Cracked Cylinder Head Head Gasket: Diagnosis and Replacement
A cracked cylinder head head gasket complaint rarely identifies one part immediately. Coolant loss, misfire, white exhaust smoke, oil contamination, and pressure in the cooling system can come from a failed head gasket, a cracked cylinder head, a warped deck, weak bolt clamp, or a cooling-system fault. For procurement teams, repair networks, and remanufacturers, the job is to verify the root cause before ordering parts, because gasket thickness, material construction, head repair, bolt replacement, and warranty exposure are all linked. Driventus supplies aftermarket head gaskets for B2B repair and remanufacturing channels. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. Our production and inspection process is aligned with IATF 16949:2016 and ISO 9001:2015, with material and chemical compliance considerations for REACH (EC) No 1907/2006 where applicable. This guide explains how to read symptoms, separate a cracked head from gasket failure, and define purchase specifications, MOQ logic, lead time, and inspection requirements before approving a head gasket order or cylinder head repair.
What the failure pattern usually means
A head gasket is part of a sealing system, not an isolated component. It depends on correct clamp load, stable operating temperature, compatible surface finish, and accurate head-to-block geometry. When a cracked cylinder head head gasket issue appears in workshop reports or warranty returns, the failed gasket may be the visible result rather than the original cause.
Common underlying causes include:
Localised hot spots caused by coolant restriction, trapped air, low coolant concentration, blocked radiator cores, or a thermostat that does not fully open
Combustion gas leakage into the cooling circuit, often shown by pressure rising quickly from cold before coolant temperature reaches normal operating range
Oil and coolant cross-contamination that reduces lubrication, attacks bearing surfaces, and accelerates corrosion in coolant ports
Head bolt stretch, torque-to-yield bolt reuse where replacement is required, contaminated threads, or an incorrect torque-plus-angle sequence
Surface damage, corrosion, fretting, or fire-ring indentation on the cylinder head face or block deck
Detonation or pre-ignition that overloads the fire ring and embossment area, especially on turbocharged gasoline and high-compression diesel engines
A cracked cylinder head can create a leak path that looks like gasket failure during normal symptom checks. The reverse can also happen: a blown gasket may allow hot combustion gas to erode the head near the fire ring, making later inspection more complex. As a working benchmark, many passenger-car heads require flatness within about 0.03-0.05 mm across short spans and 0.05-0.10 mm overall, while heavy-duty applications may use different limits. MLS gaskets usually need a smoother surface than composite gaskets, commonly around Ra 0.4-1.2 µm depending on the engine specification. Always follow the engine-maker limit where available.
The repair decision should therefore be based on test results, dimensional checks, and visual evidence rather than on the symptom description alone. For B2B warranty review, record coolant pressure values, compression figures, flatness readings, surface-finish results, gasket batch number, bolt part number, and installation date before approving a replacement claim.
Symptoms to verify before ordering
Before releasing a purchase order for a replacement gasket, confirm the symptoms with a structured diagnostic check. This reduces the risk of ordering the correct-looking gasket for an engine that also needs head machining, head replacement, bolt replacement, thread repair, or cooling-system service.
Symptom
Likely cause
Confirmation check
Coolant loss with no external leak
Internal combustion leak, head crack, or gasket breach
Cooling-system pressure test, typically 1.0-1.5 bar or cap-rated pressure, held for 10-20 minutes without abnormal drop
White exhaust vapour after warm-up
Coolant entering one or more cylinders
Spark plug inspection, borescope check, and overnight leak-down observation with pressure applied
Milky oil or rising oil level
Oil and coolant mixing through gasket, crack, or cooler fault
Oil analysis, dipstick/cap inspection, and oil cooler isolation where applicable
Hard upper radiator hoses soon after cold start
Cylinder pressure entering the cooling system
Observe rapid cooling-system pressure rise from cold before thermostat opening
Rough idle, misfire, or one clean piston crown
One cylinder affected by coolant or compression loss
Compression test, leak-down test, and borescope inspection; compare cylinder spread to maker limit, often within 10-15%
Repeated overheating after repair
Root cause not removed
Check radiator temperature drop, thermostat opening temperature, fan trigger point, water-pump impeller condition, and air bleeding procedure
</tr></thead><tbody> </tbody></table>If two or more signals appear together, inspect the cylinder head and block before choosing a gasket specification. Dimensional fit is only one part of suitability. A gasket with the right outline can still fail quickly if the mating surfaces are out of limit, the cooling system remains restricted, or the clamping hardware is not restored.
For purchasing control, do not issue bulk orders from a symptom report alone. Ask the workshop or reman line for the engine code, OE reference, old gasket thickness mark if present, head-skim amount, bolt replacement status, and photos of the fire ring area. On diesel applications with multiple thickness grades, a 0.05-0.10 mm piston protrusion difference may change the correct gasket grade.
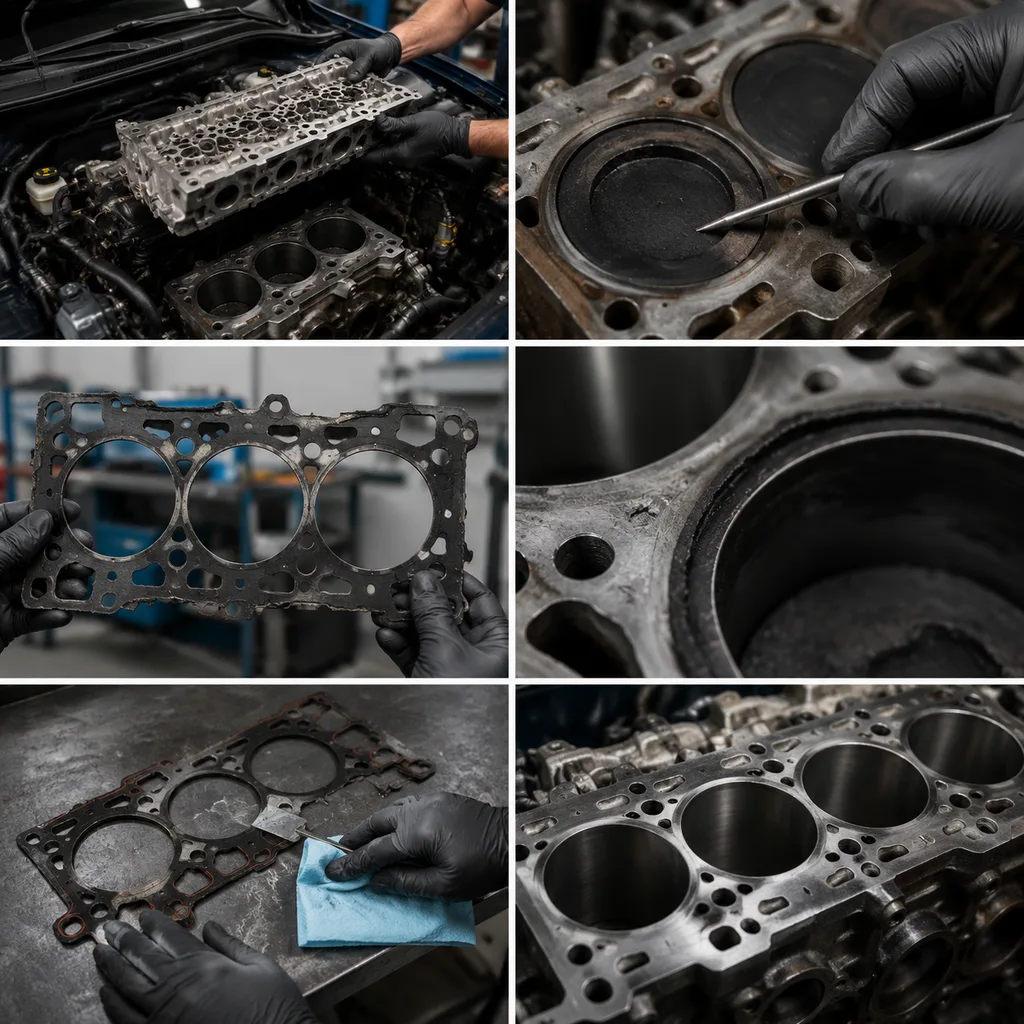
Inspection sequence that separates crack from gasket
Use a repeatable inspection sequence so the source of failure is documented and the replacement scope is clear.
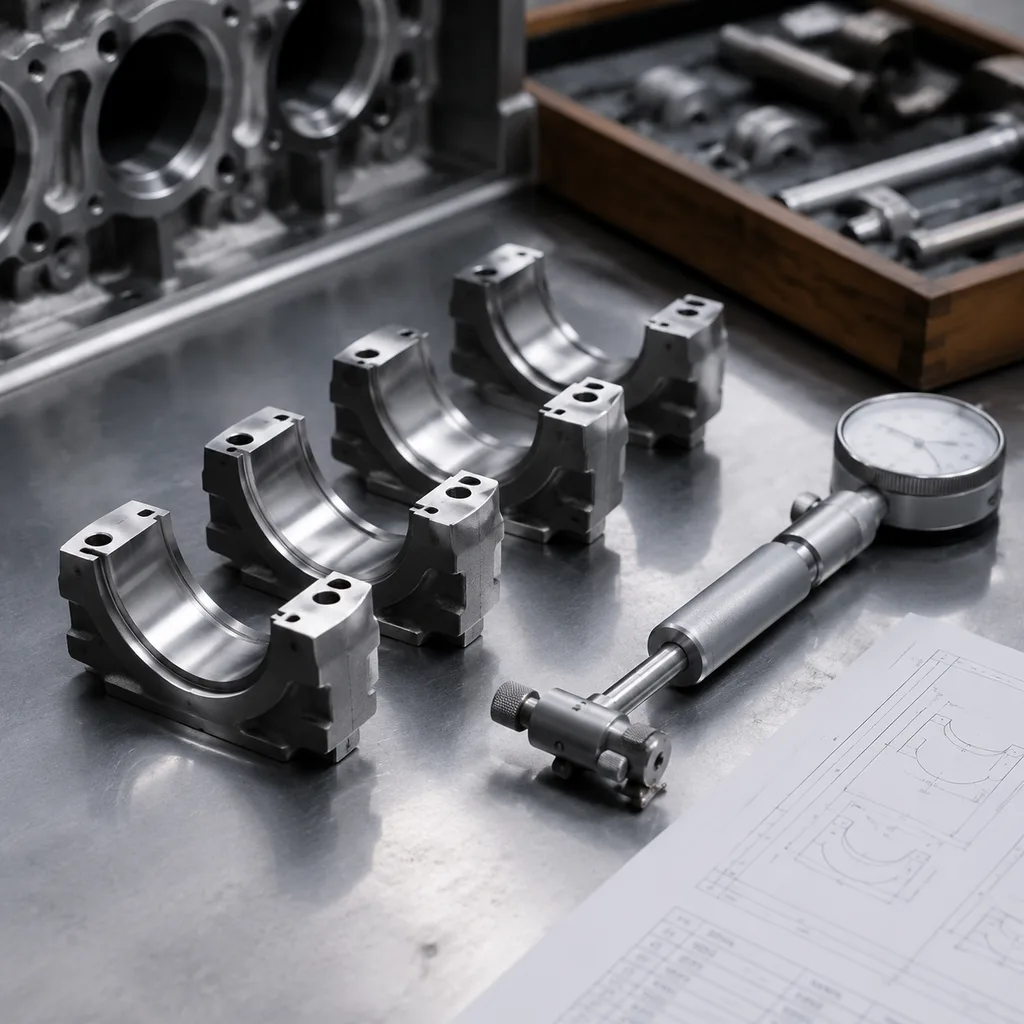
1. Check for external coolant leaks, hose collapse, radiator cap faults, water pump leakage, thermostat operation, blocked heater cores, and fan-control faults. 2. Perform a cooling-system pressure test at the cap rating, commonly 1.0-1.5 bar on light vehicles, and monitor pressure loss for 10-20 minutes. A fast pressure drop with no external leak requires internal leak investigation. 3. Run a combustion-gas test at the expansion tank or radiator neck, following the test-fluid instructions. Test when warm and after a short load cycle if the fault is intermittent. 4. Measure compression across all cylinders with battery voltage stabilised and throttle procedure correct. Record absolute readings and cylinder-to-cylinder spread. 5. Conduct a leak-down test if one cylinder is low or if adjacent cylinders show similar losses. Listen at the intake, exhaust, crankcase breather, and coolant neck; bubbles in coolant under air pressure indicate a sealing or crack path. 6. Remove the cylinder head and inspect gasket fire rings, coolant ports, oil feed areas, and cylinder sealing bands. Mark the front and cylinder numbers before cleaning. 7. Pressure-test the cylinder head for cracks, especially around valve bridges, injector bores, pre-chambers where fitted, combustion chambers, and water jackets. Many machine shops test aluminium heads in warm water around 70-90°C at approximately 2-4 bar, but the correct value depends on casting type and shop procedure. 8. Check head and block flatness with a calibrated precision straightedge and feeler gauges, or with the machining supplier’s CMM/surface plate equipment. Measure lengthwise, crosswise, and diagonally.
What to measure
Cylinder head flatness against the engine-maker limit; as a common starting point, investigate any local gap above 0.03-0.05 mm or overall gap above 0.05-0.10 mm on passenger-car aluminium heads
Block deck condition, corrosion depth, and evidence of fretting; pitting near fire rings should usually be below the gasket coating’s ability to conform, often no more than a few hundredths of a millimetre
Bore-to-fire-ring alignment and gasket overhang or underhang; verify dowel position and avoid any fire-ring intrusion into the bore
Bolt-hole cleanliness, thread condition, and signs of pulled threads; chase threads only with the correct cleaning tap and remove liquid from blind holes
Coolant passage blockage, erosion, or casting damage; compare port shape to a known-good head or drawing if available
Surface finish compatibility, especially when using multi-layer steel gaskets; MLS designs commonly need a smoother, non-directional finish than composite designs
If a crack is confirmed, gasket replacement alone will not solve the complaint. If the head passes pressure testing and dimensional checks, the gasket may still require replacement because of compression leakage, heat damage, coating breakdown, or permanent imprint deformation. Record the findings with photos, pressure values, measurement points, and tool IDs, as this helps procurement teams distinguish part quality issues from installation or engine-condition problems.
Replacement criteria for procurement teams
For buyers and parts managers, the purchase decision should be based on verified fitment data and engine build requirements, not only on engine family or visual similarity. Small differences in thickness, bead position, coating, bore diameter, oil-feed hole size, or coolant-port geometry can change sealing performance.
Confirm the following before ordering:
Engine code, displacement, fuel type, aspiration, emissions level, and production range where available
Bore size, cylinder count, and piston protrusion or liner protrusion where the engine uses graded gasket thickness
Gasket thickness, compressed thickness target, and thickness identification marks such as holes, notches, tabs, or stamped codes
Material type: multi-layer steel, composite, graphite composite, fibre composite, or coated steel
Fire ring design, stopper layer requirement, combustion bead shape, and coolant/oil port layout
Head bolt pattern, dowel locations, locating features, and whether torque-to-yield bolts must be replaced
Required surface finish for the head and block mating faces, including Ra/Rz where the machining supplier can measure it
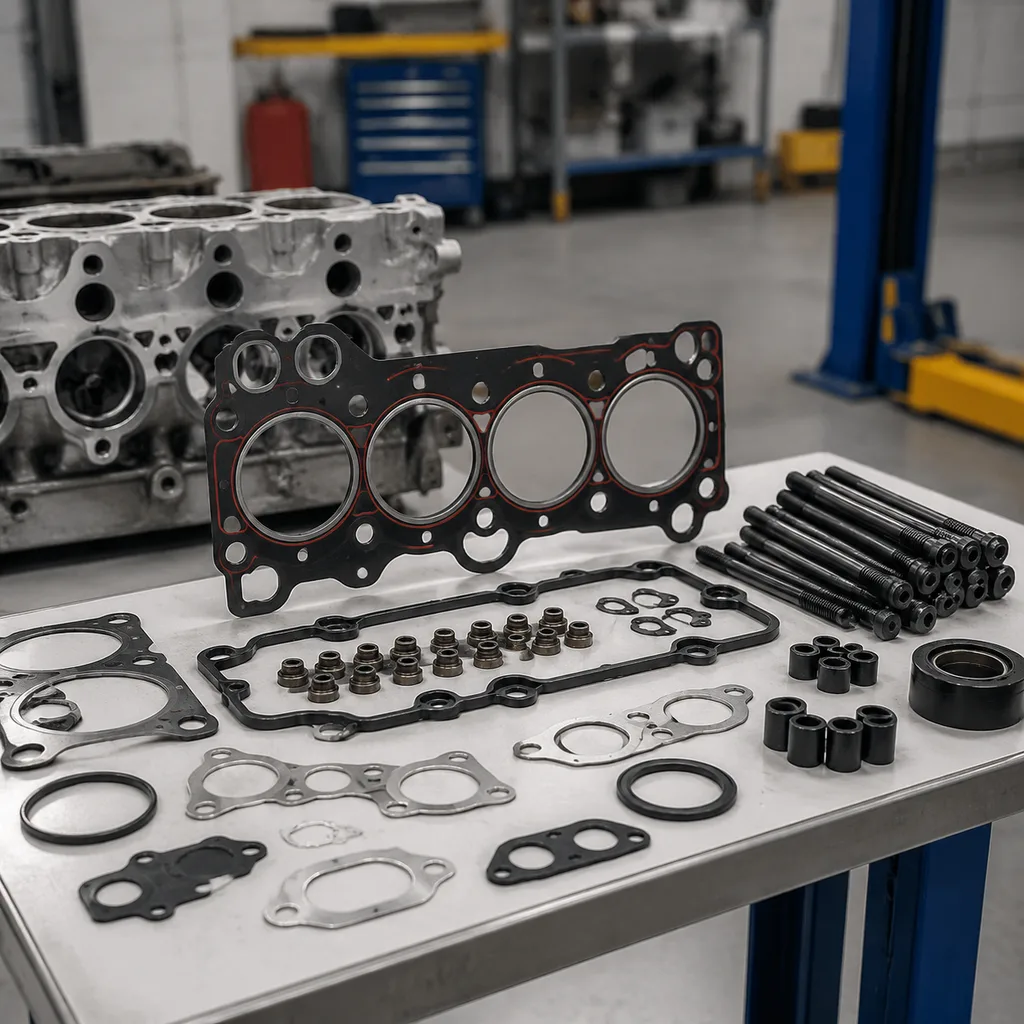
Whether head bolts, valve-cover gasket, intake/exhaust gaskets, stem seals, injector seals, or a top-end kit should be purchased at the same time
Where OE cross-reference data is available, record the part number exactly as supplied by the customer, for example OE 06A107065. Do not mix part families because two gaskets look similar on a screen or in a catalogue image. A nominal match can still fail if compressed thickness, embossment design, or port geometry is wrong for the application.
For B2B sourcing, the commercial logic should match the application risk. Existing catalogue items can usually be quoted faster and at lower MOQ than a new drawing or private-label variant. Typical order planning variables include annual volume, packaging type, label language, inspection level, and whether the order is mixed by part number. For reference, common aftermarket programmes often start around 100-300 pieces per SKU for stocked or active items and 500-1,000 pieces per SKU for new tooling, custom packaging, or slow-moving applications. Unit price normally changes with material construction, steel layer count, coating area, bore count, tooling amortisation, and carton quantity. Prototype or first-article samples may require a separate sample charge and 2-4 weeks for review; mass-production lead time commonly runs 30-60 days after specification approval and deposit, depending on tooling and order mix.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. For catalogue review, see our catalog, our quality system, and custom manufacturing if you need a non-standard specification, private-label supply, or application review.
What good head gasket supply should include
A credible head gasket supplier should provide more than a boxed part. For B2B programmes, the supply package should support traceability, incoming inspection, catalogue accuracy, and warranty review.
Request the following documentation and controls:
Dimensional inspection records for critical features such as bore openings, port locations, bolt holes, dowel holes, layer alignment, and overall profile
Material declaration and compliance file, including relevant chemical compliance information where applicable
Traceable batch or lot identification on product, inner bag, carton label, pallet label, or shipping documents
Packaging that protects sealing beads, coatings, corners, and fire ring areas during export transport; flat board support and moisture control are preferred for MLS gaskets
Application notes covering torque sequence, bolt replacement requirements, sealant restrictions, and mating-surface finish where available
Clear handling of OE references for replacement use, including fitment disclaimers, supersession control, and catalogue revision date
Consistent labelling for distributors, repair chains, and private-label customers, including barcode, SKU, quantity, origin, and batch code where required
Incoming inspection should be practical, not theoretical. Buyers can sample each lot for visual coating damage, burrs, delamination, rust, oil contamination, bent corners, and blocked holes. Critical dimensions should be checked against the drawing with a caliper, optical measurement, pin gauge, or fixture. Typical gasket profile tolerances vary by design, but purchasing specifications commonly control critical hole positions within approximately ±0.10-0.25 mm and overall outline within approximately ±0.30-0.50 mm unless the drawing states otherwise. Thickness should be checked by material stack and grade mark, not by compressing the gasket with uncontrolled force.
Driventus manufactures for aftermarket distribution, OEM, and tiered supply channels from Taizhou, Zhejiang. Our production base is designed around repeatability, lot traceability, and export-ready documentation for customers in the EU, UK, US, Canada, Australia, and Brazil. For sourcing teams managing multiple applications, these controls help reduce mis-picks, protect inventory quality, and make technical claims easier to evaluate.
When to replace the cylinder head as well
Replace the cylinder head, not only the gasket, when inspection shows damage that cannot be corrected within the engine-maker’s limits. A new gasket cannot compensate for a cracked casting, excessive distortion, low head height, poor thread integrity, or an unstable sealing land.
Replacement is usually the lower-risk option when you find:
A confirmed crack in the combustion chamber, valve bridge, injector area, pre-chamber area, cam carrier region, or water jacket
Warpage beyond the engine limit after machining allowance is considered, or distortion that returns after heat cycling
Erosion, pitting, or flame cutting around the fire ring land, especially where the sealing bead must sit
Multiple overheating events with local surface softening, corrosion, or loss of hardness on aluminium heads
Repeated gasket failure on the same engine after correct installation and cooling-system repair
Previous machining that has already reduced head height beyond service specification or changed valve-train geometry
Pulled threads, damaged dowel holes, or bolt seats that prevent reliable clamp load
This is where repair cost, downtime, and warranty exposure become commercial as well as technical issues. If the head is borderline, machining may improve flatness but still fail to restore safe sealing geometry, combustion-chamber volume, cam alignment, compression ratio, or valve-train alignment. A resurfacing cut of 0.05-0.15 mm may be acceptable on some heads, while others have very limited allowance; diesel heads and overhead-cam aluminium castings can be especially sensitive. Confirm minimum head height, valve protrusion/recession, and timing-drive impact before approving machining.
For fleet operators, repair chains, and remanufacturers, replacing the cylinder head can be more economical than repeating labour and parts claims after another cracked cylinder head head gasket complaint. A practical decision rule is to compare the cost of a tested replacement head plus gasket set and bolts against the expected labour repeat, vehicle downtime, coolant/oil flushes, and claim handling. If the vehicle is revenue-generating, two failed repairs usually cost more than replacing a suspect head during the first intervention.
For engines that require a special build or private-label programme, request a quote and specify the engine code, OE reference, annual volume, target market, forecast by SKU, required MOQ, packaging format, inspection level, and any certificate or labelling requirements.
Frequently asked questions
Yes. A cracked cylinder head can cause the same symptoms as gasket leakage, including coolant loss, misfire, white exhaust smoke, and cooling-system pressure build-up. Pressure testing, combustion-gas testing, leak-down testing, and head inspection are needed before ordering parts.
Usually yes, but the head and block should be measured first. Overheating can distort sealing faces, damage gasket coatings, and reduce clamp reliability. Check flatness, surface finish, bolt condition, and cooling-system cause before reuse or replacement decisions.
Yes. We work from customer-supplied OE references and fitment data, and we can review application details for B2B sourcing programmes. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
If you need a verified gasket match, batch documentation, MOQ/lead-time review, or a private-label programme, contact Driventus through /contact.html to review your application, OE reference, target market, packaging needs, and volume requirement.