Connecting Rod for Fiat Panda Replacement: OE Match Checks
When sourcing a connecting rod for Fiat Panda replacement, the first decision is not price. It is fit risk. The Panda badge covers multiple engine families, so a rod that looks right can still miss on length, bore, or pin fit. Driventus supplies engine components from Taizhou, Zhejiang, with production controlled under IATF 16949:2016 and ISO 9001:2015. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. This article gives buyers a practical way to verify OE-equivalent replacement rods, spot failure modes before ordering, and understand how our sourcing, traceability, and testing support distributor, workshop, and rebuilder supply. For broader engine coverage, see [our catalog](/products.html) and [quality system](/quality.html).
Start with the engine code, not the car name
A Fiat Panda replacement rod is selected by engine family first and vehicle model second. That sounds obvious until a quote request arrives with only “Fiat Panda” and a photo of the old part.
Check these fitment points before release:
Engine code and displacement
Centre-to-centre length
Big-end bore and width
Small-end bore for the gudgeon pin
Rod cap style and bolt size
Piston compression-height relationship
Bearing shell type and oil-clearance target
Use the engine code as the first gate. Then confirm the rod against a measured sample or OE drawing. If the engine failed from seizure, over-rev, or hydrolock, inspect the crank journals and piston pins before placing the order. A rod can be dimensionally correct and still be wrong for the rebuild if the mating parts are already outside tolerance. For catalogue browsing, use our catalog or the engine-focused section at /products/engine-components.html.
What OE-equivalence should look like in practice
For procurement, OE-equivalence means measurable correspondence, not a visual match. Ask for the drawing, control plan, and inspection record tied to the exact engine application.
Check item
Typical requirement
Why it matters
Centre-to-centre length
Match OE drawing; common control tolerance ±0.05 mm to ±0.10 mm depending on engine family
Preserves compression height and TDC geometry
Big-end bore
Match within drawing tolerance; roundness and taper typically controlled within 0.01 mm to 0.02 mm
Controls bearing crush and oil clearance
Small-end bore
Match pin size and fit class; often held within 0.005 mm to 0.015 mm
Prevents pin wear and noise
Rod mass
Matched within production set, commonly within 1 g to 3 g for set balancing
Reduces imbalance in multi-cylinder engines
Bolt specification
OE-equivalent grade and torque or stretch method, with verified clamp load
Protects cap retention under load
Surface condition
No burrs, no casting flash, controlled shot-peen or machined finish where specified
Reduces stress risers and assembly issues
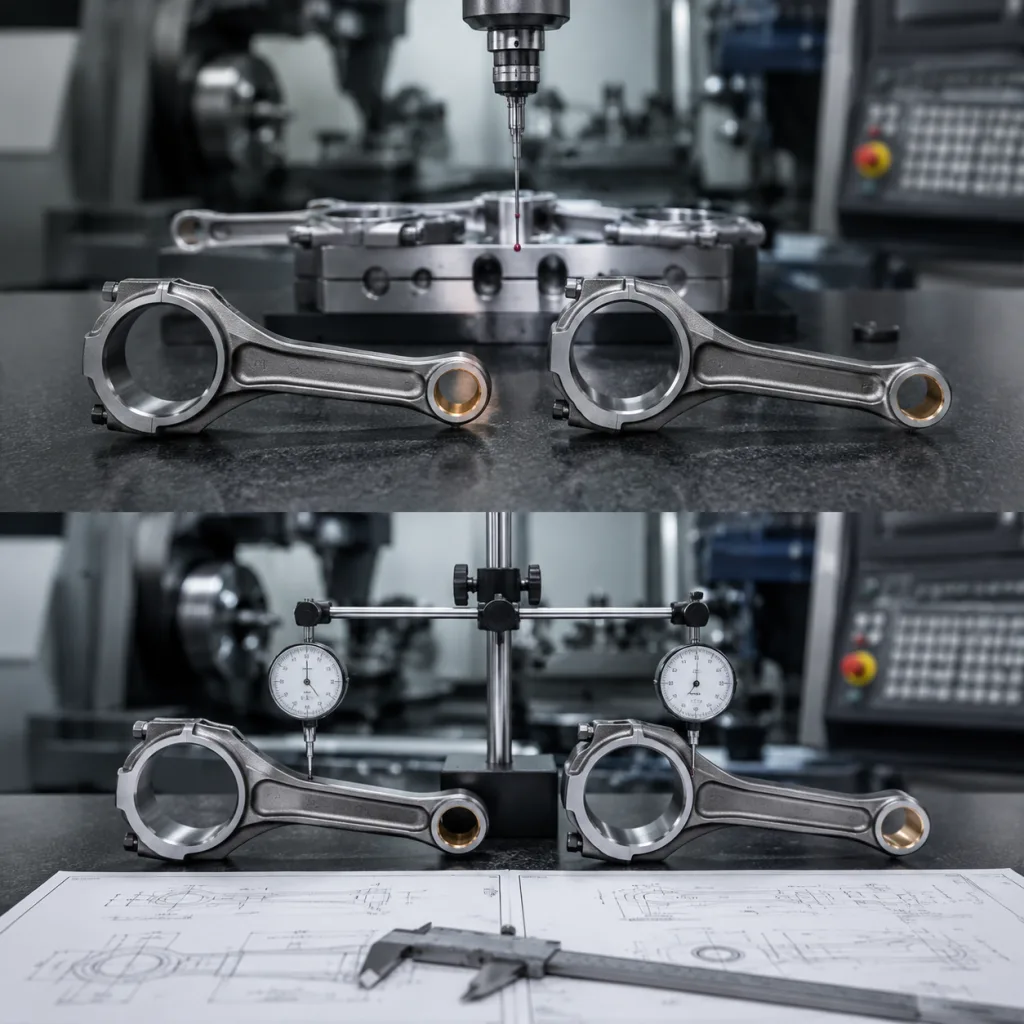
</tr></thead><tbody> </tbody></table>One useful buyer test is to ask how the part was measured, not only whether it passed. A credible inspection record should show the measuring tool, sampling frequency, and last calibration date. Dimensional consistency across batches matters as much as the first sample. Driventus maintains inspection using calibrated gauges and production records aligned with IATF 16949:2016 and ISO 9001:2015. If your team needs a private-label or engine-family programme, see custom manufacturing.
Material and test evidence buyers should demand
Most passenger-car rods are made from forged steel or powder-forged steel, depending on the engine design and duty cycle. Buyers should request the actual material specification instead of a generic description.
For a practical sourcing review, ask for all of the following in the same quote cycle:
Material grade and heat number traceability
Forging route or powder-forged process confirmation
Rod body hardness target, typically around HRC 28-36 for many forged-steel passenger-car rods, if applicable to the design
Big-end and small-end surface-finish requirement, often specified by Ra value on the drawing
Bolt tightening method, including torque angle or stretch value if the design uses yield-type fasteners
Fatigue, proof-load, or running-in test evidence where the application requires validation
Typical evidence package:
Material certificate by heat number
Hardness report for rod body and cap area
Dimensional inspection report
Bolt torque or stretch verification method
Fatigue or proof-load test summary where applicable
Packaging and traceability record
For export supply, compliance documentation may also need reference to REACH (EC) No 1907/2006 for substance control and the buyer’s own restricted-substance list. If the replacement rod is supplied with other engine parts, group them under one controlled lot so the rebuild team can track the full set through receiving and assembly. Our manufacturing and test approach is described in the quality system.
Where Panda rod replacements fail in the field
The Fiat Panda nameplate covers multiple engines, so a wrong rod can pass an early visual check and still fail during assembly. The most common sourcing mistakes are not dramatic; they are small mismatches that compound.
Watch for these failure modes:
Incorrect engine-code mapping from the buyer’s enquiry
Reused rods with ovality at the big end
Oil-starvation damage that also affected the crank journal
Bent rods from over-rev or hydrolock
Mixed component sets from partial rebuilds
A practical rebuild check is to measure the rod eye, crank journal, and piston pin together before release. If the big-end bore is out by more than the specified tolerance, or if the rod has visible twist or bend beyond the service limit, reject it rather than trying to force the fit. When a workshop reports knock, low compression, or metallic debris in the oil, inspect the rod together with the piston, bush, and crank journal. A replacement part alone will not solve a damage chain if the root cause remains. If your application needs a specific OE cross-reference such as OE 06A107065, confirm the exact engine code before release.
How Driventus supports repeat sourcing
Driventus supports buyers who need stable supply, technical verification, and repeatable quality. We produce engine and powertrain components in a vertically integrated manufacturing base in Taizhou, Zhejiang, with export coverage in 60+ countries.
For commercial planning, we support both trial orders and repeat programs. The usual path is straightforward:
1. Send sample, drawing, or OE cross-reference for fit review. 2. Place a trial order for installation check and dimensional confirmation. 3. Approve a pilot batch after the first evaluation. 4. Release production once application details and packaging are locked.
What procurement teams can expect:
Engineering review against sample, drawing, or OE cross-reference
Batch traceability and inspection documentation
Export packaging suitable for distributor and workshop channels
Custom labelling and programme support where required
Controlled production under IATF 16949:2016 and ISO 9001:2015
MOQ, price, and lead time depend on rod family, surface treatment, and packaging scope. A simple repeat-order replacement rod usually carries a lower MOQ than a fully customised private-label programme, while special packaging, barcode labelling, or mixed-kit bundling can extend lead time. Buyers can shorten the first order cycle by sending engine code, OE number, sample photos, required annual volume, target country, and packaging spec in one request. For a broader range of engine parts, start with our catalog. If your requirement includes variant-specific dimensions, private label, or a family-level sourcing programme, use custom manufacturing.
Frequently asked questions
Confirm the engine code first, then verify centre-to-centre length, big-end bore, small-end bore, rod width, and bolt specification against the OE drawing or a measured sample. If possible, request the supplier’s tolerance sheet and inspection report before release.
No. Fiat Panda engines vary by model year and engine family. Vehicle model alone is not enough for a correct replacement, and the wrong rod can still look similar in photos or samples.
Request material certificates, dimensional inspection reports, traceability records, and the supplier’s quality system evidence. For commercial sourcing, also ask for MOQ, unit price, lead time, packaging spec, and the accepted tolerance range for critical dimensions. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
If you need a verified replacement rod for a Fiat Panda programme, send your engine code, sample photos, required annual volume, and drawing or OE cross-reference for review. Start here: /contact.html