Camshaft for Toyota RAV4 Replacement: B2B Sourcing Notes
A camshaft for Toyota RAV4 replacement programme should start with one question: what risk is the buyer trying to remove? Wrong-position stock creates installation rejects. Weak surface control creates wear claims. Poor packaging creates freight damage. Loose cross-references create catalogue returns. For distributors, importers, and repair-chain buyers, the sourcing job is not simply finding a shaft that looks similar; it is confirming engine-code fitment, cam profile, journal geometry, surface condition, oil-feed layout, thrust control, VVT interface, and sensor reference position before the part reaches the workshop. Published on 2026-06-19, this article gives a practical decision framework for RAV4 replacement camshaft sourcing across mixed model years and markets, including specification checks, validation gates, receiving inspection, route selection, and RFQ documents. Driventus manufactures engine and powertrain components in Taizhou, Zhejiang, and supplies B2B customers in more than 60 countries. Driventus is an independent aftermarket manufacturer; Toyota and RAV4 names are referenced for fitment identification only.
Start With the Failure You Cannot Afford
RAV4 applications vary by region, model year, and powertrain. Petrol and hybrid versions may use different inline-four engine families, dual overhead camshaft layouts, variable valve timing systems, and camshaft position sensor arrangements. That is why “RAV4 camshaft” is not a purchase specification. It is only a search phrase.
For a replacement programme, buyers should work backwards from the most expensive failure mode. If the risk is wrong-stock returns, prioritise engine code, production period, intake/exhaust position, and barcode separation. If the risk is workshop non-installation, focus on VVT/phaser connection, dowel position, sprocket location, and sensor trigger design. If the risk is early wear, tighten controls on material, hardness, journal geometry, lobe finish, oil holes, and freight protection.
OE part-number cross-references can help, but they should not drive the order alone. A generic reference such as OE 11251… is useful only when it is tied to the correct engine code, market, year range, and camshaft position. One digit wrong, or intake confused with exhaust, can create a non-installable SKU even when the shaft length appears close. Driventus does not claim approval, supply status, or endorsement by any vehicle manufacturer. Cross-references are used only for fitment identification.
Minimum fitment checks before order release:
- Engine code, displacement, fuel type, and model-year range
- Intake versus exhaust position, including left/right or bank notation if applicable
- VVT interface, phaser bolt pattern, dowel position, and oil-control feed alignment
- Camshaft position sensor trigger wheel, slot, tooth, or reference feature geometry
- Overall length, journal count, nominal journal diameter, and thrust location
- Lobe count, lobe orientation, base-circle diameter, lift, and valve-train interface type
- Dowel, keyway, slot, gear-interface, or sprocket-location configuration
- Packaging protection for journals, lobes, thrust faces, oil holes, and locating features during sea freight
A strong RFQ uses a fitment matrix, not a one-line description. Add columns for engine code, market, year range, intake/exhaust position, OE-style reference, annual quantity, target stock month, and packaging type. For mixed RAV4 programmes, assign each camshaft position its own SKU and barcode. Do not let two visually similar shafts share a bin.
For broader engine-part coverage, procurement teams can review our catalog or the engine component family page at /products/engine-components.html.
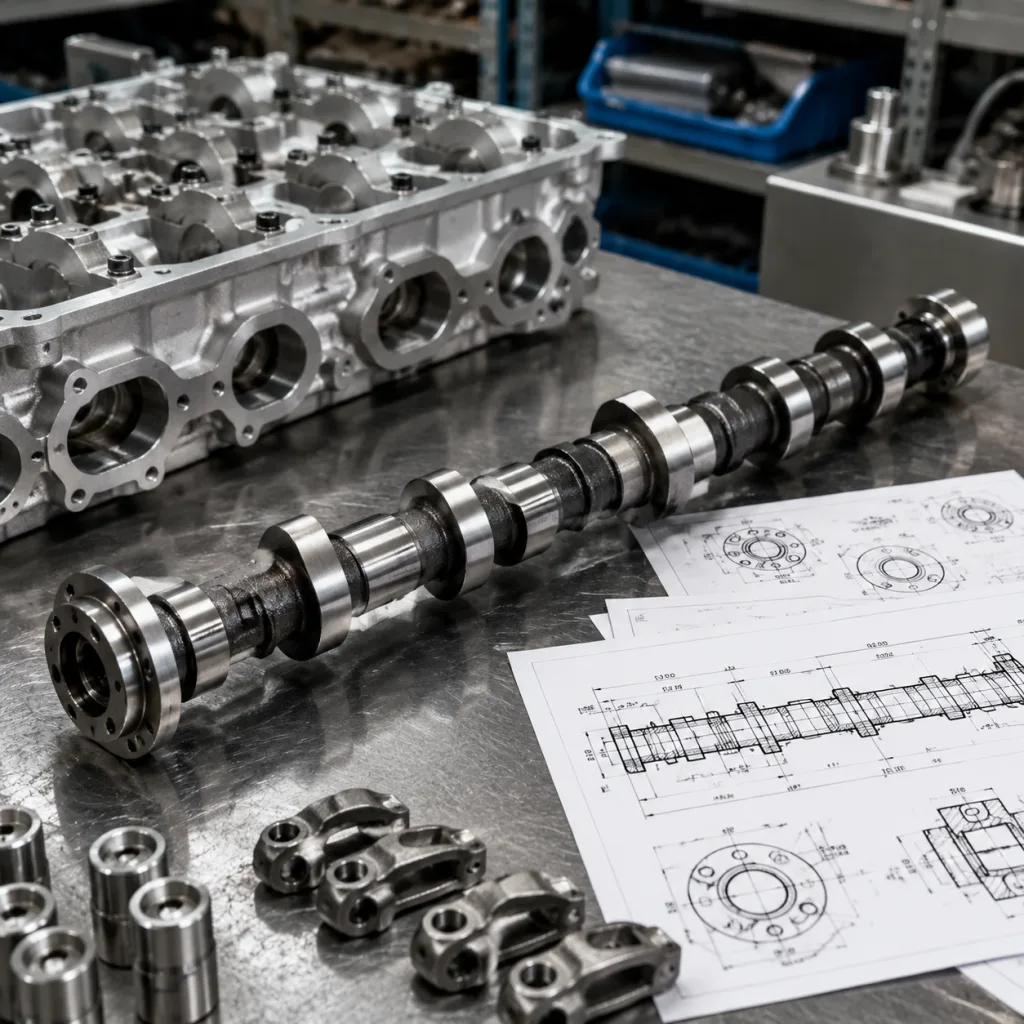
Spec Deep-Dive: Where Small Deviations Become Claims
A camshaft for Toyota RAV4 replacement is a chain of controlled surfaces. Lobe lift affects valve opening and cylinder filling. Journal roundness protects the oil film. Thrust-face position controls end float. Oil-feed alignment supports lubrication and variable valve timing. Sensor reference geometry keeps the ECU synchronised. A receiving team may not see a problem by eye, but the engine will find it quickly.
The table below shows typical sourcing controls. Final values must be confirmed against the engine code, drawing package, and approved sample; these are procurement targets, not universal Toyota specifications.
| Control item | Typical sourcing target | Why it matters | Typical verification method | |
|---|---|---|---|---|
| Lobe lift variation | within ±0.03 mm from approved sample | Valve timing and compression consistency | Profile measurement or CMM check | |
| Base-circle diameter | within ±0.02 mm where drawing-controlled | Hydraulic lash and follower contact pattern | Micrometer or cam profile system | |
| Journal diameter | commonly ±0.010–0.015 mm to drawing | Oil clearance, oil pressure retention, bearing life | Micrometer, air gauge | |
| Journal roundness | ≤0.005–0.008 mm target | Stable oil film and reduced local loading | Roundness tester | |
| Total runout | ≤0.03–0.05 mm target | Timing stability and low rotating friction | V-block indicator or shaft measuring system | |
| Surface hardness | typically HRC 50–60 or equivalent by material/process | Wear resistance at lobe contact | Rockwell, Vickers, or equivalent hardness test | |
| Surface roughness on journals | Ra 0.2–0.4 µm target | Oil-film stability and reduced scuffing risk | Roughness tester | |
| Thrust-face width/location | drawing-controlled, often ±0.02–0.05 mm | End-float control | CMM or calibrated gauge | |
| Oil-feed hole position | drawing-controlled, often ±0.10 mm | VVT and lubrication function | Visual gauge plus dimensional check | |
| Sensor reference feature | angular position controlled to drawing | ECU synchronisation | CMM, optical measurement, fixture check |
| Sourcing route | Best fit | Typical MOQ and lead-time logic | Advantages | Procurement limits |
|---|---|---|---|---|
| Catalogue replacement part | Distributor stock replenishment | MOQ often 50–100 pcs/SKU; repeat lead time commonly 30–45 days after deposit if stock or tooling is ready | Faster quotation, existing tooling, lower development work | Less control over special packaging or unique inspection forms |
| Sample-matched development | Regional applications with uncertain references | 3–5 approved samples preferred; sample lead time commonly 45–75 days before pilot order | Confirms geometry against physical samples | Requires approved sample quality and longer lead time |
| Drawing-controlled supply | OEM, Tier-1, or major repair-chain programme | MOQ often 200–500 pcs/SKU after approval; PPAP-style evidence and tooling review may add 30–60 days | Defined tolerances, PPAP-style evidence where agreed, stable revision control | Needs technical data, forecast, and approval cycle |
| Private-label aftermarket supply | Multi-location retail or repair networks | Carton MOQ depends on artwork and printing, often 300–1,000 cartons; production lead time starts after artwork approval | Brand-consistent cartons, batch traceability, SKU planning | Artwork, label compliance, and MOQ must be agreed early |