How to Verify Exhaust Manifold Gasket Quality
To verify exhaust manifold gasket quality, procurement teams need more than a visual check. Start with the application, then confirm material construction, dimensional control, seal performance, and traceability before release. The risk is not just an audible exhaust leak. A weak gasket can relax under heat cycling, lose clamp load, distort around ports, damage mating surfaces, or fail soon after installation. A reliable review starts with the drawing, OE cross-reference, and approved sample, then moves through incoming inspection, fit validation, and supplier documentation. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. For replacement programmes, the strongest evidence is repeatable data: thickness, emboss height, metal gauge, coating type, port geometry, material specification, and test results matched to the engine application. This checklist shows how to verify exhaust manifold gasket quality in a practical B2B sourcing process, including the records to request from a supplier and the inspections that matter most during receiving inspection and PPAP-style approval.
Decision First: Confirm the Application Match
Begin with the fit decision, not the sample bench. Exhaust manifold gaskets can look interchangeable across engine families, yet small differences in port shape, bolt-hole location, emboss profile, sensor clearance, or heat-shield interface determine whether the part seals correctly.
Review the drawing, OE reference, engine code, model-year range, and any supersession history before approving a source. If the part is supplied for aftermarket replacement, confirm whether the supplier validated fitment against the relevant manifold and cylinder-head interface rather than relying only on catalogue interchange data. For export programmes, check whether regional engine variants use different flange geometry or emissions hardware.
A credible supplier should link the quoted part number to an approved drawing revision, sample status, material specification, and inspection plan. For buyers managing multiple sources, ask for the exact supersession chain, the last verified vehicle or engine build range, and the sample date used for approval. If the supplier cannot identify the verification basis, treat the part as unproven and requalify it against the target engine.
What Fails First: Material Build Under Heat
Material stack is one of the clearest indicators of exhaust manifold gasket quality. Depending on the application, the gasket may use multi-layer steel, graphite-coated steel, perforated metal with facing material, composite layers, or a formed metal carrier with sealing beads. The right construction depends on operating temperature, flange stiffness, surface finish, clamp load, and engine movement.
Ask the supplier to identify the metal grade, layer count, coating type, facing material, and any anti-stick or heat-resistant treatment. For metal gaskets, check gauge consistency, emboss formation, bead height, coating coverage, and burr control. For composite or graphite-facing designs, inspect density, bonding quality, edge integrity, and resistance to flaking or delamination. A gasket that sheds coating, cracks at the port edge, or shows inconsistent lamination may pass a quick visual review but fail once exposed to exhaust temperature and vibration.
Make the supplier quantify the construction. Request nominal sheet thickness in millimeters, steel gauge in the stated standard, coating weight or type, and the continuous-service and short-term peak temperatures the material is intended to tolerate. If the part uses multilayer steel, ask for layer count, emboss form, and whether the seal beads are full-perimeter or localized around the ports. If the part uses graphite or composite facing, ask for density, binder system, and maximum thickness loss after thermal exposure. Those numbers are more useful than a generic statement that the material is "high temperature resistant."
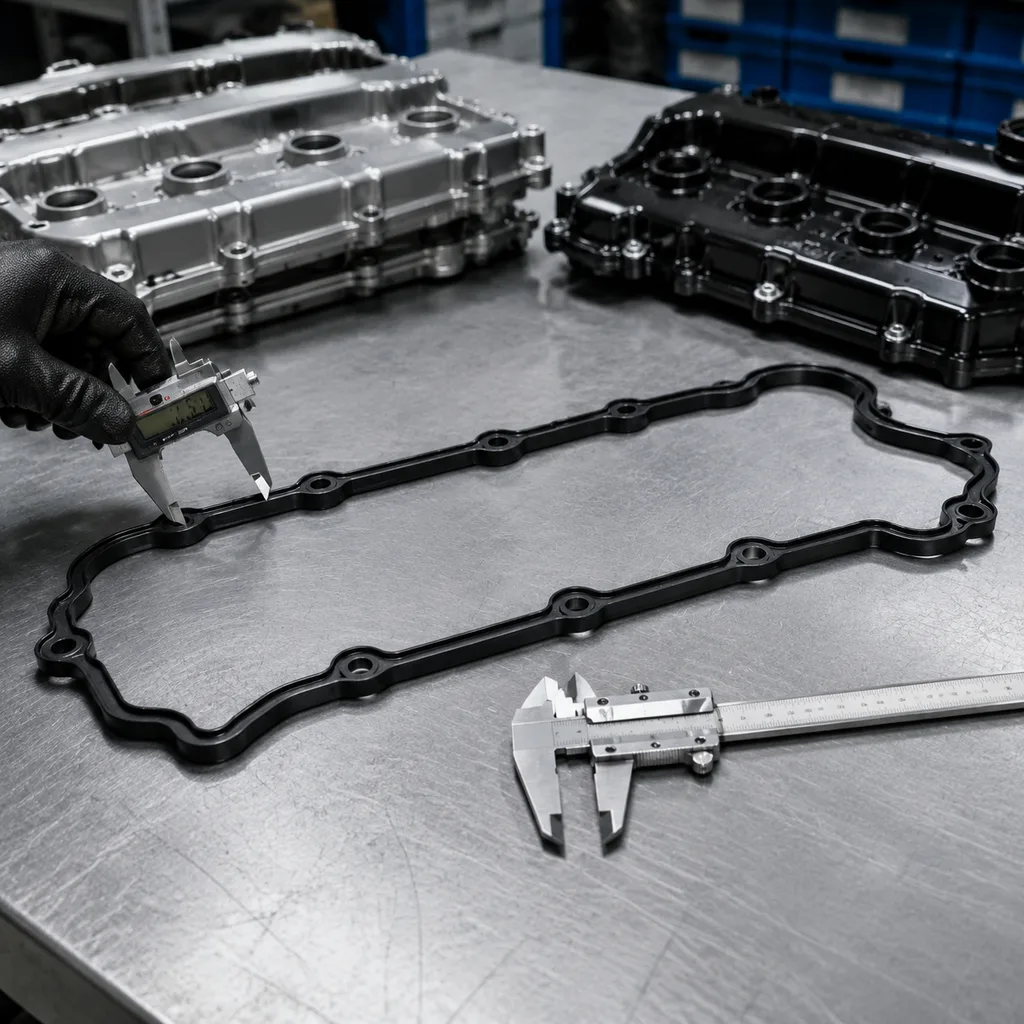
Spec Deep-Dive: Flatness, Thickness, and Port Geometry
Dimensional control sits at the center of how to verify exhaust manifold gasket quality because the gasket must seal between two rigid, hot, and often imperfect surfaces. Incoming inspection should compare the production lot with the approved drawing or master sample using defined tolerances rather than subjective judgment.
Measure overall length and width, bolt-hole diameter and position, port opening size, bridge width between ports, tab features, and any locating holes. Check thickness at several points, especially near ports and bolt zones, because variation changes clamp distribution. For embossed or beaded metal designs, record bead height and continuity. For layered designs, confirm that the stack is uniform and that no layer is shifted, wrinkled, or exposed.
Flatness matters before installation. Place samples on a certified flat surface or use suitable metrology equipment to identify twist, bow, or local distortion. Inspect cut edges, bolt holes, and port openings for burrs, loose fibres, coating build-up, or sharp protrusions that could interfere with seating. Buyers should not accept vague "within drawing" language without the actual limits. Ask the supplier to state the critical-to-quality dimensions with tolerances on the inspection record, such as outline, bolt-hole position, port-to-port pitch, and thickness variation. If the source cannot supply repeatable data across at least three samples from the same lot, the process is not yet stable enough for release.
Failure Modes: Compression Recovery and Leakage Resistance
A gasket can meet basic dimensions and still fail if it cannot maintain seal load. Compression and recovery checks show whether the material can deform enough to seal surface irregularities and then retain usable thickness after load and heat exposure. These tests are especially important when approving a new supplier, changing material construction, or sourcing a high-volume replacement part.
For metal and composite designs, review compression set, recovery percentage, creep relaxation, and clamp-load retention where applicable. Testing should reflect the gasket construction and operating environment, including temperature, load, and dwell time. If the supplier provides only room-temperature results for a part exposed to exhaust heat, ask whether thermal cycling or elevated-temperature testing is available.
Leakage resistance should be checked through a defined bench test, fixture test, or validated production control method. The setup should identify pressure, medium, clamping condition, surface finish, and acceptance criteria. For critical programmes, compare results from the approved sample, pilot lot, and production lot to confirm process stability. Set explicit buyer-side requirements before approval: test pressure, test duration, media, and maximum allowable leak rate. For higher-output engines, request thermal cycling data showing performance after repeated hot/cold cycles, because marginal materials usually fail there first.
Comparison Check: Traceability, Packaging, and Supplier Controls
Quality verification does not end with the part itself. Buyers also need to know whether the supplier can repeat the same result across lots and respond quickly if a field issue appears. Traceability should connect the finished gasket to the production date, batch number, material lot, inspection record, and drawing revision.
Request a lot inspection report, material declaration, compliance statement, and certificate scope where relevant. For controlled sourcing programmes, review whether the supplier operates under IATF 16949:2016, ISO 9001:2015, or another applicable quality system. Certification alone is not proof of part quality, but it helps confirm that document control, nonconforming-product handling, calibration, and corrective action processes are in place.
Packaging should protect the gasket from bending, abrasion, moisture, and contamination. Thin metal gaskets can be damaged by poor stacking, while coated or composite gaskets can be marked by friction or oil exposure. Check pack quantity, separator use, label accuracy, barcode data, and carton strength. Add a documentation gate for every shipment: carton label, purchase order, internal part number, lot number, and drawing revision should all align. For moisture-sensitive parts, specify desiccant, sealed polybagging, or corrosion protection. Clear packaging rules reduce hidden damage and make incoming inspection faster.
Step-by-Step Release Checklist
A structured receiving checklist helps purchasing, quality, and warehouse teams make consistent release decisions. Tie the checklist to the approved drawing, supplier inspection plan, and application requirements so each lot is judged the same way.
Before stock release:
- Confirm part number, OE cross-reference, drawing revision, and lot identification.
- Inspect packaging condition, labels, carton markings, and quantity.
- Check visible defects such as bends, dents, burrs, coating loss, delamination, cracks, contamination, or shifted layers.
- Measure thickness, flatness, bolt-hole position, port geometry, and emboss or bead height where applicable.
- Review supplier documents, including lot inspection data, material declaration, compliance statement, and traceability record.
- Escalate any mismatch between sample, drawing, catalogue fitment, and production lot before release.
For new programmes, keep the first approved samples as controlled references and compare future shipments against them. For mature programmes, trend inspection data over time instead of treating each lot as isolated. That makes it easier to spot tooling wear, coating changes, material substitution, or process drift before they turn into warranty claims.
Turn the checklist into an acceptance matrix with pass/fail criteria and escalation thresholds. Define how many parts to sample from each lot, what recheck is required if one dimension is out of tolerance, and when the whole lot must be quarantined. If the MOQ is 500 pieces and the standard lead time is 25 to 35 days, buyers can plan sampling, inbound inspection, and safety stock instead of discovering timing gaps after the order is placed.
Frequently asked questions
Material construction and dimensional accuracy are the most important starting points. If the gasket cannot maintain seal load through heat cycling, it may leak even when it looks correct on arrival.
No. Visual inspection helps catch shipping damage, burrs, coating loss, and edge defects, but buyers should also verify thickness, flatness, port geometry, compression recovery, and leakage resistance against the approved application.
Request the lot inspection report, material declaration, compliance statement, drawing or revision reference, and traceability data. For controlled programmes, also ask for certification scope under IATF 16949:2016 or ISO 9001:2015 where applicable.
If you are qualifying a new source or reviewing a current gasket programme, send the drawing, OE reference, or sample list and we will help you verify the fit and test requirements. Start here: /contact.html
Request a Quote