Camshaft for Volkswagen Beetle Aftermarket Replacement
If you need a camshaft for Volkswagen Beetle aftermarket replacement, the priority is not a generic part number match. You need the correct lift, duration, journal geometry, drive-end design, and lifter compatibility for the exact engine variant.
Driventus is an independent aftermarket manufacturer; brand names are referenced for fitment only. For procurement teams, the useful question is whether the part reproduces the functional and dimensional behaviour of the OE camshaft, supports repeatable inspection, and arrives with the documents needed for receiving and quality release. That means sample comparison, first-article data, surface hardness verification, and packaging that survives export handling. This article sets out what buyers should verify before placing a repeat order or approving a new supplier.
What buyers should match first
The most common sourcing mistake is treating all Beetle camshafts as interchangeable. They are not. Before ordering, confirm the engine family, valve-train layout, and whether the application uses flat tappets, hydraulic lifters, or roller elements. For replacement work, the cam profile must match the intended idle quality, torque curve, and emissions calibration.
Check
What to confirm
Why it matters
Profile
Lift, duration, and lobe separation angle
Controls breathing, idle quality, and torque delivery
Journals
Journal diameter, width, and thrust faces
Affects bearing fit and axial control
Drive end
Gear, sprocket, keyway, or blank end
Must match the timing drive design
Triggering
Tone wheel count and sensor window
Required for ECU synchronisation on some engines
Lifters
Flat-tappet or roller compatibility
Prevents accelerated wear
</tr></thead><tbody> </tbody></table>For classic Beetle engines and later conversions, the wrong lobe profile can change idle vacuum, cold start behaviour, and valve-train noise.
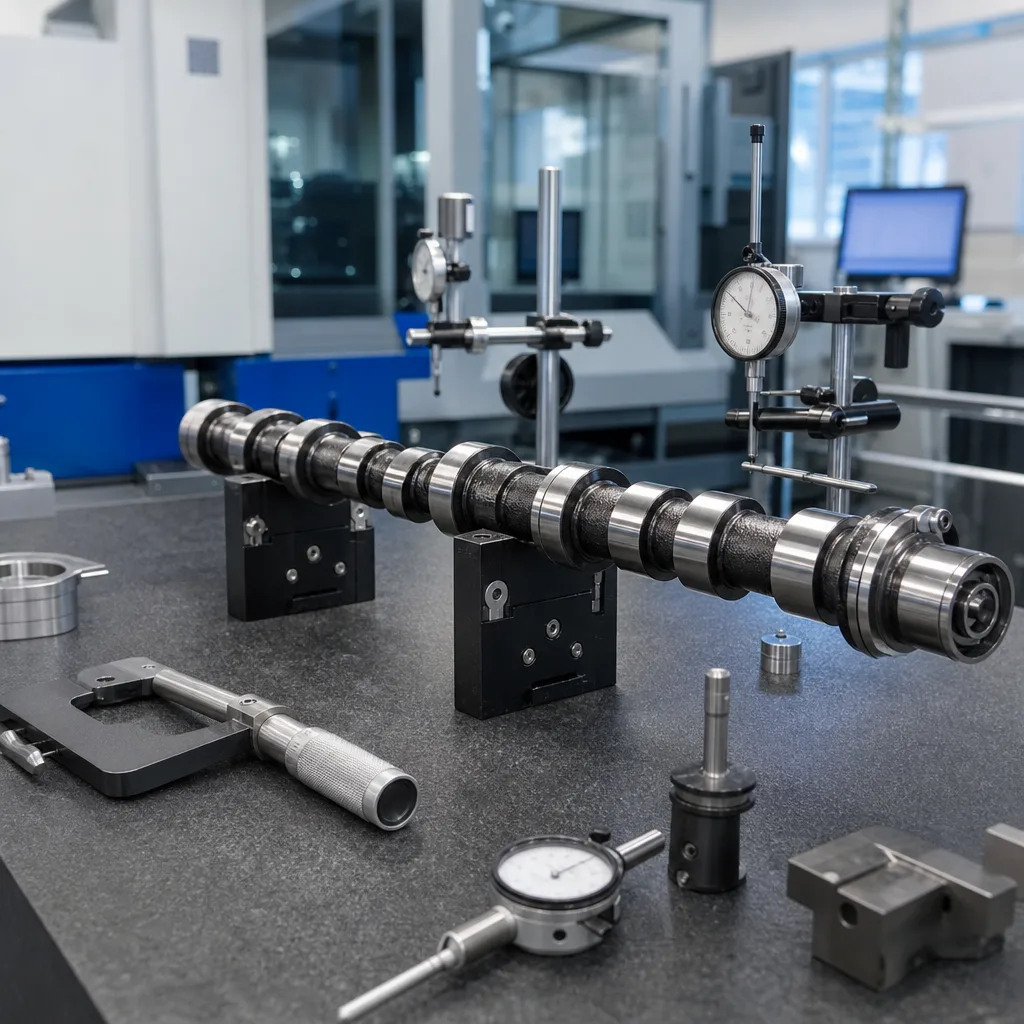
How OE-equivalence is verified
Buyers should ask for dimensional confirmation against a master sample or drawing before release. The minimum data set is not just overall length. It should include journal diameters, lobe height, base circle, lobe indexing, end-play features, and any drive or sensor geometry. A part can look correct in a carton and still shift valve timing enough to affect drivability.
A practical validation package usually includes:
First-article inspection with measured critical dimensions
Lobe-to-lobe repeatability data
Runout and concentricity checks
Hardness or case-depth verification on the wear surfaces
Visual inspection for burrs, scoring, and oil-hole obstruction
For export programmes, many buyers also want lot traceability and a signed inspection report tied to the purchase order. That supports receiving inspection and makes it easier to separate a true dimensional issue from an installation error.
Material and surface finish choices
Replacement camshafts are usually made from cast iron or steel, and the correct choice depends on load, cost target, and production volume. Cast iron is common where the profile is moderate and the wear surface can be hardened reliably. Steel blanks are preferred when the application needs higher strength, more aggressive profiles, or tighter control of fatigue resistance.
A buyer should specify the wear surface and heat-treatment targets, not just the base material. Useful points to define are:
Lobe hardness target, often in the 55 to 62 HRC range depending on the design
Journal finish suitable for stable oil film formation
Induction hardened or nitrided surfaces where the application requires it
Clean edges at oil-feed points so debris is not created during break-in
If the part will be shipped into the EU, request material and substance declarations aligned with REACH (EC) No 1907/2006. For quality systems, a supplier working under IATF 16949:2016 and ISO 9001:2015 should be able to show controlled process records, not only a finished-part certificate.
Installation and inspection points
A correct camshaft still fails if the installation checks are skipped. The cylinder head, lifters, and timing drive should be cleaned before assembly. Replace worn followers, inspect oil passages, and verify that the timing marks are accurate rather than assuming the old marks are correct.
On assembly, check:
Bearing clearance and end play
Timing chain or gear alignment
Valve spring pressure against the cam profile
Pushrod or lifter contact pattern
Preload or valve lash setting, depending on the engine type
If the engine uses a flat-tappet design, follow the correct break-in procedure with assembly lubricant and the specified oiling practice. If the engine uses hydraulic lifters, confirm preload before start-up. A camshaft that fits mechanically but changes the timing event by a small amount can create low vacuum, rough idle, and piston-to-valve risk. That is why fitment verification matters even when the outer dimensions appear correct.
Sourcing options for aftermarket buyers
For distributors, repair chains, and OEM or Tier-1 buyers, the buying decision usually comes down to repeatability, documentation, and lead time. A dependable supplier should be able to support standard replacement part numbers, drawing-based development, and volume supply with consistent packing.
Photographs or digital records from first-article inspection
Export packing that protects journals and lobes from transit damage
Driventus supplies aftermarket parts into multiple regions and can support procurement teams that need stable specs, controlled documentation, and replacement fitment without OEM endorsement. Use request a quote when you need a production quote or a fitment review.
Frequently asked questions
Provide the engine code, cam drive type, lifter type, and any OE reference you already use internally. A sample part or drawing is better than a photo. The goal is to match the functional dimensions, not only the overall length or carton label.
Yes. We can work from a sample, a measured drawing, or a technical specification sheet. For private-label or programme work, we normally confirm critical dimensions, surface treatment, packing requirements, and inspection documents before production release.
Common documents include dimensional inspection data, lot traceability, material declarations, and quality certificates. If required, we can align documentation with IATF 16949:2016, ISO 9001:2015, and REACH (EC) No 1907/2006 requests.
For fitment checks, sampling, or production pricing, [request a quote](/contact.html).