Camshaft for Isuzu NPR OE Equivalent: B2B Sourcing Guide
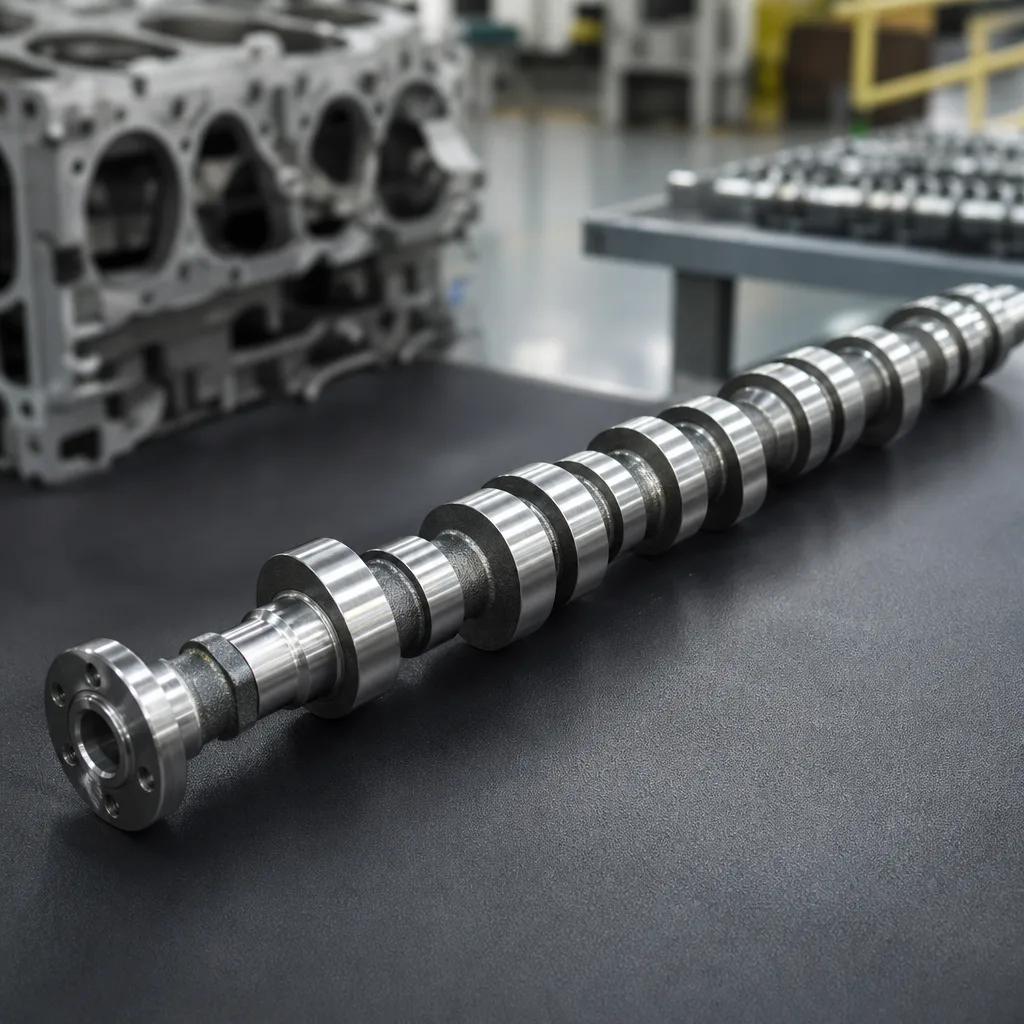
Procurement teams sourcing a camshaft for Isuzu NPR OE equivalent need more than a matching part number or a broad application claim. The controlled checks include engine-code fitment, journal diameter and width, lobe lift from base circle, lobe phasing relative to the drive reference, runout, surface finish, thrust control, oil-hole position, material, hardness, and heat-treatment depth. A correct replacement must fit the exact Isuzu NPR engine family, maintain the intended valve event timing, preserve journal oil clearance, and pass incoming inspection against a retained sample or approved drawing.
For distributors, repair networks, fleet maintenance groups, and aftermarket sourcing teams, the commercial risk is not only whether the part installs once. It is whether every repeat lot installs consistently across branches and markets.
Driventus supplies engine components to distributors, repair networks, and B2B buyers that need consistent interchangeability, traceable production, and practical documentation for approval files. We manufacture under IATF 16949:2016 and ISO 9001:2015 controls, and we test parts against specified dimensional and functional requirements before shipment.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. This article explains what to verify, how OE-equivalent camshafts are compared, and what procurement data should be requested before placing a repeat order.
What OE-equivalent means for an Isuzu NPR camshaft
For procurement teams, OE-equivalent means the camshaft matches the original functional envelope closely enough to install, time, lubricate, and run correctly in the intended engine application. It does not mean vehicle manufacturer approval, and it should never be treated as a generic promise that one replacement will suit every truck carrying the NPR model name.
For a camshaft for Isuzu NPR OE equivalent, that functional envelope includes both obvious fitment points and less visible operating characteristics. A shaft can look right in overall length and drive-end form, yet still cause problems if the base-circle diameter, flank profile, nose radius, journal finish, or heat-treatment depth differs from the approved reference part. In diesel service, even small profile or finish deviations can affect valve opening and closing events, compression behaviour, emissions performance, tappet wear, oil-film stability, and cold-start reliability.
A valid replacement should align on these core points:
Overall length, end features, and drive-end geometry
Journal diameters, journal width, centre-to-centre spacing, and oil-clearance target
Base-circle diameter, lobe height, and calculated valve lift relationship
Lobe separation angle and timing phasing relative to the keyway, dowel, gear tooth, or timing mark
Thrust face design, end-play control, and axial locating surfaces
Material grade, casting or forging route, and heat-treatment method
Surface hardness, case depth where applicable, and surface finish on journals, lobes, and thrust faces
Oil-hole position, oil-groove geometry, chamfers, and edge breaks that affect lubrication and assembly
Part marking, rust-prevention method, and packaging protection for export handling
If the application cites a known OE reference, the supplier should state the cross-reference clearly, for example OE 8971480340 or a buyer-provided catalogue reference. That reference should be tied to an engine code, model year range, market, and measured comparison data. A vague “fits Isuzu NPR” statement is not enough, because NPR applications can differ by displacement, emissions generation, production market, timing hardware, and service history.
For B2B purchasing, repeatability is the practical test. The first sample must match the approved reference, but the second, third, and tenth shipment need to stay inside the same controlled specification. OE equivalence is therefore best supported by drawings, first article inspection, critical-to-quality dimensions, lot traceability, and retained master samples—not by catalogue wording alone.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
Key dimensions and specs to confirm before purchase
The fastest way to avoid mismatches is to compare the drawing, sample, and inspection sheet rather than relying on the label on the box. With camshafts, small geometry deviations can alter valve timing, tappet contact pattern, bearing load, and engine performance. A procurement file should capture both dimensional fit and functional geometry before the part is released for repeat orders.
Check item
What to verify
Typical procurement note
Journal diameter
Matches the housing bore and oil-clearance plan
Measure with a calibrated micrometer at multiple clock positions and along the journal width; record ovality and taper
Journal spacing
Aligns with the bearing supports in the cylinder head or block
Confirm centre-to-centre locations against drawing or master sample
Lobe height
Consistent with the original lift target
Measure base circle and lobe nose; record intake/exhaust positions separately
Base circle
Maintains the correct relationship to tappet, rocker, or follower geometry
Do not approve on lobe height alone; calculate lift from lobe height minus base-circle diameter
Lobe phasing
Matches valve timing relative to the drive feature
Verify angular position from keyway, dowel, gear mark, or timing reference; record the datum used
Overall length
Fits thrust and drive-end interfaces
Confirm from flange to nose/end face and include thrust surface width
Nose drive feature
Gear, sprocket, keyway, dowel, or slot form
Match the engine family exactly and inspect burrs, edge condition, and seating face
Thrust face
Controls axial movement during operation
Check width, flatness, finish, and end-play target against the service specification
Oil holes and grooves
Support lubrication at journals and contact surfaces
Confirm position, diameter, chamfer, groove width/depth, and blockage-free machining
Hardness
Meets specified wear resistance
Request heat-treatment report and hardness location map; record whether values are HRC, HRB, or HV
Case depth or chill depth
Confirms usable wear layer where specified
Require sectioned-sample data or supplier process validation for chilled, induction-hardened, or nitrided surfaces
Runout
Stays within drawing tolerance
Verify on V-blocks or between centres with a dial indicator and state the support method
Surface finish
Controls wear, oil-film stability, and break-in quality
Specify Ra where available for journals, lobes, and thrust faces; journals commonly require tighter finish than non-contact areas
Straightness
Prevents binding and uneven bearing load
Include total indicated runout and inspection setup in the report
</tr></thead><tbody> </tbody></table>For repeat sourcing, ask for first article dimensions, material certificate, hardness report, production lot traceability, and a retained reference sample. If the buyer already has an approved original part, the supplier should compare critical dimensions against that part rather than relying only on catalogue interchange. This is especially important where the same vehicle badge has been sold with different engine families across regions.
Material selection also needs to be clear. Depending on the engine design and production route, replacement camshafts may use chilled cast iron, alloy cast iron, forged steel, or billet steel. The correct choice depends on the follower type, surface loading, lubrication environment, and required wear resistance. A flat-tappet contact pattern, for example, is more sensitive to lobe taper, crown, surface hardness, and break-in lubrication than a low-load journal surface. Buyers do not always need to prescribe the material if the supplier controls the design, but they should require a material declaration and confirm that hardness, microstructure, surface finish, and heat-treatment route meet the intended service conditions.
Incoming inspection should be realistic enough for warehouse or quality teams to repeat. A typical receiving plan may include visual condition, corrosion protection, part marking, overall length, selected journal diameters, lobe height checks at defined positions, drive-end inspection, and packaging review. More advanced checks—full lobe profile measurement, case-depth validation, crack detection, or metallurgy—can be reserved for first article approval, periodic audits, or supplier qualification.
If your buying process needs a published benchmark, use the supplier’s inspection sheet and compare it with your approved sample. That evidence carries more weight than catalogue wording when multiple NPR engine variants exist across markets and downstream customers expect consistent installation without additional machining or adjustment.
Validation testing used for replacement camshafts
A replacement camshaft should be validated in two linked stages: dimensional inspection and functional confirmation. Dimensional checks prove that the part matches the approved specification at rest. Functional checks show how the camshaft is likely to behave once it is timed, lubricated, loaded, and cycled in the engine environment.
Dimensional checks
Typical checks include:
CMM, optical, profilometer, or master-template verification of lobe profile
Journal and bearing-seat measurement with calibrated micrometers, bore gauges, or air gauges where applicable
Straightness and total indicated runout checks with the inspection support method identified
Lobe height, base circle, flank form, nose radius, and angular phasing measurement
Surface hardness after heat treatment, including location-specific readings on lobes, journals, and thrust faces
Case-depth, chill-depth, or nitriding-depth verification where specified by design
Surface finish checks on lobes, journals, and thrust faces, with Ra values recorded where required
End-play and thrust interface inspection
Oil-hole location, groove geometry, chamfer, and deburring verification
Magnetic-particle, dye-penetrant, or other crack inspection where required by the buyer specification
Visual inspection for casting defects, grinding burns, dents, rust, blocked oil passages, and handling damage
The inspection report should identify the measurement method, tolerance, actual result, sample size, date, inspector or station, gauge status, drawing revision, and production lot. For B2B buyers, this makes the document useful beyond the first order because quality teams can compare future shipments against the same approval baseline.
Functional checks
Functional testing confirms that the part behaves like the reference component in service. Depending on the programme, this can include:
Spin and friction check on a test fixture
Oil-flow verification at the journal surfaces and lubrication features
Valve timing comparison against the approved sample using the same timing datum
Assembly trial with the intended gear, sprocket, follower, rocker, thrust plate, or related hardware
Axial end-play check after assembly with the mating thrust components
Noise, vibration, or friction observation during controlled rotation
Durability evaluation under controlled cycle loading
Wear-pattern review after a bench or engine test, including contact position on lobes and followers
For a camshaft for Isuzu NPR OE equivalent, functional confirmation is especially useful when the buyer is qualifying a new supplier, consolidating an older cross-reference, or supporting fleet customers that need predictable uptime. Even when the part is dimensionally correct, validation can reveal issues that catalogue data will not show: insufficient chamfering, poor journal finish, incorrect thrust control, marginal hardness depth, or oil-hole misalignment.
For material and compliance documentation, buyers commonly request conformance to REACH (EC) No 1907/2006 and RoHS where relevant to the sales market, plus internal test records tied to the lot number. Friction, wear, or durability references should be agreed by programme because generic standards do not replace an engine-specific camshaft validation plan. Where local regulations or customer specifications require additional declarations, those documents should be agreed before production rather than collected after shipment.
For remanufacturing, fleet, or multi-branch repair programmes, request test records in advance and keep them linked to the purchase order. A controlled validation file should include the OE or aftermarket reference used, engine code, sample approval result, drawing revision, material record, heat-treatment data, inspection report, packaging specification, and nonconformance procedure. This keeps future disputes grounded in evidence instead of memory after parts have already entered distribution.
Why OE equivalence depends on engine family and market variant
The Isuzu NPR name covers multiple engine and market configurations, so a part described only by model badge is not precise enough for procurement. A truck identified as an NPR in one region or production year may not share the same engine, emissions hardware, timing arrangement, valve-train layout, or camshaft interface as an NPR in another market.
Common variation points include:
Engine code and displacement
Production year and emissions generation
Valve timing changes introduced for emissions, power rating, or fuel-economy requirements
Intake and exhaust cam design differences, if applicable
Turbocharged versus naturally aspirated applications
Mechanical versus electronically managed fuel-system generations
Follower, tappet, rocker, cam carrier, or valve-train layout differences
Oil-feed route and thrust-control arrangement
Service replacement history, including engines that have been swapped, rebuilt, or fitted with a previous aftermarket substitute
The safest process is to build an internal fitment record that ties the camshaft to engine code, OE reference, photo of the old part, and measured critical dimensions. Useful photos include the full shaft, drive end, thrust face, oil holes, part markings, timing reference features, and close-ups of representative lobes and journals. If the part will support a dealer-independent service network, keep this record consistent across branches so receiving checks do not depend on individual technician memory.
A strong fitment record should include the vehicle model, engine code, market, model year range, OE or aftermarket cross-reference, supplier part number, drawing revision, inspection approval status, and any exclusions. For distributors, this data helps customer service teams avoid selling the right-looking camshaft into the wrong engine family. For fleet operators, it reduces downtime because maintenance teams can pre-approve the correct replacement before the vehicle is stripped.
When uncertainty remains, request a controlled sample and compare it against your retained master before committing to volume. A sample review should not stop at visual similarity. Measure journals, lobe height, base circle, overall length, phasing references, drive features, oil holes, thrust surfaces, and end-play interfaces. If the engine has been rebuilt, confirm whether the installed camshaft is truly the original specification or a previous aftermarket substitute.
Market variation also affects commercial planning. A buyer importing for several regions may need one camshaft for a specific engine family and a separate camshaft for another NPR application that appears similar in sales listings. Separating those records early protects the purchasing team from mixed inventory, incorrect cross-references, emergency returns, and warranty claims caused by fitment assumptions.
How Driventus supports B2B replacement sourcing
Driventus manufactures engine and powertrain parts for distributors, wholesalers, OEM and Tier-1 programmes, and multi-location repair chains. For camshaft projects, we help buyers move from an uncertain application request to a controlled replacement programme with measurable fitment criteria, documented production controls, and repeatable supply.
A typical sourcing workflow is straightforward:
1. Share the engine code, application range, and OE or aftermarket cross-reference. 2. Submit a sample, drawing, or detailed measurement record for dimensional review. 3. Confirm material, hardness range, heat-treatment route, surface-finish requirements, and packaging requirements. 4. Review the proposed cross-reference and any market-specific application notes or exclusions. 5. Approve a production sample or first article inspection report with critical dimensions recorded. 6. Release repeat orders with lot traceability, labelling, rust protection, and packaging instructions. 7. Keep the approved sample and inspection baseline available for future production audits.
Our our catalog covers engine components and related replacement parts, including a broader engine components range for buyers consolidating supply. The quality system page outlines our IATF 16949:2016 and ISO 9001:2015 controls, including process monitoring, inspection records, corrective action procedures, and traceability practices.
If your team needs application-specific changes, our custom manufacturing service can support drawing-based development, sample-based reverse engineering, controlled material selection, heat-treatment specification, inspection planning, and packaging specifications for distribution. A request a quote enquiry can be used for sample review, MOQ discussion, target lead time, annual volume estimate, and documentation requirements.
For distributors, the main advantage is a purchasing process that can be repeated without rebuilding the approval file for every shipment. For repair networks, the benefit is fewer fitment disputes and clearer application data at the branch level. For fleet and remanufacturing buyers, documented dimensional and material checks support maintenance planning, warranty review, and supplier performance tracking.
For procurement, the value is not a marketing promise. It is repeatable fitment, documented inspection, stable supply, and a clear approval trail for every camshaft for Isuzu NPR OE equivalent programme.
Frequently asked questions
No. OE-equivalent means the part is intended to match the original fit and function, but it is not a claim of vehicle manufacturer approval, endorsement, or genuine OE supply.
Ask for dimensional inspection data, material certificate, hardness report, heat-treatment or case-depth data where applicable, surface-finish record, lot traceability, and a cross-reference to the engine code or OE reference used for qualification.
No. NPR applications vary by engine code, emissions version, production year, market, timing hardware, and valve-train layout. Confirm the exact engine family and critical dimensions before ordering.
If you need a verified replacement part with documented fitment data, compare your sample or drawing with our team and [request a quote](/contact.html).