active production reference | 100–300 pcs per reference | Whether machining and test fixtures are already released |
| MOQ, new or modified reference | 300–500 pcs per reference | Tooling cost, sample charge, fixture lead time, and first-order commitment |
| Sample lead time | 10–20 days for stocked/tooling-ready; 25–45 days for modified references | Whether samples are from trial build, pilot run, or current production |
| Mass production lead time | 30–45 days for repeat orders; 45–70 days for new packaging or new tooling | Capacity plan, inspection schedule, and export booking window |
| Price basis | FOB Ningbo/Shanghai commonly quoted; EXW or CIF by agreement | Currency, validity period, tooling amortisation, and carton/pallet cost |
| Packaging | Neutral, private label, or distributor brand | Inner-box strength, barcode format, country-of-origin marking, master-carton quantity |
| Documentation | Invoice, packing list, inspection report, material declaration | Batch traceability, certificate validity, and document retention period |
| Factory audit | Remote or onsite audit | IATF 16949:2016 certificate, process flow, calibration records, gauge list, EOL test method |
| Evaluation area | Lower-risk supplier evidence | Higher-risk warning sign |
|---|---|---|
| Certification | Current IATF 16949:2016 and ISO 9001:2015 certificates matching the factory name | Expired certificate or unrelated trading company certificate |
| Fitment control | Cross-reference review, sample comparison, revision tracking, and application notes | One generic photo used for many references |
| Dimensional control | CMM or fixture report for flange, bore, bolt pattern, and connector position | Only handheld caliper photos with no tolerance record |
| Testing | 100% leak/function testing plus electrical and final inspection records | No end-of-line functional test data |
| Traceability | Batch code on part or package linked to production, material, and test records | No date code or lot reference |
| Packaging | Drop-resistant carton, clear labels, barcode option, pallet plan | Thin cartons and inconsistent labels |
| Claims handling | Defined RMA process, failure-analysis feedback, and corrective-action timing | Replacement only, no root-cause review |