Crankshaft vs INA Alternative: Sourcing Comparison
A crankshaft sourcing decision fails when it starts with a familiar name and ends with an unchecked assumption. For B2B buyers comparing a crankshaft vs INA alternative, the useful question is narrower: can this part match the engine application, survive the duty cycle, and arrive with evidence strong enough for the buyer’s market? Check material grade, journal geometry, hardness profile, balance control, traceability, and batch validation before debating price. INA is widely associated with precision engine and powertrain components. Independent aftermarket manufacturers are usually evaluated for cost control, availability, private-label supply, and wider application coverage. The comparison should cover journal diameter tolerances, fillet radius, oil-hole burr limits, hardness depth, dynamic balance limits, MOQ, sample timing, production lead time, packaging loss risk, and landed cost per approved unit. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and supplies B2B customers in more than 60 countries. This article gives import managers, category buyers, and sourcing engineers a practical way to judge crankshaft supply routes without implying vehicle-maker approval. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only.
Start With the Three Risks, Not the Brand Name
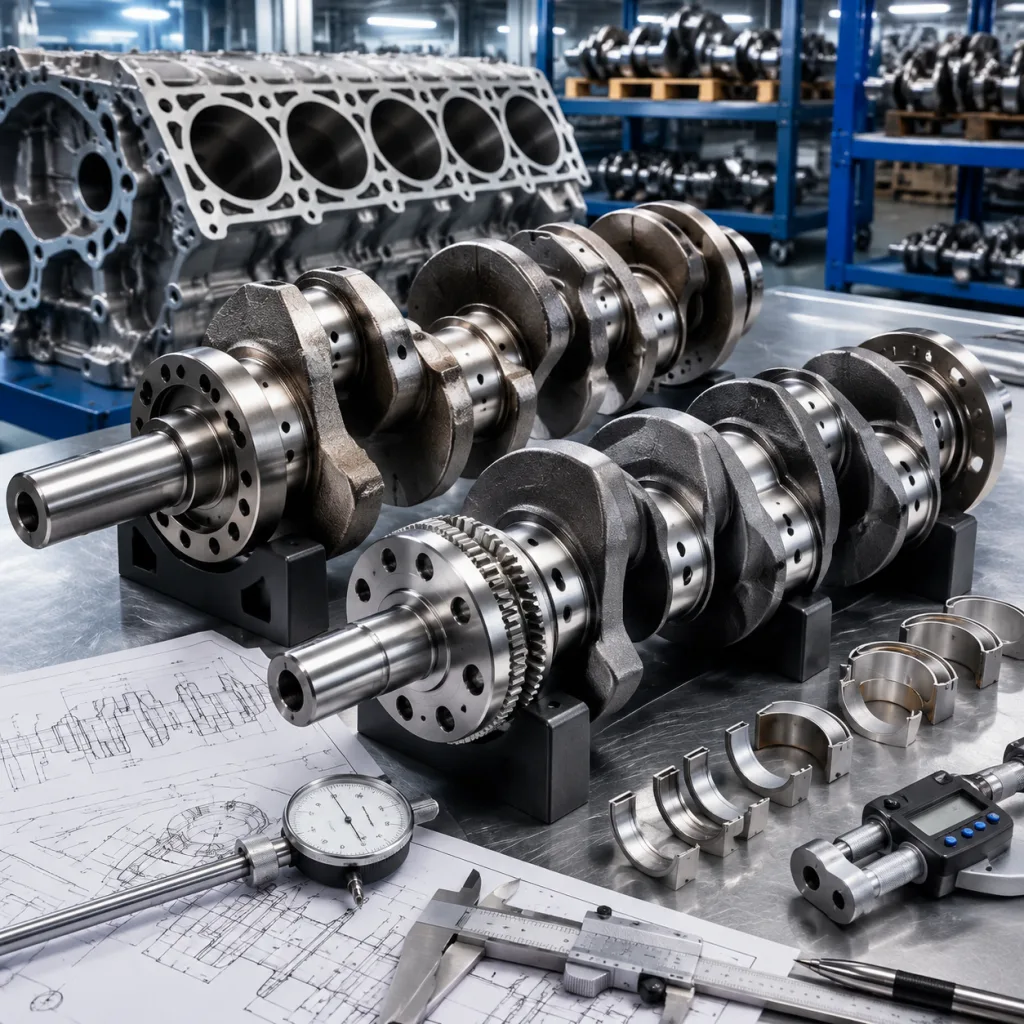
A crankshaft is not a commodity casting. It is a rotating load-bearing component that must resist bending fatigue, manage torsional vibration, keep oil-film stability, and hold dimensional consistency across all main and rod journals. So the first comparison is not package versus package or catalog line versus catalog line. It is risk versus evidence.
Separate the decision into three risks:
Fitment risk: controlled by engine code, displacement, stroke, main/rod journal count, reluctor tooth count and position, oil-hole arrangement, pilot bore, flange geometry, and nose/keyway design.
Process risk: controlled by material route, heat treatment, machining capability, grinding stability, burr removal, washing, inspection frequency, and traceability.
Commercial risk: controlled by MOQ, forecast discipline, freight terms, packaging design, claim rules, and landed cost per approved unit.
Different buyers weight those risks differently. Aftermarket distributors usually care most about coverage, fill rate, warranty rate, packaging, and landed cost. OEM and Tier-1 programmes put more pressure on PPAP-style documentation, control plans, process capability, and change management. Multi-location repair chains need predictable fitment, clear cross-reference data, robust packaging, and fewer installation disputes.
Useful comparison points include:
Application match: engine code, displacement, stroke, journal layout, oil-hole pattern, pilot bore, flange geometry, trigger design, and keyway position.
Material route: 45/40Cr/42CrMo steel, forged steel, ductile iron such as QT700-2, or cast steel according to load level, original design, and warranty exposure.
Machining control: main and rod journal diameter tolerance commonly held within ±0.005–0.010 mm where required by the drawing, plus roundness, taper, thrust width, and fillet radius control.
Surface treatment: induction hardening, nitriding, or specified surface finish, with surface hardness and effective case depth stated on the control plan.
Validation evidence: dimensional reports, hardness checks, magnetic particle inspection, oil-hole deburring records, washing/cleanliness checks, and balance records.
Commercial fit: MOQ, sample cost, tooling status, production lead time, private-label packaging, payment terms, and after-sales claim handling.
A supplier can look attractive on one axis and weak on another. A branded channel may reduce market-recognition risk but still require confirmation of current availability and documentation. An independent manufacturer may offer better cost and coverage, but only if the inspection package proves the part is controlled. Driventus publishes crankshaft and related engine-component coverage through our catalog, with additional engine-component categories listed at /products/engine-components.html.
Comparison Table: Where Each Route Usually Wins or Loses
Use the table as a screening tool, not as proof of interchangeability. A crankshaft vs INA alternative review should make every assumption visible: what is known, what is verified, and what still needs sample evidence.
Factor
Branded channel
Independent manufacturer route
Buyer verification point
Part recognition
High market familiarity
Depends on supplier track record
Check application data, label rules, and catalog cross-reference source
Coverage flexibility
Often fixed by published range
Can support stocked and developed references
Confirm OE cross-reference logic, drawings, samples, and engine-code coverage
</tr></thead><tbody> </tbody></table>The trap is comparing a visible unit price against an invisible risk package. A lower unit cost can disappear quickly if journal grinding variation, oil-hole burrs, weak washing, or poor hardness control causes bearing noise, low oil pressure, or early fatigue failure. The opposite is also true. An independent source can be technically suitable when its process controls and documentation match the buyer’s tolerance for risk.
Build the request file before asking for price. Include the application list, annual volume, target market, packaging specification, required certificates, inspection expectations, and any reference convention already used by the buyer. A distributor request, for example, should state annual demand by SKU, target order frequency, acceptable MOQ per line, preferred Incoterm, shelf-label language, barcode format, and whether first-article inspection is required before bulk shipment.
If a cross-reference is needed, use generic application identifiers such as OE 06A107065 only where the buyer’s own data already cites that reference format. Do not let cross-reference shorthand replace engineering confirmation.
Spec Deep-Dive: The Dimensions That Decide Equivalence
A credible alternative crankshaft programme defines acceptance criteria before samples are ordered. Driventus normally reviews engine application data, sample parts, 2D drawings, or 3D models before confirming feasibility. For developed references, the engineering team checks manufacturability across forging or casting, heat treatment, rough machining, final grinding, cleaning, corrosion protection, and inspection.
Key technical checkpoints include:
Material and heat treatment: steel grade or ductile iron specification, core hardness, surface hardness depth, and heat-treatment record; common targets may include core hardness around HB 220–300 and induction-hardened journal surface hardness around HRC 50–60 where specified by the drawing.
Main journals: diameter tolerance, roundness, cylindricity, surface roughness, oil-hole location, and chamfer control; typical precision requirements may include roundness ≤0.005 mm and Ra 0.20–0.40 µm on bearing journals when the application demands it.
Rod journals: stroke accuracy, phase angle, fillet radius, journal width, and grinding burn control; buyers should require stroke and indexing checks because small phase errors can create vibration and bearing-load issues.
Thrust faces: width, parallelism, roughness, and compatibility with the bearing set design; thrust-face finish and perpendicularity should be checked against the bearing supplier’s clearance requirement.
Flange and nose: bolt pattern, keyway, gear seat, seal diameter, pilot bore, thread quality, and reluctor or trigger geometry.
Cleanliness and protection: oil-passage flushing, burr removal, anti-rust treatment, VCI or oil protection, journal sleeves, and export packaging barrier.
Inspection should mirror the failure risk. Typical methods include coordinate measurement, air gauging or precision micrometer checks, hardness testing, magnetic particle inspection for surface discontinuities, and dynamic balancing where the application requires it. Special characteristics such as main journal diameter, rod journal diameter, flange runout, oil-hole burr removal, and magnetic particle inspection may justify 100% checks. Non-critical packaging or cosmetic points can usually be sampled.
Surface roughness deserves more attention than it often gets. A visually polished journal is not enough; bearing performance depends on oil-film stability. Buyers should also confirm whether the reported values come from production-intent parts, not hand-selected samples.
Standards and systems help, but they do not replace part-specific inspection. Driventus operates under IATF 16949:2016 and ISO 9001:2015 frameworks, which support control plans, traceability, corrective action, and documented process management. Buyers selling into the EU should review material and substance declarations under REACH (EC) No 1907/2006 where applicable. For engine-related emissions compliance, finished vehicles and systems may be assessed under regulations such as ECE R-83, but a crankshaft manufacturer should not claim vehicle-level approval from those rules.
Audit the Failure Modes Before You Audit the Certificate
Supplier qualification should start with a simple question: how could this crankshaft fail in the buyer’s market? Certificates matter, but they are only the cover page. The audit should test whether the supplier prevents mixed references, controls special characteristics, segregates nonconforming parts, and manages engineering changes after first approval.
Ask these questions before the first production order:
1. Are raw material batches traceable to heat numbers, supplier mill certificates, incoming hardness checks, and chemical-composition records? 2. Is heat treatment performed in-house or subcontracted, and how are furnace temperature charts, quench records, and batch loading records retained? 3. Which dimensions are controlled at each machining stage rather than only at final inspection, and what is the reaction plan when Cpk falls below the agreed level? 4. Are gauges calibrated under a documented schedule linked to ISO 9001:2015 requirements, with master gauges traceable to national or accredited standards? 5. How are magnetic particle inspection findings recorded, reviewed, photographed where needed, and connected to corrective action? 6. What containment process applies when a field claim may affect multiple shipments, including stock quarantine, 8D response timing, and replacement rules?
Driventus provides B2B customers with quality documentation according to the agreed programme level. This may include dimensional reports, material certificates, hardness records, packaging inspection, and corrective-action reports. For higher-risk crankshaft programmes, buyers should define first-article inspection on 3–5 samples, batch inspection frequency, retained sample quantity, and whether every shipment requires a dimensional report or only the first three lots. For more structured supply programmes, buyers can review our quality system and discuss audit scope before sample approval.
Put the inspection rules in the purchase agreement. Define AQL level, sampling plan, retained-sample policy, rework approval rules, and escalation timing. A practical default is strict control for special characteristics: 100% inspection for crack detection and critical journal diameters, and AQL sampling for carton printing, label placement, and outer packaging.
Without these details, “OE-equivalent” can mean different things to buyer and supplier. Convert the phrase into measurable checkpoints before mass production starts.
Cost Scenario: When the Cheaper Quote Is Not Cheaper
The commercial advantage of an independent manufacturer route is usually strongest when the buyer has recurring demand, consolidated SKUs, or private-label requirements. For slow-moving references, distributor stock may still be the lower-risk option. For high-volume crankshaft families, direct manufacturing can reduce unit cost and improve supply control if the buyer can manage MOQ, forecast accuracy, and incoming inspection discipline.
Typical B2B sourcing variables:
Variable
Common buyer concern
Practical control
MOQ
Cash tied in inventory
Group engine families by material and machining route; negotiate 50–100 pcs for stocked references or 200–500 pcs for developed/private-label SKUs depending on tooling and setup cost
Lead time
Stock-out risk
Use rolling forecasts and safety stock agreements; allow 7–15 days for available stock, 30–60 days for repeat production, and 60–90+ days for new development
Tooling
Upfront development cost
Confirm ownership, maintenance, storage, revision control, and change rights before payment
Packaging
Damage during ocean freight
Specify VCI protection, journal guards, inner foam or molded tray, 5-ply export carton, carton drop-test expectation, and pallet pattern
Warranty
Unclear responsibility
Define claim evidence: photos, mileage, installation data, oil-pressure findings, bearing condition, and returned part review
Currency and freight
Landed-cost variation
Compare FOB Ningbo/Shanghai with buyer-side import duty, ocean freight, destination handling, inspection, warehousing, and warranty reserve
</tr></thead><tbody> </tbody></table>Do not stop at the FOB price. The correct calculation is total landed and validated cost per saleable unit:
Validated unit cost = FOB unit price + inland/freight allocation + duty/tax + destination handling + incoming inspection + packaging loss + expected warranty reserve.
That formula changes the sourcing decision. A direct alternative source is not always the cheapest after freight, duty, warehousing, inspection, and claims handling are included. Buyers should include expected rejection rate, packaging loss, branch stockout risk, and any cost of additional validation in the destination market.
Production economics also shape price. Small mixed orders often cost more because each reference needs setup, gauging, packaging labels, and inspection records. Consolidating the same material route, heat-treatment batch, or engine family can reduce changeover cost and improve price stability.
For distributors building their own brand, Driventus can support label, carton, and barcode requirements, subject to order volume and market compliance needs. For OEM or Tier-1 development, custom manufacturing can be reviewed against drawings, samples, validation requirements, and project timing.
Step-by-Step Approval Path for a Crankshaft vs INA Alternative
A structured sourcing decision reduces subjective debate and keeps the comparison tied to evidence. Use a weighted scorecard and apply the same documentation requirement to every supplier under review. This is especially important when a known branded channel is being compared with a crankshaft vs INA alternative proposal from a direct manufacturer.
Suggested scorecard weighting:
Technical fit – 35%: drawing match, material route, journal tolerances, surface treatment, fillet radius, oil-hole design, reluctor geometry, and balance requirement.
Quality evidence – 25%: IATF 16949:2016 status, ISO 9001:2015 process control, heat-number traceability, hardness record, MPT record, dimensional report, and inspection frequency.
Commercial fit – 20%: MOQ, sample cost, tooling cost, lead time, payment terms, packaging, freight model, rejection allowance, and landed cost.
Supply resilience – 10%: capacity, raw material access, multi-SKU consolidation, safety stock option, and export experience.
Support and claims – 10%: response time, 8D corrective action, returned-part analysis, documentation language, and replacement/credit timing.
Use this approval path before scaling orders:
1. Confirm application data, reference logic, and target market. 2. Request quotation with MOQ, sample cost, tooling status, lead time, Incoterm, and documentation scope. 3. Order samples from production-intent tooling. 4. Run first-article inspection against the same criteria planned for mass production. 5. Approve packaging, label, barcode, VCI protection, and pallet design. 6. Place a pilot lot and inspect special characteristics. 7. Complete field or bench validation where the application risk requires it. 8. Release scheduled mass production with written change-control rules.
If samples are hand-finished or inspected under special conditions, the result may not represent routine output. Ask directly. Also confirm that no brand approval, endorsement, or affiliation is implied by fitment references.
For many aftermarket programmes, the answer is not a single supplier. Some buyers keep branded inventory for low-volume or high-risk references and use qualified independent production for fast-moving crankshafts. Others move entire application groups once audit, sampling, and field performance are acceptable. A useful switching trigger is when expected annual demand can absorb MOQ within 3–6 months, the supplier can provide production-intent samples, and the buyer has a defined incoming inspection plan. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment identification only.
Frequently asked questions
No. Interchangeability must be proven through application data, dimensions, material route, heat treatment, surface finish, inspection evidence, and field-risk review. Buyers should confirm critical tolerances such as journal diameter, roundness, runout, fillet radius, oil-hole position, and balance requirements. Brand references should be used for fitment identification only, not as proof of approval or endorsement.
Request dimensional reports, material certificates, heat-treatment and hardness records, magnetic particle inspection records, traceability method, packaging specification, inspection plan, and quality-system certificates such as IATF 16949:2016 and ISO 9001:2015 where applicable. For production approval, also define sample quantity, AQL level, special-characteristic inspection, and retained-sample rules.
Yes, subject to MOQ, application feasibility, packaging requirements, and compliance review. Buyers should provide target markets, forecast volume, preferred MOQ, label format, carton specification, barcode needs, pallet requirements, and any required inspection documentation. Stocked references and developed references may have different MOQ, price, and lead-time structures.
If you are comparing crankshaft supply routes for distribution, repair-chain, or OEM/Tier-1 programmes, send the application list, annual volume, target market, preferred MOQ, target price logic, packaging standard, and documentation requirements to [request a quote](/contact.html).