Camshaft Peugeot Supplier: Procurement Checks for B2B Buyers
If you need a camshaft Peugeot supplier for aftermarket distribution or contract manufacturing, price is only one part of the decision. B2B buyers also need repeatable profile accuracy, material traceability, packaging that survives export, and a factory that can support audits and repeat orders. Driventus supplies engine and powertrain components from Taizhou, Zhejiang, with IATF 16949:2016 and ISO 9001:2015 systems in place. Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. For Peugeot applications, procurement teams usually ask for dimensional match, heat-treatment records, corrosion protection, and stable lead times across batches. This article explains what to verify before placing a trial order, how to compare suppliers, and what documentation should accompany each shipment.
What buyers should confirm before sourcing
When a Peugeot camshaft supplier is shortlisted, the first filter is fitment discipline. Peugeot applications can share bore spacing or timing layouts while still differing in lobe profile, lift, phase angle, trigger wheel arrangement, and sensor position. Procurement teams should confirm the engine code, cylinder head revision, timing drive type, and whether the part is for a standard replacement or a controlled private-label programme.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only.
For B2B sourcing, the minimum commercial package should include an approved dimensional drawing, material declaration, heat-treatment route, and a sample inspection report. If the supplier cannot show traceability from raw material to finished batch, the quote is not yet ready for production planning.
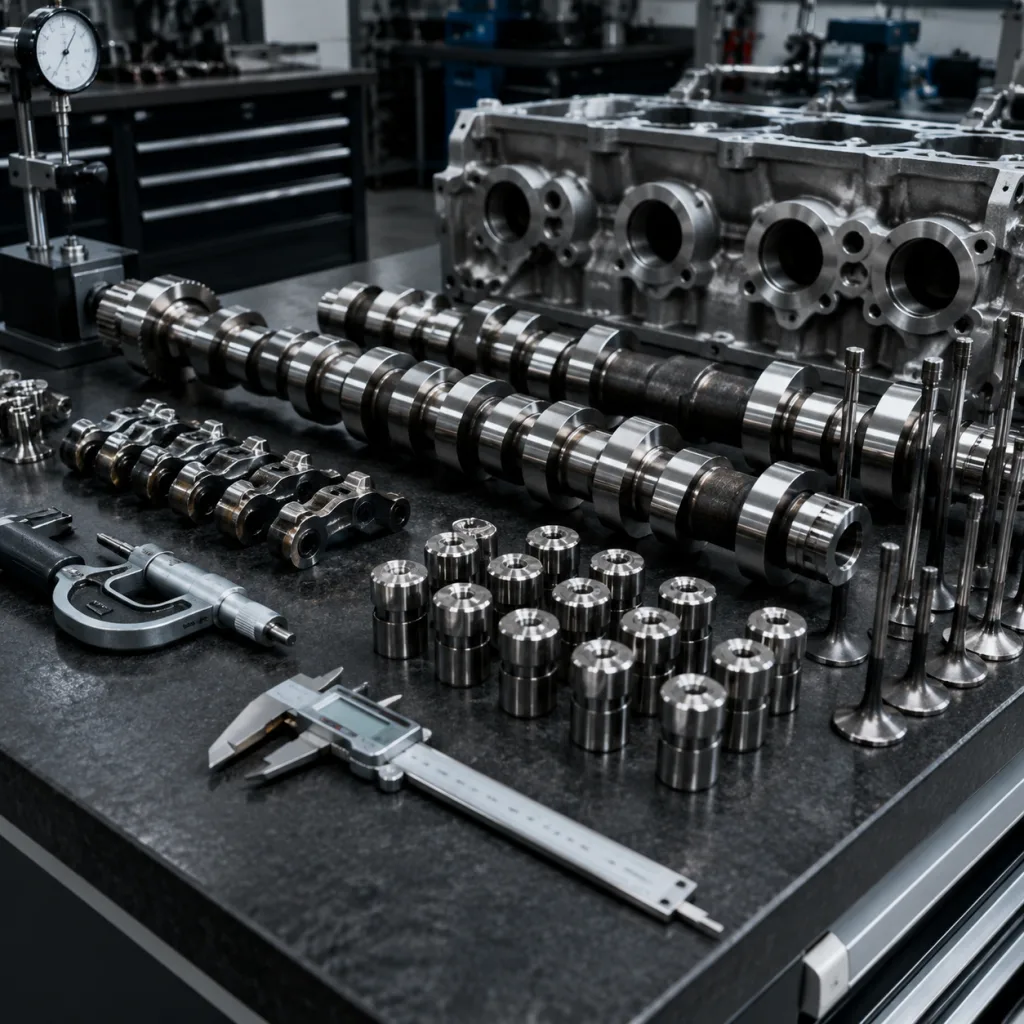
Typical specification targets for procurement
Procurement specs should be written around measurable targets, not catalogue language. The exact numbers belong on the drawing, but the ranges below are common sourcing references for camshaft programmes.
| Item | Typical sourcing target | Why it matters |
|---|---|---|
| Journal diameter | Drawing-defined; often held to ±0.01 mm on critical journals | Controls bearing fit and oil film stability |
| Lobe profile / lift | Drawing-defined; often verified to within ±0.02 mm on critical checks | Protects valve timing and engine performance |
| Runout | Commonly ≤0.03 mm on finished parts | Reduces vibration and timing error |
| Surface finish | Journals often target Ra 0.2-0.8 μm | Improves wear performance |
| Surface hardness | Material-dependent; many programmes target 52-60 HRC on hardened areas | Supports contact fatigue life |
| Traceability | Heat lot and batch ID on each shipment | Supports quality containment |