Camshaft for Chevrolet Tahoe OE Equivalent Sourcing
A camshaft for Chevrolet Tahoe OE equivalent program can fail long before the first part is installed if the buyer treats “Tahoe” as the fitment. It is not. Tahoe coverage spans multiple GM V8 families, including 4.8L, 5.3L, 6.0L, and 6.2L engines, with changes by model year, engine code, valve train, camshaft position sensing, variable valve timing, active fuel management, timing gear interface, and oil-feed design.
The first sourcing question is therefore narrow: which engine, which system, which revision? Before approval, the supplier should confirm displacement, build-year range, VIN engine code or RPO code where available, intake/exhaust role if applicable, bearing journal layout, thrust control, dowel or pin position, reluctor or trigger pattern, oil-hole geometry, and installation position.
The commercial risk is larger than the part cost. A camshaft that is visually close but wrong in lobe profile, base circle, journal clearance, surface hardness, runout, or oil-feed position can create valve-train noise, lobe wear, oil-pressure loss, misfires, check-engine complaints, and labor-heavy warranty claims. One uncontrolled batch can move through several distributors before the defect pattern becomes visible.
Driventus manufactures engine components in Taizhou, Zhejiang, under IATF 16949:2016 and ISO 9001:2015 systems, supplying B2B buyers in North America, Europe, the UK, Australia, and Brazil. This guide gives sourcing engineers, import managers, fleet suppliers, and aftermarket distributors a practical way to qualify OE-equivalent Chevrolet Tahoe camshafts: fitment evidence, measurable tolerances, material routes, validation, MOQ logic, batch documents, packaging, lead-time planning, and compliance checks. Driventus is an independent aftermarket manufacturer; brand names are referenced only for fitment identification.
Decision Gate: Prove the Tahoe Application Before You Price It
OE equivalence starts with functional interchangeability, not a broad application claim. A replacement camshaft must match the intended engine family, valve-train layout, timing drive interface, bearing journal arrangement, thrust face, sensor trigger features, oil-feed design, and installation position. Do not approve a part because the catalog says “Chevrolet Tahoe.” Approve it because the technical evidence matches the engine.
Use this fitment gate before requesting final pricing:
Map the application by model year, displacement, VIN engine code, RPO code, valve-train design, and emissions market
Separate non-VVT, VVT, AFM/DoD, service-engine, and market-specific variations where they affect function
Review OE part-number references when buyer-supplied or jointly validated data is available
Compare the proposed part against an approved OE-equivalent sample, technical drawing, or reverse-engineered dimensional report
Verify journal count, journal sequence, thrust face width, dowel location, reluctor or trigger features, and sprocket or phaser interface
Record exclusions in the quotation and catalog data before the SKU is released
A useful fitment matrix includes year range, engine size, engine code or RPO, OE reference, aftermarket reference, system notes, and known exclusions. If one SKU is claimed to cover several Tahoe generations, ask for the reason. The supplier should be able to show that lobe profile, timing phasing, sensor trigger, oiling features, and installation position remain interchangeable. If that proof is missing, the listing is too broad.
First approval should include a physical check, not only a spreadsheet review. Inspect the supplier sample against the buyer-approved reference, test the sprocket or phaser interface on a fixture, confirm cam sensor signal alignment where applicable, and assemble the shaft in a representative cylinder head or engine fixture. For high-risk references, run a pilot lot before the first container or mixed-pallet shipment.
Driventus supports aftermarket camshaft programs listed through our catalog and broader engine components, including sample inspection, dimensional reporting, and controlled cross-reference review before bulk purchase.
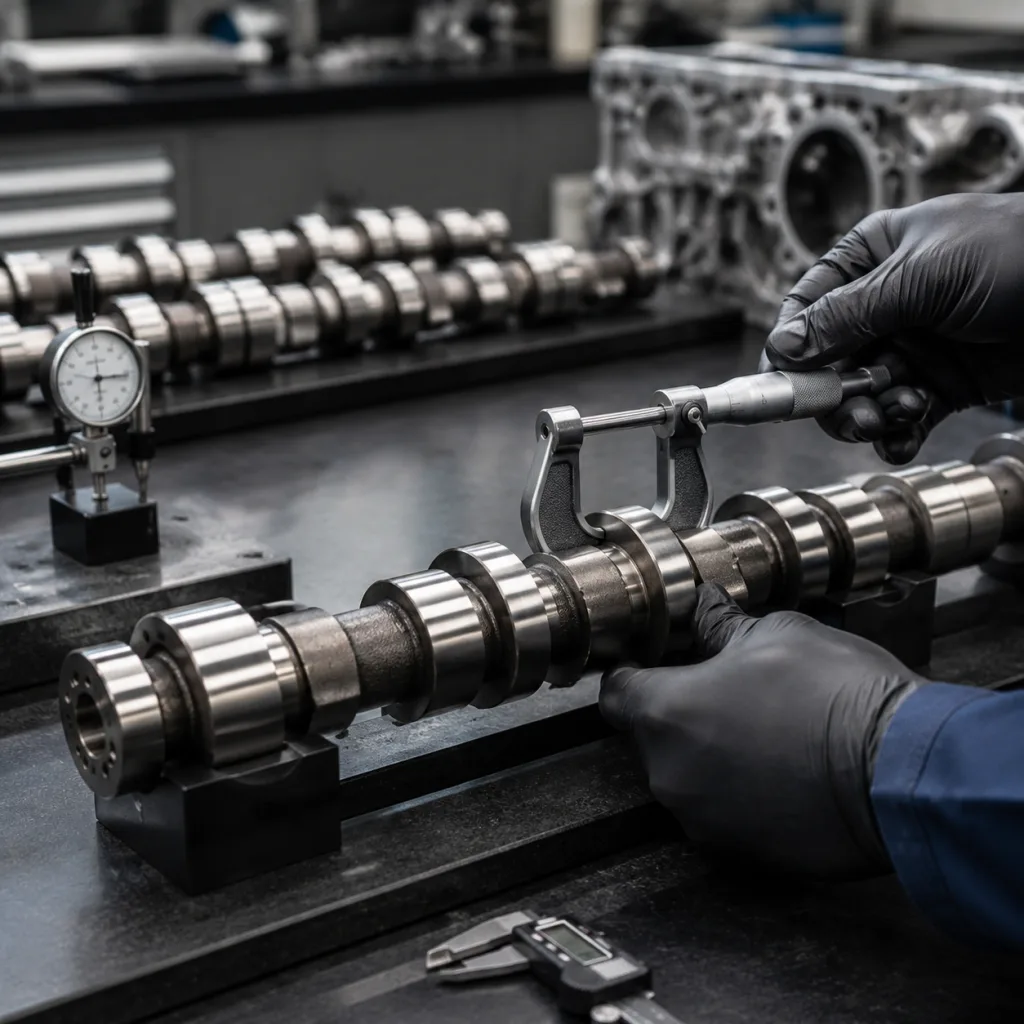
Spec Deep-Dive: The Measurements That Decide Fit and Life
Most bad camshaft decisions hide in small numbers. A part can look correct and still have the wrong lobe profile, base-circle diameter, journal finish, thrust width, oil-hole alignment, or trigger position. Those details affect valve lift, valve timing, hydraulic lifter preload, lubrication, bearing load, sensor synchronization, and idle quality.
Control the part with measurable specifications, not a sales reference. Final limits should follow the approved drawing or master sample, but the table below shows practical sourcing targets commonly used in buyer-supplier discussions.
Parameter
Practical control target
Procurement check
Journal outside diameter
Agreed drawing nominal, often controlled within ±0.010–0.020 mm
Micrometer by journal position
Journal roundness/cylindricity
Common target ≤0.005–0.010 mm
Roundness tester or V-block method
Cam lobe lift
Drawing or master profile, typically within ±0.025–0.050 mm
Profile measurement, CMM, or cam analyzer
Base-circle diameter
Agreed nominal, typically within ±0.020–0.050 mm
Micrometer or profile report
Lobe phasing/index angle
Agreed master profile, commonly within ±0.25°–0.50° cam angle
Cam profile inspection fixture
Overall runout
Common target ≤0.030–0.050 mm TIR, reference dependent
Dial indicator between centers
Thrust face width/finish
Drawing nominal, Ra often ≤0.8 µm where controlled
Caliper/micrometer and roughness tester
Journal surface roughness
Often Ra 0.2–0.4 µm for bearing journals
Roughness tester
Lobe surface roughness
Often Ra 0.4–0.8 µm depending on follower design
Roughness tester
Surface hardness
Material-route dependent; cast/induction/nitrided routes need agreed HRC or HV range
Rockwell, Vickers, or file-free verification
Oil-hole position and diameter
Must match approved sample/drawing; no burrs or blockage
Pin gauge, visual scope, air blow test
Timing interface and trigger pattern
Zero mismatch allowed against approved interface
Fixture, spline, dowel, or trigger gauge
</tr></thead><tbody> </tbody></table>Material choice should follow the OE-equivalent duty cycle, not the lowest quote. Common routes include chilled cast iron, ductile iron, forged steel, billet steel, carburised steel, induction-hardened steel, and nitrided steel. Flat-tappet or high-contact-load designs need tight control of lobe hardness, follower compatibility, surface finish, break-in coating where specified, and installation lubricant. Roller-follower designs put more pressure on profile accuracy, journal geometry, straightness, timing-feature consistency, and clean oil passages.
For quotation, send a drawing with controlled dimensions if available. If not, send three references when possible: an OE sample, an acceptable aftermarket sample, and a rejected or problem sample. Driventus recommends freezing acceptance criteria by part family, including dimensional tolerances, hardness range, heat-treatment depth where relevant, runout limit, surface finish, cleanliness, rust prevention, packaging method, and AQL or sampling plan. Reverse engineering can start from an approved OE-equivalent sample, but repeat orders should still be governed by frozen tolerances, inspection records, and controlled change approval.
Failure Modes: What Validation Has to Catch
A camshaft for Chevrolet Tahoe OE equivalent program needs validation built around real replacement-market failures. Dimensional inspection tells you whether a shipment matches the approved specification. It does not fully prove durability under hot oil, cold starts, high-mileage lifters, contaminated lubrication systems, inconsistent maintenance, or installation mistakes.
Build the validation plan around warranty exposure, volume, and development risk. A carryover reference with a stable history may need routine batch controls. A reverse-engineered part, new material route, new tooling package, or high-volume distributor launch needs more evidence.
Typical validation controls include:
100% visual inspection for casting defects, machining dents, burrs, blocked oil holes, corrosion, and handling damage
100% or fixture-based checks of timing features, dowel location, trigger pattern, and obvious runout risk
Dimensional inspection of journals, lobes, thrust faces, timing interfaces, trigger features, and oil holes according to the control plan
Surface roughness checks on bearing journals, lobes, thrust faces, and other controlled contact surfaces
Batch verification of surface hardness, hardness depth, metallurgical structure, or heat-treatment condition where applicable
Magnetic particle inspection, eddy-current inspection, or crack detection where the material route and risk justify it
Cleaning validation by air blow, borescope, residual debris check, or oil-hole flow check
Bench rotation and assembly checks with matching lifters, followers, bearings, sprockets, phasers, or retaining hardware where relevant
Endurance validation on a representative engine, cylinder-head rig, motored test rig, or wear fixture for new or high-volume references
A practical first-article approval package should include 3–5 sample pieces, full dimensional layout, hardness data, surface finish readings, profile report, material or heat-treatment statement, and packaging photos. For new tooling or reverse-engineered references, buyers often request a 30–100 piece pilot lot before approving the full MOQ. Routine production can then move to batch sampling, such as 5 pieces per lot for full layout plus 100% visual and critical-feature checks, adjusted to the agreed risk level.
Reaction rules matter. If journal diameter, lobe lift, runout, hardness, or surface roughness drifts toward 75–80% of the tolerance band, the factory should contain the batch, check tool wear, review grinding wheel condition, and increase inspection frequency before shipment. Tooling changes, grinding wheel changes, heat-treatment source changes, profile master changes, subcontractor changes, and new material routes should trigger renewed first-article approval.
Driventus manages production and inspection through its quality system, aligned with IATF 16949:2016 and ISO 9001:2015. For importers, the practical requirement is lot traceability: heat number, material batch, machining batch, heat-treatment record, grinding batch, inspection date, operator record, packing batch, and carton or pallet ID should connect. If a field claim occurs, that data helps isolate the affected lot without blocking unrelated inventory.
Importer Scenario: The Paper Trail That Prevents Returns
Consider the normal route: factory to importer, importer to regional wholesaler, wholesaler to repair chain, repair chain to installer. At every handoff, a wrong label, weak cross-reference, missing exclusion, or unclear warranty rule can create a return even when the camshaft itself is manufactured correctly.
Treat documentation as part of the product. Recommended B2B documents include:
Application list by year range, displacement, engine code/RPO, valve-train system, and engine-system notes
Internal SKU, customer private-label number, barcode format, carton label layout, and country-of-origin marking format
OE-equivalent cross-reference table supplied by the buyer or jointly validated before publication
Material statement, heat-treatment route, and controlled subcontract-process declaration where applicable
First-article dimensional inspection report with agreed measurement points and actual measured values
Batch certificate of conformity linked to production records, inspection records, and packing records
Packing specification with unit protection method, inner box size, master carton quantity, gross/net weight, pallet plan, and container-loading assumptions
Barcode, QR code, serial number, lot code, date code, or warehouse label data where required by the buyer
Installation notes covering assembly lubricant, lifter or follower replacement, oil-system cleaning, oil and filter change, priming, break-in guidance, and claim-exclusion conditions
Warranty claim form defining required evidence, such as mileage, installation invoice, oil condition, fault codes, photos, and returned part lot code
Compliance requirements vary by market. EU and UK buyers commonly request REACH (EC) No 1907/2006 substance declarations. Packaging may need to meet recycling rules, EPR obligations, labeling requirements, or ISPM 15 treatment rules for wood pallets. For Brazil and North America, importers often focus on commercial invoice consistency, HS code confirmation, country-of-origin marking, and product descriptions that match customs paperwork. Camshafts are commonly reviewed under engine-parts customs classifications, but the importer of record should confirm the final HS code for its market.
Catalog discipline is just as important as customs paperwork. The website, printed catalog, EDI feed, box label, marketplace listing, and warranty form should use the same year range, engine code, system notes, and exclusions. If private-label packaging is required, approve artwork before mass packing. Late label changes often add 3–7 working days and can create repacking cost.
Emissions standards such as ECE R-83 apply to vehicle-level emissions performance rather than standalone camshaft approval. Even so, procurement teams should avoid any component change that materially alters valve timing, lift, overlap, or engine-control behavior outside the intended OE-equivalent range. Keep application notes conservative, technically supported, and consistent across every customer-facing channel.
Factory Comparison: Controls That Separate Stable Supply From Cheap Risk
Two suppliers can quote the same camshaft reference and deliver very different risk. The difference is rarely visible in the unit price. It appears in profile control, deburring discipline, heat-treatment verification, clean oil passages, packaging protection, and traceable inspection.
Use the factory comparison below during sourcing audits:
Material control: confirmed grade, chemistry, certificate, heat number, and approved supplier source
Process route: controlled casting, forging, or bar-stock route matched to the approved design
Heat treatment: normalizing, stress relief, induction hardening, nitriding, carburising, or other process with furnace records and batch ID where applicable
Machining control: CNC fixtures that protect journal concentricity, datum repeatability, thrust width, and oil-hole location
Cleanliness control: deburring, brushing, washing, air blow, and oil-passage cleaning after drilling and machining
Inspection timing: checks after rough machining, heat treatment, finish grinding, and final washing, not only after packing
Gauge control: calibration records for micrometers, CMM, profile equipment, roughness testers, hardness testers, and runout fixtures
Freight protection: rust-prevention oil, VCI bag, end protection, foam or molded tray support, and desiccant where ocean freight or long storage is expected
A useful audit follows the part through the shop floor. Start at raw material receiving. Then review machining datums, heat-treatment batch control, profile grinding, deburring, washing, final inspection, oiling, unit packing, carton labeling, and palletizing. Ask the team to trace a finished carton back to inspection results and heat-treatment records within 24 hours. If they cannot, a future claim may force the buyer to quarantine far more inventory than necessary.
For OEM, Tier-1, and large aftermarket customers, Driventus supports custom manufacturing based on buyer drawings, validated samples, or agreed reverse-engineering data. This helps distributors that need private-label packaging, region-specific SKU structures, consolidated engine-component sourcing, or a coordinated program covering camshafts, pistons, gaskets, timing components, water pumps, and related repair parts.
Manufacturing changes should require buyer approval when they affect fit, form, function, or validation status. That includes material supplier changes, casting or forging source changes, heat-treatment parameter changes, grinding fixture changes, profile master changes, oil-hole drilling changes, corrosion-protection changes, and packaging changes that affect part protection. A short deviation form with reason, affected lot, validation evidence, and buyer sign-off prevents quiet substitutions.
Purchase Approval Q&A: What to Close Before the PO
What is the exact application? Confirm the Tahoe year range by engine code/RPO, displacement, valve-train design, sensor configuration, timing configuration, and exclusions. If the application cannot be narrowed beyond the vehicle name, do not release the order.
What evidence supports the reference? Request a sample, drawing, approved reference part, or dimensional comparison report before bulk ordering. Check lobe lift, lobe phasing, base circle, journal diameter, roundness, runout, thrust width, surface finish, hardness, oil-hole position, and timing interface.
What material and process are approved? Confirm the material route and heat-treatment process, including hardness range, case depth or hardened-layer requirement where applicable, and controlled subcontractors. The purchase order should not leave these points open to substitution.
How will the first lot be released? Define first-article approval requirements, pilot-lot quantity, routine sampling plan, and reaction plan for near-limit inspection results. For new references, a 30–100 piece pilot lot is often a safer bridge between samples and full MOQ.
What does the installer need to know? Installation guidance should cover assembly lubricant, lifters or followers, oil-system contamination, oil and filter replacement, priming, and break-in requirements where applicable. Weak instructions increase warranty noise.
Can the shipment be traced and protected? Require batch traceability and a certificate of conformity that match shipment documents, carton labels, pallet labels, and internal lot records. Confirm packaging protection for sea freight, warehouse storage, courier handling, drop testing where required, and corrosion resistance for the expected storage period.
Which compliance items apply? Review REACH (EC) No 1907/2006 declarations, packaging rules, origin marking, HS code responsibility, and customs data where applicable. Align these before the goods are packed, not during export booking.
What is the real commercial cost? Compare total landed cost and claim exposure, not unit price alone. A low factory price can become expensive if it requires repacking, creates catalog returns, fails installer confidence, or triggers labor claims. Common B2B logic is: sample order for approval, pilot lot for new references, MOQ by SKU for regular production, and mixed-SKU pallet or container consolidation for recurring programs.
Price usually changes with material route, heat treatment, profile complexity, inspection level, packaging specification, private-label artwork, annual volume, and shipment mode. Air freight may work for samples or urgent claim recovery. Regular camshaft supply usually fits sea freight or consolidated truck/sea routes because the parts are dense and machined surfaces need protective packaging.
A practical lead-time model is 7–15 working days for available samples, 30–45 days for repeat production after deposit and packaging approval, and 60–90 days when new tooling, reverse engineering, or extended validation is required. Add time for artwork approval, compliance documents, pre-shipment inspection, export booking, and destination customs clearance.
The purchase order should reference the approved drawing or sample code, revision level, packaging specification, inspection documents, agreed Incoterms, delivery schedule, labeling rules, and claim-handling procedure. Closing these items before production is faster than resolving field failures after the first shipment.
Frequently asked questions
It should match the intended engine family in fitment, lobe profile, journal dimensions, timing interface, oil-feed features, material performance, sensor or trigger configuration, and installation function. Buyers should verify by model year, displacement, engine code or RPO code, and system notes such as VVT or AFM, not by model name alone.
Yes. Driventus supports B2B private-label supply, including customer SKU labels, barcode data, carton labels, packaging specifications, batch traceability, and agreed inspection documentation. Tooling, sampling, validation, MOQ, and lead time depend on the reference, technical risk, packaging requirements, and annual volume.
Request a dimensional report, profile and runout data, material or heat-treatment statement, batch certificate of conformity, packing specification, application list, and compliance declarations where needed. For EU and UK buyers, REACH (EC) No 1907/2006 declarations are commonly requested.
If you are qualifying a camshaft replacement line for Tahoe applications, share your target OE references, engine codes or RPO codes, annual volume, MOQ target, packaging needs, fitment data, inspection requirements, and destination market. You can [request a quote](/contact.html).