A connecting rod for Audi Q7 OE equivalent replacement has to do more than fit inside the engine. It must match the original rod’s critical geometry, mass range, bearing interfaces, bolt clamping requirements and fatigue performance for the relevant V6 or V8 powertrain. For distributors, engine rebuilders and import buyers, the real sourcing challenge is consistency: every shipment should be traceable, measurable and validated against the same technical criteria. Driventus manufactures engine components in Taizhou, Zhejiang for aftermarket and B2B supply, with production managed under IATF 16949:2016 and ISO 9001:2015 systems. This guide explains what procurement teams should verify before buying OE-equivalent connecting rods for Audi Q7 service applications, including fitment confirmation, material controls, inspection records, validation testing and export packaging. Driventus is an independent aftermarket manufacturer; vehicle brand names and OE references are used only to identify fitment.
What OE-Equivalent Means for Q7 Connecting Rod Replacement
OE-equivalent does not mean the part only looks similar to the original. A replacement connecting rod must reproduce the functional interfaces that control piston position, bearing crush, oil clearance, cap alignment and rotating assembly balance. For Audi Q7 applications, buyers should confirm the engine code, displacement, production year range, fuel type and rod design before approving a purchase order.
Critical fitment data normally includes centre-to-centre length, big-end bore, small-end bore, wrist-pin diameter, big-end width, small-end width, cap design and bolt specification. If an inquiry includes a reference such as OE 06A107065, it should be treated as a cross-reference starting point rather than proof of interchangeability. The supplier should still verify the part against a drawing, sample, engine code or reliable aftermarket reference because one vehicle model may use multiple engine families across different markets.
For B2B replacement programmes, Driventus recommends maintaining one controlled fitment sheet per SKU. The sheet should list the applicable engine codes, reference numbers, key dimensions, supplied accessories and packaging format. This reduces order errors when the same platform has different variants across EU, UK, US, Canadian, Australian and Brazilian markets. Buyers can review related engine-component coverage in our catalog and the engine components section at /products/engine-components.html.
Dimensional and Material Checks Buyers Should Require
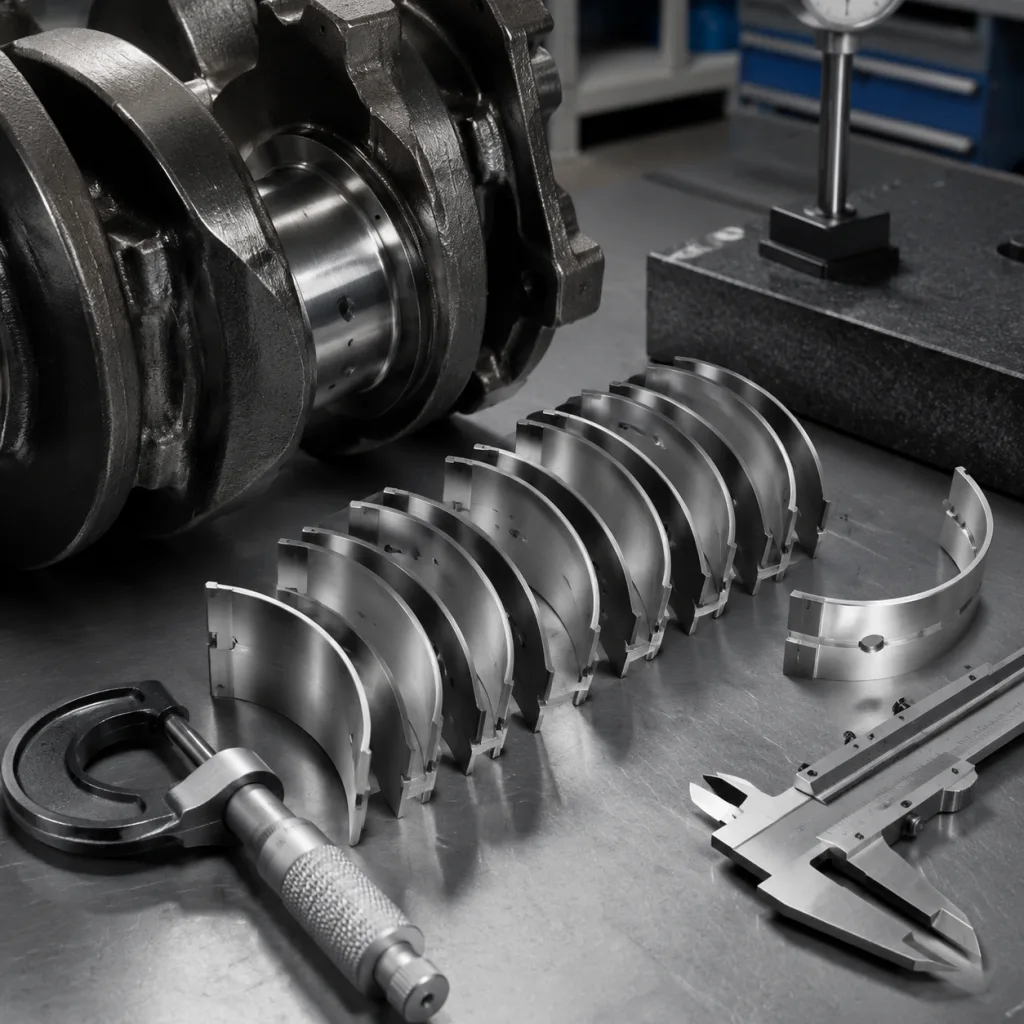
A connecting rod for Audi Q7 OE equivalent application should be released only after dimensional inspection on production parts, not just prototype samples. The most important checks are functional: small deviations can alter bearing oil film, piston deck position, rod side clearance, noise behaviour or long-term durability.
Check item
Why it matters
Typical control method
Centre-to-centre length
Controls piston position and compression consistency
CMM or dedicated rod gauge
Big-end bore roundness
Affects bearing seating, crush and oil clearance
Bore gauge after cap assembly
Small-end bore size
Controls pin fit, wear and noise risk
Air gauge or bore gauge
Parallelism and twist
Reduces uneven bearing and pin loading
Fixture gauge or CMM
Rod weight and end balance
Supports rotating assembly balance
Precision scale and end-weight fixture
Bolt thread and seating
Maintains cap clamp load and cap alignment
Thread gauge plus torque or torque-angle validation
</tr></thead><tbody> </tbody></table>Material information should be included in the inspection package, not left as a verbal assurance. Depending on the engine family and rod design, production may involve forged steel, powder metal steel or another controlled steel grade. Procurement teams should request chemical composition verification, hardness range, heat-treatment records and microstructure checks where applicable.
Surface condition is also part of functional quality. Machining marks on bearing surfaces, burrs near oil holes, poor shot-peening coverage, corrosion, cap mating damage and raised edges around bolt seats can all create warranty risk. Buyers should agree which surfaces are visually inspected, which are measured, and how nonconforming parts are segregated before packing.
Validation Testing for Replacement Connecting Rods
Validation should reflect the way connecting rods fail in real service. These parts see tensile load at high engine speed, compressive load during combustion, bending stress, bearing heat, lubrication variation and repeated bolt clamp-load cycles. For replacement programmes, the test plan should be documented, repeatable and linked to the drawing or agreed customer specification.
Common validation items include:
Tensile and yield-strength confirmation for the selected steel grade
Hardness testing after heat treatment
Metallographic inspection for grain flow, inclusions or heat-treatment defects
Fatigue testing on representative rods or validated process references
Big-end bore stability after bolt tightening
Surface roughness checks on bearing and pin interfaces
Magnetic particle inspection or another crack-detection method where specified
Torque, torque-angle or clamp-load checks for rod bolts where required
IATF 16949:2016 and ISO 9001:2015 do not define the dimensions of a specific rod, but they do set expectations for process control, traceability, corrective action, change management and continuous improvement. For export supply, material and chemical compliance may also need to consider REACH (EC) No 1907/2006, depending on the destination market and customer contract.
Before placing recurring orders, buyers should ask which requirements are controlled by the drawing, which come from the customer specification, and which are managed through the supplier’s internal control plan. That separation helps avoid confusion when a dimension, surface finish or inspection frequency needs to be changed.
Quality Documentation for Importers and Distributors
A distributor carrying a connecting rod for Audi Q7 OE equivalent replacement is exposed to warranty and reputation risk if shipment documentation is weak. A complete file helps the buyer trace a complaint back to the batch, material lot, heat-treatment lot, machine, operator and inspection result. It also gives the sales and technical teams a consistent basis for answering customer questions.
Useful documents include:
Part drawing or approved technical data sheet
Material certificate for the rod body and bolts
Heat-treatment report with batch reference
Dimensional inspection report for critical characteristics
Process control plan and inspection frequency summary
Packaging specification and anti-corrosion method
Batch traceability label format
Corrective action procedure for nonconforming product
Change notification rules for material, process, tooling or sub-suppliers
Driventus operates a documented quality system aligned with IATF 16949:2016 and ISO 9001:2015. For long-term B2B programmes, procurement teams may request PPAP-style documentation where agreed by contract, including dimensional results, material records, process flow information and control-plan summaries.
Clear documentation is especially important for importers supplying multiple repair chains or regional distributors. It supports incoming inspection, stock rotation, claim review and repeat ordering. Driventus does not claim approval or endorsement by any vehicle manufacturer. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Sourcing Considerations: MOQ, Packaging and Cross-Reference Control
For replacement parts, poor cross-reference management can cost more than small differences in unit price. Before placing a purchase order, buyers should confirm whether the connecting rod is supplied as a single rod, a matched set, with bolts, without bolts or as part of an overhaul kit. Rod bolts are safety-critical clamp components and should not be substituted unless the material, thread, seating geometry and tightening method have been validated.
A practical B2B purchasing checklist:
Confirm engine code, displacement, year range and market version
Confirm the OE reference format if supplied, such as OE 06A107065
Request a drawing or critical-dimension sheet before mass production
Specify whether rods require weight matching within a defined set range
Define packaging: single box, set box or bulk export carton
Specify rust-prevention period for sea freight and warehouse storage
Agree labelling language, barcode format and country-of-origin marking
Record acceptable inspection standards and AQL level in the purchase contract
Clarify claim handling, sample retention and batch traceability requirements
MOQ and lead time depend on material availability, forging or blank inventory, machining capacity, finishing steps and inspection requirements. Standard stocked applications can move faster than custom or low-volume variants. Private-label packaging, special weight matching, modified dimensions or customer-owned drawings may require additional sampling and approval time.
Where a buyer needs alternative materials, revised dimensions, branded packaging or a drawing-based programme, Driventus can review custom manufacturing requirements before quoting. Sharing annual forecast volume, target markets and technical files at the RFQ stage helps us recommend a realistic supply plan.
When to Replace a Q7 Connecting Rod Rather Than Reuse It
In engine rebuilding, reusing a connecting rod may be acceptable only when inspection confirms that the part is dimensionally stable and free from damage. Replacement is normally required when the rod is bent, twisted, cracked, overheated, out of round at the big end, worn at the pin bore or damaged at the bolt seating face.
Typical inspection triggers include uneven bearing wear, piston-to-deck height variation, hydrolock history, low-oil operation, bearing seizure, abnormal knocking noise, visible cap fretting or evidence that the piston and rod assembly has been overloaded. A rod that has experienced bearing seizure may lose bore geometry even if the surface can be cleaned. Likewise, a rod bolt stretched beyond its designed range can reduce cap clamping force and allow cap movement under load.
For repair chains and rebuilders, the safest policy is to define rejection criteria in writing. Technicians should know which measurements require replacement, which defects allow reconditioning and which conditions must be escalated for engineering review. This keeps service decisions consistent across branches and helps purchasing teams maintain the right stock of OE-equivalent replacement rods.
If the application is uncertain, buyers should send photos, sample measurements, engine-code details and any visible casting or forging marks with the RFQ. That information allows the supplier to confirm fitment before shipment and reduces the risk of returns caused by mixed engine variants.
Frequently asked questions
No. Audi Q7 applications vary by engine code, displacement, model year and market. Buyers should confirm the engine code and critical dimensions before ordering, even when an OE cross-reference is supplied.
Request dimensional inspection results, a material certificate, heat-treatment record, batch traceability information and packaging specification. For recurring programmes, add an agreed control plan, change notification rules and corrective action process.
No. Driventus does not claim approval or endorsement by any vehicle manufacturer. Driventus is an independent aftermarket manufacturer; brand names and OE references are used only to identify fitment.
For fitment review, drawings, samples or distributor pricing, send engine details and required quantities to our team. You can [request a quote](/contact.html).