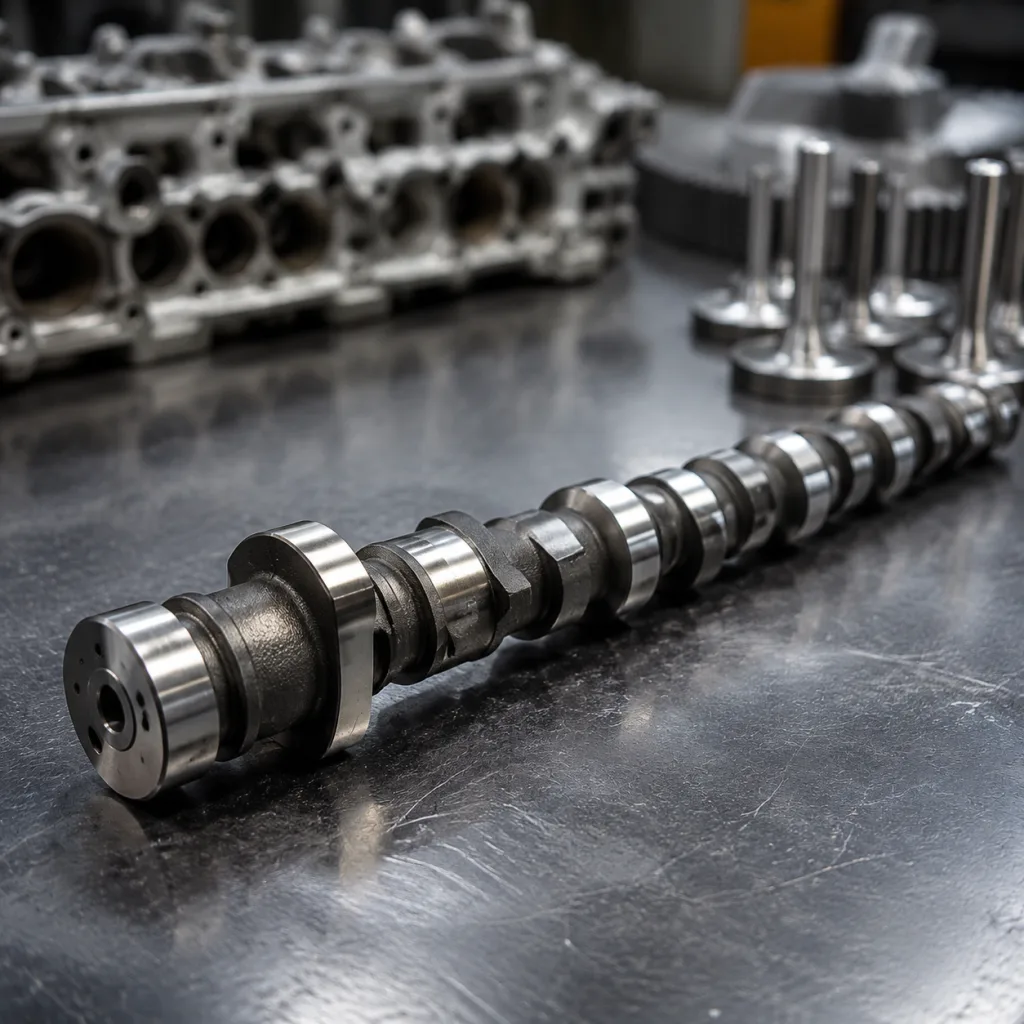
Camshaft Volkswagen Replacement: What Buyers Should Verify
A camshaft Volkswagen replacement program is reliable only when the part matches the original design in the areas that matter most: valve-event geometry, journal fit, hardness pattern, surface finish, and lubrication features. For distributors, repair groups, and OE-service suppliers, the risk goes well beyond unit price. Warranty returns, workshop labour claims, line-down events, ECU fault-code issues, and mixed batches across engine codes can all erase a small purchase saving very quickly. Camshafts should be sourced as precision valvetrain components, not as generic castings or simple turned shafts.
In practical terms, the RFQ for camshaft Volkswagen replacement should spell out lobe lift, base-circle diameter, journal diameter, lobe-to-lobe phase relationship, total indicated runout, surface hardness, oil-hole geometry, cleanliness, marking, and traceability. Those requirements then need to connect directly to incoming inspection and end-of-line control plans. Where variable valve timing or trigger features are involved, the RFQ should also lock down phaser interface geometry and signal-feature position relative to the reference datum. That level of control helps prevent launch problems, protects warranty performance, and keeps overseas sourcing aligned with local expectations for fit, NVH, and durability.
This article explains what buyers should verify before placing volume orders, which tests deserve the most attention during approval, and when private-label or custom variant control leads to better commercial results. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
What OE-equivalent means in practice
For a camshaft Volkswagen replacement, OE-equivalent should mean the replacement part reproduces the functional geometry and interface features that govern valve timing, lubrication, bearing support, seal fit, and sensor compatibility. It should not simply mean the part can be installed on one vehicle family.
That distinction matters in Volkswagen applications because a single engine family can include several intake and exhaust cam variants across model years, emissions calibrations, and regional builds. Differences may involve lobe timing, lobe count, trigger windows, reluctor features, seal diameters, phaser interfaces, nose machining, oil-feed locations, and timing-drive end features. A camshaft that looks correct at a glance can still trigger DTCs, rough idle, valvetrain noise, or rapid follower wear if one critical detail is off by a small amount.
What to request at RFQ stage
- Engine code, production year band, displacement, and fuel type
- Intake or exhaust position, and whether the phaser, trigger wheel, or bolt set is included
- Controlled drawing, approved sample, or full dimensional data for base circle, lobe lift, journal diameters, and datum scheme
- Surface finish and hardness requirements for lobes and bearing journals
- Packaging specification, label format, and batch traceability requirements
For tighter control, buyers should also ask the supplier to confirm:
- OE reference numbers and aftermarket cross-references used for the quotation
- Whether the quoted camshaft is supplied bare or with fitted accessories such as trigger elements, bolts, dowels, or pressed-on components
- Whether the part suits hydraulic tappet, roller follower, or bucket-follower valvetrain architecture in the target engine
- Whether mating-part replacement is mandatory or recommended, such as followers, lifters, rocker arms, seals, bolts, or timing hardware
One of the most common sourcing mistakes is to identify the application only as Golf, Passat, Tiguan, or Transporter. For a precision valvetrain component, that is far too broad. The procurement record should tie the part to the engine code, controlled drawing revision, and approved fitment matrix. On some Volkswagen programs, even the same displacement can use different trigger geometry or phaser interfaces depending on engine code and emissions generation. That is the most reliable way to avoid mixed variants in future replenishment orders.
Review our catalog when mapping part families, and the engine components page if the programme also includes lifters, valves, or related parts. For volume buying, a supplier should provide a fitment matrix tied to controlled part revisions rather than informal vehicle lists.
Dimensional and material checkpoints before approval
Before approval, buyers should verify the dimensional and metallurgical characteristics most likely to drive field claims in a camshaft Volkswagen replacement program. A camshaft can appear correct in a photo and still fail on journal fit, lobe profile, phase angle, hardness consistency, or wear life.
Geometry comes first. Journals must fit the cylinder-head bearing bores correctly, lobes must deliver the specified lift curve and timing relationship, and the shaft must remain straight enough to avoid abnormal hydrodynamic bearing load. Small deviations can have visible effects on NVH, oil-film stability, and cam/crank correlation.
Typical checkpoints are:
- Journal diameter, roundness, and cylindricity within drawing limits; many passenger-vehicle programs control finished journal size in the low-micron range, with process capability commonly targeted around 0.010 to 0.015 mm total spread on final journal diameter.
- Total indicated runout typically at or below 0.02 to 0.03 mm, measured at specified journals or between centers per the drawing method.
- Lobe lift deviation commonly within ±0.02 mm from approved master data, with controlled base-circle diameter and profile consistency across all lobes.
- Lobe and journal surface hardness commonly in the 58 to 62 HRC range for hardened zones, verified to ISO 6508-1; where induction hardening is used, case depth and hardness gradient should also be checked by microhardness to ISO 6507-1.
- Oil-feed holes, slots, and cross-drillings free of burrs and breakout, with positional accuracy and diameter matched to the controlled drawing.
Those baseline checks should be expanded into a formal approval plan. In many cases, buyers should ask for:
- Overall length, flange or nose dimensions, and end-face perpendicularity
- Journal spacing and lobe location from fixed datums
- Phase angle between reference lobes and any trigger feature or phaser interface
- Surface roughness values on lobes and journals after finish grinding, often controlled in the sub-micron Ra range where specified
- Chamfer condition on oil holes and bearing edges
- Thread quality, torque-seat geometry, or fastening features where auxiliary components are attached
Material declaration matters too. Depending on the application, the route may be chilled cast iron, alloy cast iron, or forged/rolled steel with localized hardening. The supplier should state that route clearly because it affects scuff resistance, follower compatibility, and fatigue behaviour. If the base material or hardening route changes without revalidation, wear behaviour can shift even when nominal dimensions stay the same.
For that reason, the approval file for camshaft Volkswagen replacement should contain more than a simple material name. It should identify the manufacturing route, heat-treatment method, hardness target, effective case depth where applicable, and critical metallurgical controls such as microstructure acceptance, decarburization limits, and crack-check requirements after heat treatment or grinding. This is especially important when importing from multiple plants or approving dual-source supply.
Validation tests that reduce field returns
Validation data should reflect the failure modes seen in service: valvetrain noise, accelerated lobe wear, unstable idle, lubrication-related scoring, and cam-position diagnostic faults. For procurement teams, the real question is not whether a supplier has performed tests. It is whether the test results demonstrate dimensional and metallurgical stability from batch to batch.
In a camshaft Volkswagen replacement programme, validation should cover both part conformity and application risk. A shaft that passes a few spot checks can still fail in service if profile form, phase angle, trigger position, or hardened layer drifts between lots. The strongest approval process combines dimensional inspection, material confirmation, and functional or endurance testing.
| Check | Typical method | Why it matters |
|---|---|---|
| Lobe profile and phase angle | CMM, form tracer or dedicated camshaft measuring system against master data | Confirms valve-event geometry, profile fidelity and repeatability |
| Runout | Dial indicator or dedicated bench fixture at controlled datum points | Limits bearing load, seal wear and NVH risk |
| Hardness map | Rockwell or Vickers testing at agreed locations | Confirms wear resistance and heat-treatment consistency |
| Cleanliness | Flushing and particle review, optionally to ISO 16232 when specified | Reduces lubrication-system contamination and start-up scoring risk |
| Endurance or rig testing | Matched follower test under controlled load, oil temperature and lubrication rate | Screens early scuffing, pitting or abnormal wear before release |