Carbon Buildup on Intake Valves: Engine Valve Checks
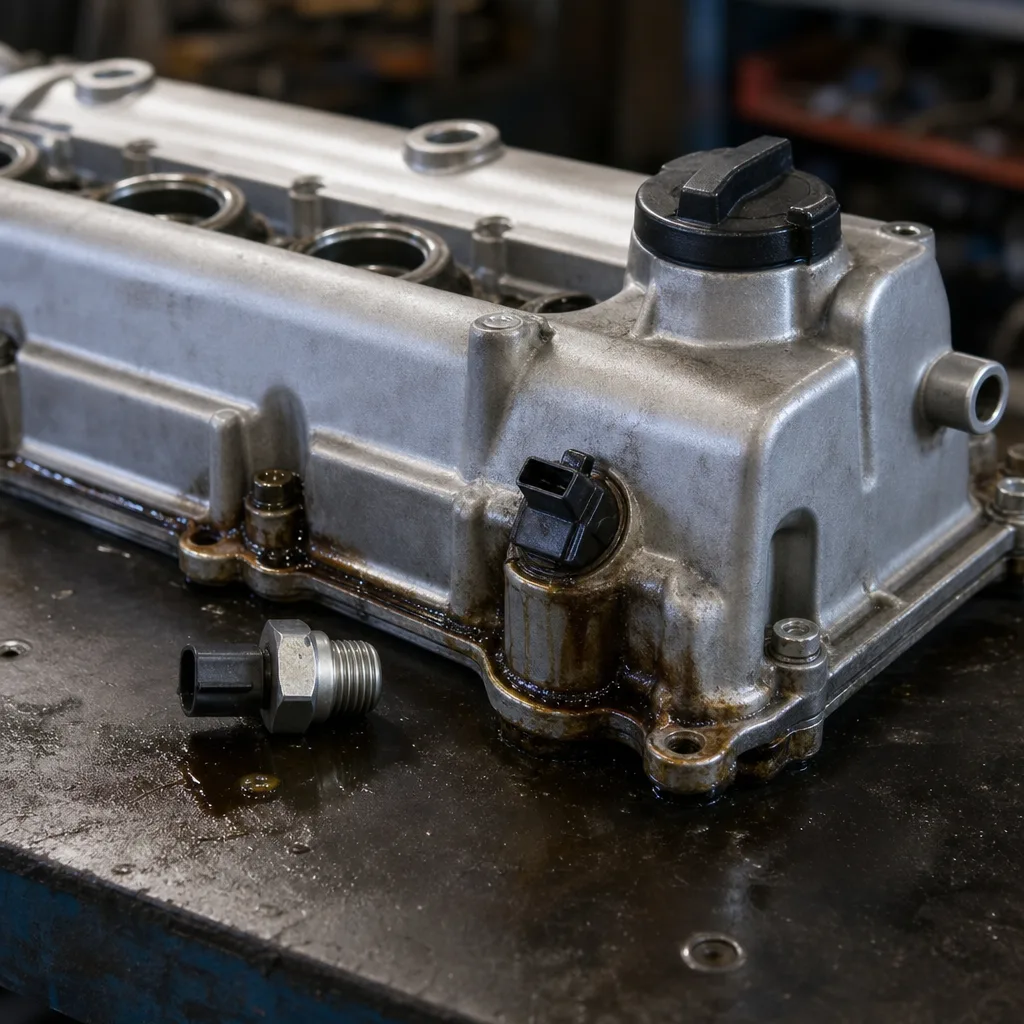
Carbon buildup on intake valves is a common cause of rough idle, cold-start misfire, lower volumetric efficiency, weak throttle response, and repeat drivability complaints in modern petrol engines. It is especially common in gasoline direct injection (GDI) applications, where fuel is sprayed into the chamber instead of washing across the back of the valve. For procurement teams, engine rebuilders, and workshop buyers, the real question is not just how much carbon is visible. The valve head, face, margin, stem, keeper groove, guide interface, and seat contact all have to remain within the engine maker's service limits after heat cycling, oil contamination, and contact with abrasive particles.
Intake deposits can conceal face pitting, margin loss, stem scoring, guide wear, and seat contact defects. They can also disrupt tumble or swirl flow through the port, create cylinder-to-cylinder air imbalance, and cause faults that are not obvious from diagnostic trouble codes alone. In engines exposed to short-trip duty, long oil intervals, high crankcase ventilation load, turbocharger oil carry-over, or heavy EGR flow, deposits often return unless the root cause is corrected.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. We supply engine valve programmes for distributors, repair chains, wholesalers, and OE-related channels with dimensional control, batch traceability, and compliance support.
Why intake valves collect carbon
Carbon buildup on intake valves is usually driven by oil vapour, crankcase ventilation, combustion by-products, EGR flow, temperature profile, and duty cycle. Valve material matters, but it is rarely the whole story. In port fuel injection engines, fuel passes across the back of the intake valve and can dissolve light oily residue before it polymerises and hardens. In GDI engines, the injector sprays directly into the combustion chamber, so this fuel-wash effect is largely absent. Oil mist from the PCV system, soot and inert gas from EGR, fine particulate contamination, and moisture from repeated cold starts can then cling to the valve head, neck, tulip area, and upper stem.
The deposit layer often begins as a sticky oil film. As the valve moves between intake-port temperatures and combustion-adjacent heat, lighter fractions evaporate and heavier hydrocarbons oxidise into harder carbonaceous residue. Typical intake valve back-face temperatures vary by engine load and location, but GDI intake valves often run cool enough in part-load service for oil-derived deposits to remain stable instead of burning away. Short-trip engines are especially exposed because coolant, oil, and the intake tract may not stay at full operating temperature long enough to purge moisture and volatile fractions. Turbocharged engines add another pathway when compressor-side oil carry-over, worn turbo seals, or elevated crankcase pressure increase oil mist in the charge-air path.
Typical contributors include:
- High oil carry-over through the PCV system, blocked oil separators, or excessive crankcase pressure
- Extended idling, low-load operation, and urban stop-start service with low valve temperature
- Short-trip driving with repeated cold starts, fuel enrichment, and incomplete warm-up
- Worn piston rings, cylinder wear, or excessive blow-by increasing oil vapour load
- Turbocharger compressor oil leakage or charge-air cooler oil pooling
- EGR loading that adds soot and increases deposit adhesion in the intake stream
- Injector imbalance, combustion instability, or poor fuel atomisation affecting cylinder deposits and trims
- Long oil service intervals, high-volatility oil, or incorrect oil specification increasing deposit tendency
Deposits reduce effective port area, disturb air motion, and may stop the valve from closing cleanly against the seat if carbon reaches the seat contact region. The result is not always sudden failure. It may show up as small differences in cylinder filling, unstable idle, elevated fuel trims, or gradual torque loss. During inspection, the visible carbon layer is only one part of the decision. Seat contact width, valve margin, face condition, stem diameter, stem straightness, and stem-to-guide clearance must be checked against the applicable service specification before deciding whether the valve can remain in service.
Symptoms that point to valve deposit problems
An intake-side deposit issue usually appears first as drivability loss, then as measurable performance deviation. Common symptoms include rough idle, hesitation on light throttle, cylinder-specific misfire codes, longer cranking, uneven cold-start quality, and unstable combustion below roughly 1,500 rpm. In fleet operation, fuel consumption often rises before a warning lamp appears because the engine control unit can compensate for moderate airflow and mixture differences until fuel trim, misfire, or load-calculation thresholds are exceeded.
Deposit-related symptoms are often cylinder-specific. One intake port may carry a heavier carbon load because of manifold runner geometry, PCV entry location, EGR distribution, injector condition, local wall temperature, or valve-guide oil leakage. That can leave one weak cylinder even when the overall mass airflow reading looks reasonable. For workshops and warranty teams, scan data should therefore be compared with mechanical tests instead of treated as a complete diagnosis.
Common field indicators
| Symptom | Likely effect on the valve train | Inspection priority |
|---|---|---|
| Rough idle | Partial airflow restriction, unstable mixture motion, or poor seating | Carbon load on valve head, neck, and seat contact area |
| Cold-start misfire | Uneven cylinder filling and weak first-cycle combustion | Deposit thickness by port, compression, and leak-down result |
| Loss of power | Reduced volumetric efficiency at higher air demand | Airflow data, manifold inspection, and borescope check |
| High fuel use | Poor combustion stability and increased short- or long-term fuel correction | Valve sealing, injector balance, fuel trims, and oxygen sensor data |
| Longer cranking | Low first-cycle compression or mixture instability | Compression, leak-down, cranking speed, and cold-start enrichment data |
| Persistent fault codes | Misfire, lean condition, load calculation error, or cylinder imbalance | Scan data combined with mechanical confirmation |
| Verification item | Why it matters | Buyer risk if missed |
|---|---|---|
| Stem diameter | Controls guide fit, oil control, valve motion, and stem-to-guide clearance | Oil consumption, noise, sticking, or accelerated guide wear |
| Stem surface finish | Affects guide wear, oil-film control, and scuffing resistance | Premature guide wear, seizure risk, or repeat oil-fed deposits |
| Seat angle | Determines contact pattern, sealing, and heat transfer into the seat | Leakage, poor compression, and burnt valve risk |
| Head thickness | Supports strength under cyclic loading and thermal exposure | Premature cracking, deformation, or fatigue failure |
| Margin thickness | Protects the valve edge after seating, lapping, and service wear | Edge overheating, recession, or early leakage |
| Keeper groove position | Maintains installed height, spring preload, and retainer clearance | Incorrect assembly, spring load variation, or retainer interference |
| Material control | Ensures durability under intake temperature, corrosion, and fatigue exposure | Uneven service life across batches and inconsistent warranty outcomes |
| Batch traceability | Supports containment, replacement campaigns, and root-cause analysis | Harder recall management and weaker supplier accountability |