Camshaft Jaguar Wholesale Sourcing Guide
A camshaft Jaguar wholesale programme fails or scales on the same point: fitment discipline. Price matters, but it should come after the buyer has fixed the engine code, cam position, bank location, trigger design, phaser interface, material route, lobe geometry, hardness target, packaging, and inspection evidence. Jaguar-fitment demand is rarely a single-part purchase. Importers, aftermarket distributors, engine rebuilders, and repair-chain procurement teams usually need a controlled SKU range that can survive catalogue supersessions, regional engine variants, slow-moving references, and repeat orders.
The practical goal is not to “find a camshaft.” It is to build a repeatable sourcing file: confirmed reference, approved sample or drawing, measurable tolerances, batch traceability, export-safe packaging, and clear commercial gates for MOQ, lead time, documentation, and claims handling. Driventus manufactures engine components in Taizhou, Zhejiang, and exports to more than 60 countries. We support B2B customers through IATF 16949:2016 and ISO 9001:2015 controlled processes, with batch inspection records, material documentation, and export packaging options. Driventus is an independent aftermarket manufacturer; brand names are used for fitment reference only.
Start With the Fitment Decision Tree, Not the Price List
Jaguar-fitment camshaft demand is fragmented. One distributor may need older petrol-engine coverage, later multi-valve layouts, timing-chain driven applications, and selected performance-oriented engine families in the same buying cycle. Treat each reference as a technical decision before it becomes a commercial line item.
A useful decision sequence is:
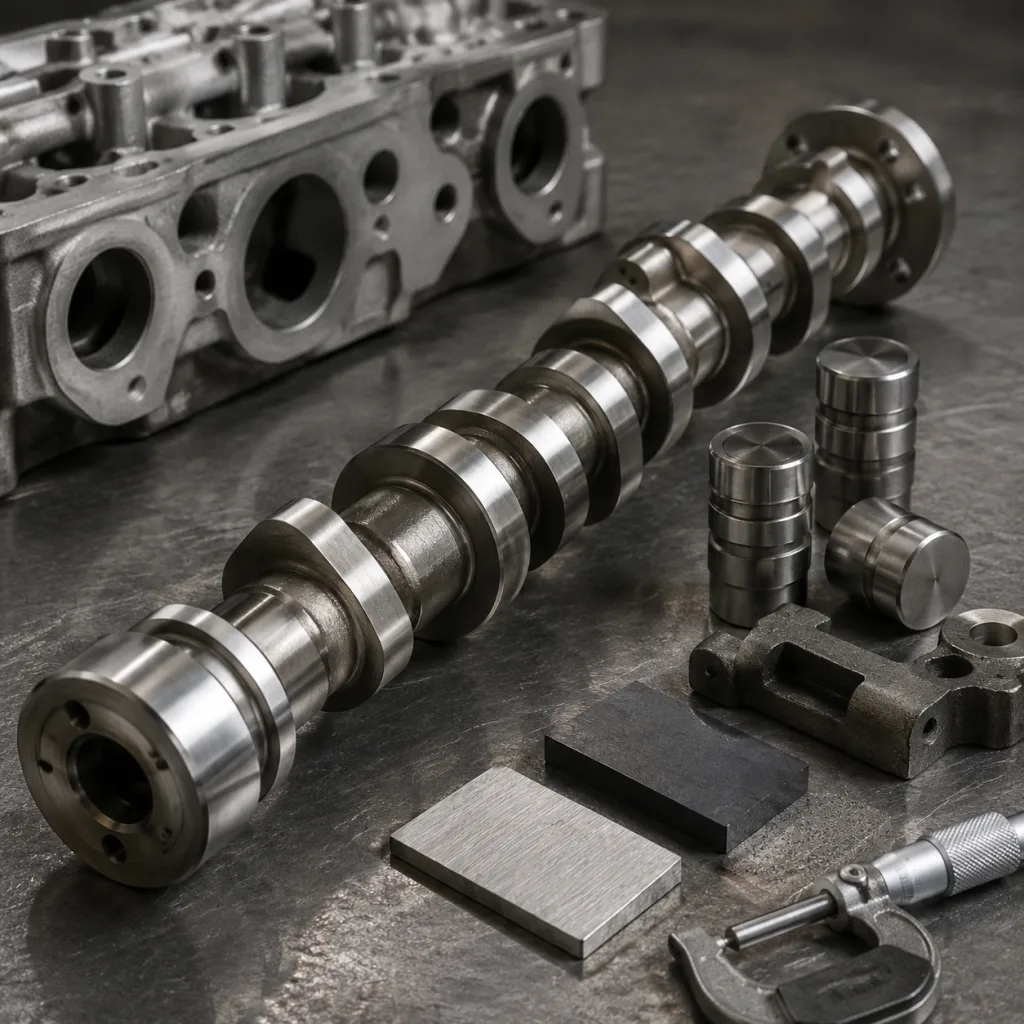
1. Confirm the engine family, displacement, fuel type, production years, and timing-drive type. 2. Confirm whether the part is intake, exhaust, left-bank, or right-bank. 3. Check the sensor trigger end, oil-hole layout, journal count, lobe count, dowel or slot dimensions, and thrust face arrangement. 4. Confirm whether the camshaft uses a phaser, gear, sprocket, or fixed interface. 5. Match the construction route: cast, forged steel, or assembled shaft. 6. Freeze the approval reference before samples or production start.
For aftermarket programmes, Driventus can support catalogue-led supply as well as buyer-controlled cross-reference mapping. Buyers building a wider powertrain sourcing basket can review related engine components in our catalog and the engine category page at /products/engine-components.html.
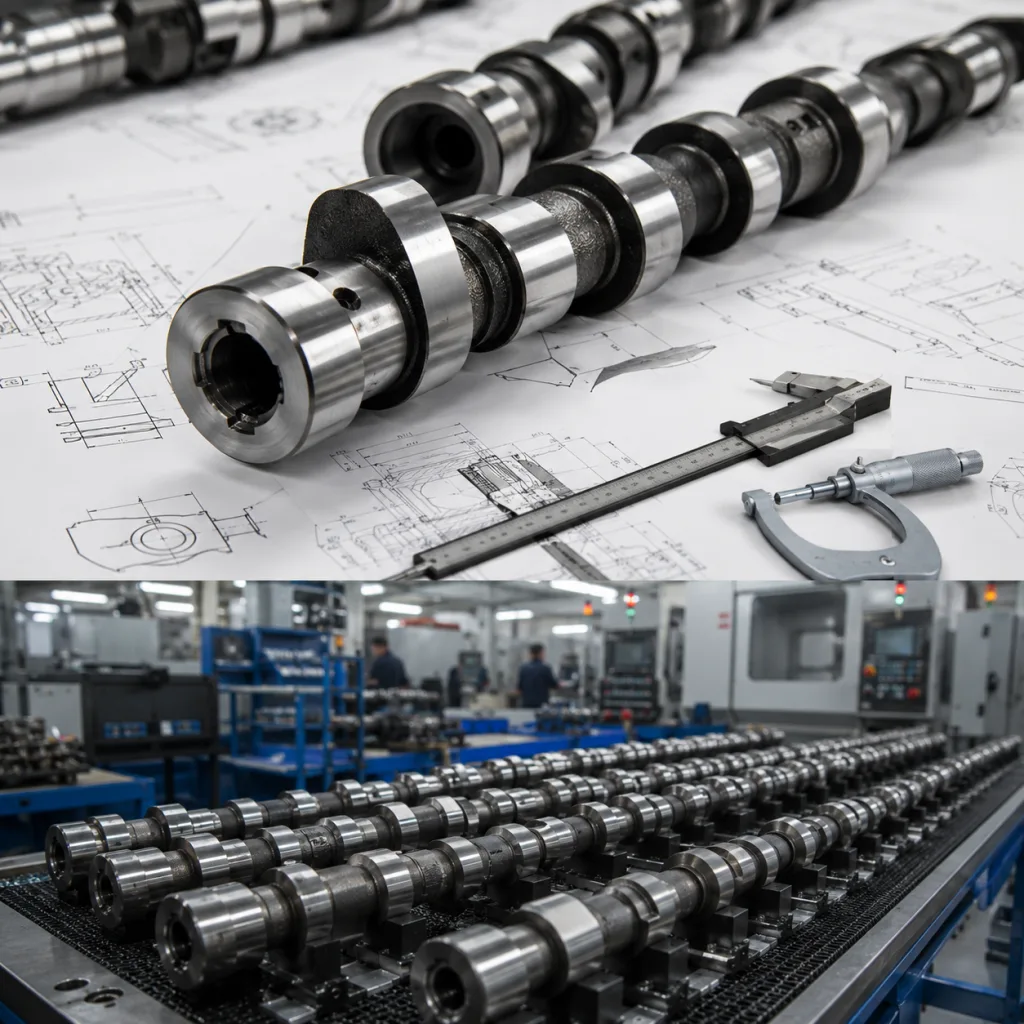
Do not treat an OE-style number as a full specification. It is a cross-reference starting point. It still needs validation against a drawing, sample, trusted catalogue record, or agreed measurement sheet. For camshaft Jaguar wholesale programmes, the supplier should return a comparison sheet covering overall length, journal diameters, lobe count, oil-hole positions, trigger pattern, thrust face layout, and phaser or sprocket interface.
For high-mix orders, keep one master file per SKU. Include the approved reference, sample photos, measurement report, packaging version, label format, and any supersession notes. This prevents a later catalogue update or regional engine variant from being mistaken for the same part.
Where Wholesale Camshaft Orders Usually Go Wrong
Most camshaft sourcing problems are visible before shipment if the buyer knows where to look. The common failure mode is not a single bad part; it is an uncontrolled assumption repeated across a batch.
| Failure mode | What causes it | How to prevent it |
|---|---|---|
| Wrong bank or position | Intake, exhaust, left-bank, and right-bank data not separated | Require position confirmation per SKU |
| Timing mismatch | Trigger pattern, dowel, slot, or phaser interface differs | Compare the sample or drawing before quotation release |
| Noise or early wear | Lobe profile, journal finish, hardness, or runout not controlled | Audit grinding, heat treatment, and inspection records |
| Installation difficulty | Journal diameter, thrust face, or oil-hole position variation | Use dimensional reporting for first articles |
| Batch variation | Material route or heat-treatment process changes | Require heat number traceability and process control plans |
| Corrosion on arrival | Weak preservation or ocean-freight packaging | Specify anti-rust oil, VCI, sealed bags, and carton strength |
| Slow claim resolution | No lot code or inspection record tied to shipment | Require batch traceability on packing lists and labels |
| Buying scenario | Best use case | Typical planning range |
|---|---|---|
| Trial order | Market test or fitment confirmation | 50–100 pieces per reference where feasible |
| Repeat stock order | Known SKU with stable demand | 100–300 pieces per reference |
| Annual programme | Distributor range planning | Forecast-based releases and mixed SKU consolidation |
| New development | Buyer-owned drawing, sample, or private-label launch | 200–500 pieces per reference, plus sample approval |
| Documentation-heavy order | PPAP-style file, special inspection, or third-party checks | Longer quotation and production timeline |
| Item | Existing reference | New development or private label |
|---|---|---|
| Sample preparation | 2–4 weeks after data confirmation | 4–8 weeks depending on tooling |
| Sample quantity | 1–5 pieces per SKU | 3–10 pieces per SKU for approval |
| MOQ | Usually 50–200 pieces per reference | Usually 200–500 pieces per reference |
| Mass production lead-time | 35–60 days | 60–90 days after sample approval |
| Price logic | Lower unit cost at 200+ pieces or mixed repeat orders | Tooling, fixture, testing, and artwork costs added |
| Packaging | Neutral carton or buyer label | Custom box, barcode, and pallet plan |
| Documents | Invoice, packing list, inspection summary | PPAP-style file by agreement |