Camshaft Opel OE Equivalent Sourcing Guide
A camshaft Opel OE equivalent is sourced when the buyer needs direct replacement performance without claiming vehicle-maker approval. For distributors, importers, and repair-chain buyers, the real questions are practical: does the part fit the intended engine family, hold lobe geometry under load, preserve oil-film integrity, and pass incoming inspection without high rejection rates? This guide frames Driventus’s approach to Opel camshaft sourcing around decision points, failure modes, validation, and supplier controls. It is written for B2B procurement teams comparing aftermarket supply options, not for retail fitment advice. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. Buyers can review related engine components in our catalog and request drawings, packing data, and quality records before placing a production order.
Start with the fitment decision, not the catalogue number
OE-equivalence means the camshaft is engineered to match the fit, function, and operating envelope of the original application. It does not mean approval, endorsement, or production by the vehicle manufacturer. For Opel engine coverage, procurement teams should verify the replacement part against the target engine code, fuel type, valve-train layout, sensor trigger configuration, and any OE part-number cross-reference supplied by the buyer, such as OE 06A… only where applicable to the sourcing file.
For a camshaft, the main equivalence points are:
- Journal diameter and bearing running clearance
- Overall length, thrust face width, and end-float control surface
- Lobe lift, base circle, opening and closing ramp geometry
- Cam phaser or sprocket interface, if used
- Sensor trigger position and tooth profile, where applicable
- Oil feed holes, grooves, and surface finish
- Material, hardness depth, and straightness after heat treatment
A visual match is not enough. Two shafts can look identical and still differ in lobe separation angle, trigger indexing, or hardness profile. Those differences show up later as rough idle, noisy operation, accelerated wear, or a failed inspection at receiving. Driventus treats OE-equivalent development as a dimensional and functional validation process, not a catalogue naming exercise.
Where camshaft sourcing usually fails
Most sourcing problems do not come from the headline dimensions. They come from small mismatches that are easy to miss during a rushed buy.
Common failure modes include:
- Wrong engine code or cylinder-head variant pulled into the same line item
- Intake and exhaust camshafts confused in the cross-reference file
- Trigger wheel position shifted by a few degrees
- Heat treatment that meets hardness on paper but not in depth
- Runout introduced after grinding or straightening
- Lobe finish that increases follower wear in service
- Packaging that damages journals before the part reaches the workshop
These defects create different kinds of cost. Some are immediate and obvious at fitment. Others only appear after the part is already in stock or installed. That is why a camshaft Opel OE equivalent should be qualified on measurement, finish, metallurgy, and packing together. Driventus applies controlled process documentation under IATF 16949:2016 and ISO 9001:2015. Those standards do not define camshaft dimensions, but they do support process control, traceability, corrective action, and documented inspection.
Use a spec sheet, not a visual comparison
Camshaft manufacturing depends on repeatable control of cast or forged blanks, heat treatment, CNC grinding, straightening, and final surface finishing. For B2B sourcing, the supplier should provide inspection criteria that can be audited at batch level.
Typical procurement specification points include:
| Parameter | Common control method | Buyer verification point |
|---|---|---|
| Journal diameter | Micrometer or air gauge inspection | Compare with approved drawing tolerance |
| Lobe lift | Profile measuring equipment | Check lift variation across lobes |
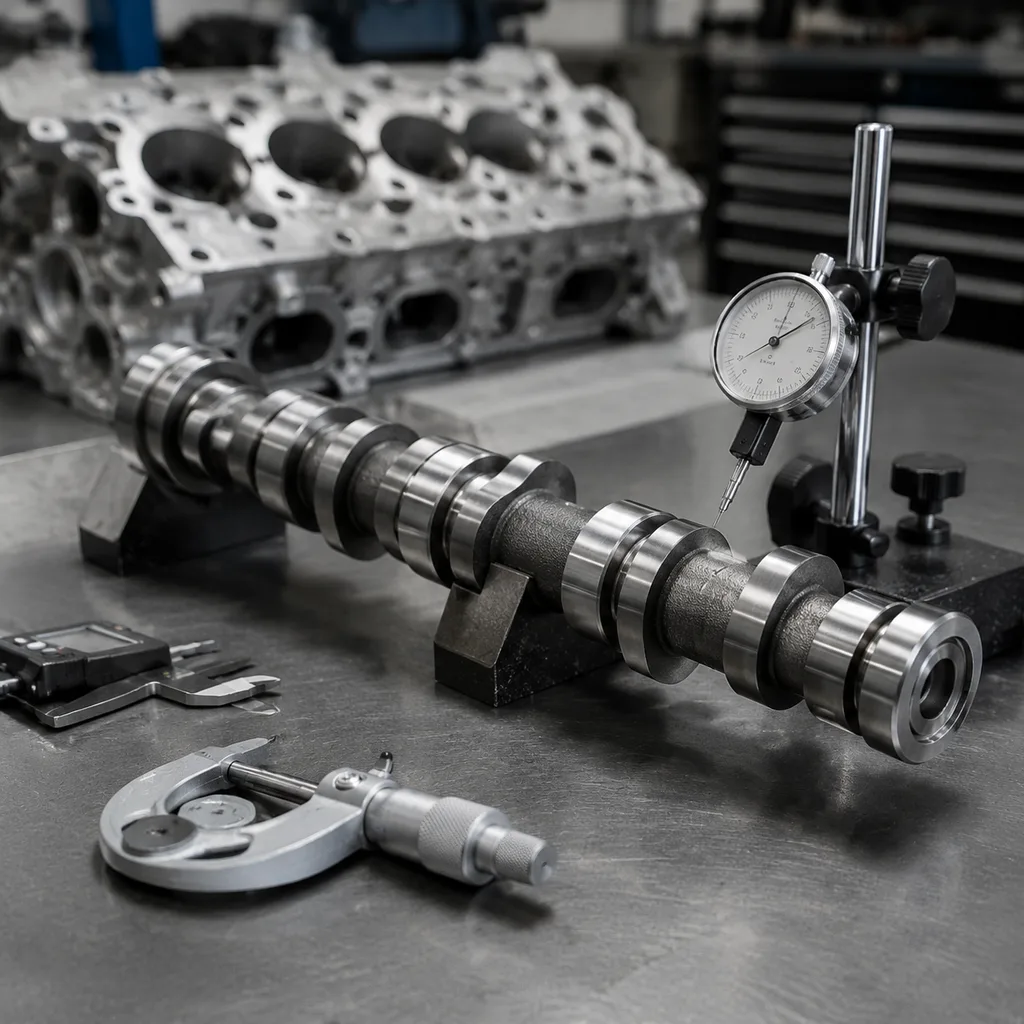
| Runout | V-block and dial indicator or CMM | Confirm straightness after heat treatment |
| Surface roughness | Roughness tester | Review journal and lobe finish values |
| Hardness | Rockwell or Vickers test | Confirm surface and core requirements |
| Oil-hole position | CMM or dedicated gauge | Verify alignment and burr removal |
| Trigger indexing | Fixture or CMM check | Confirm timing signal position |